
铸件脱模装置.pdf

玉环****找我


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸件脱模装置.pdf
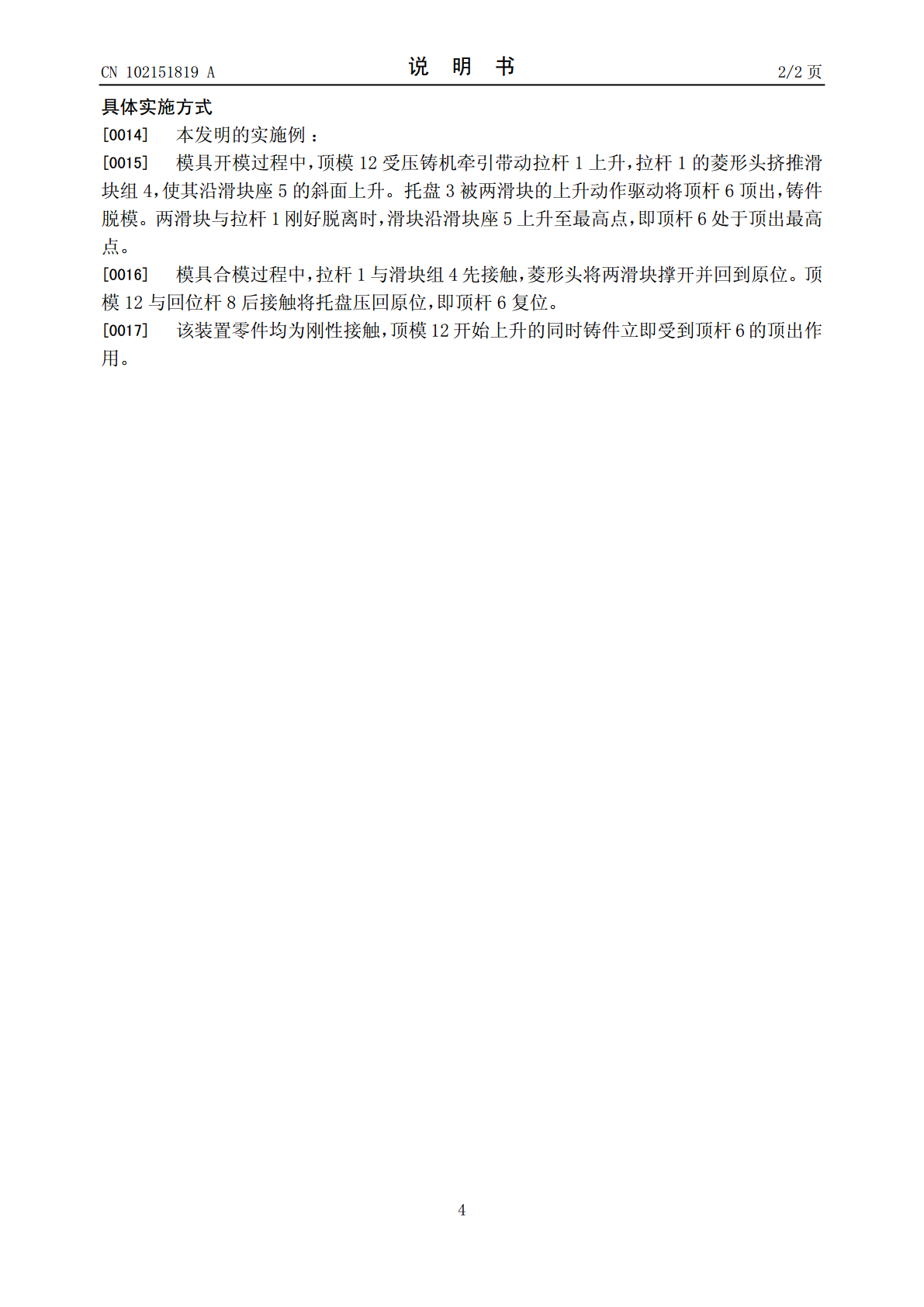
本发明公开了一种轮毂铸件脱模装置,该装置主要由拉杆1和底模组件(包括3、4、5、6、7、8)通过刚性连接或刚性接触构成。本发明以滑动机构为传动核心,实现了顶模起模和底模顶杆顶出的同步动作,并在无需辅加驱动元件的基础上,发生动作并自动回位。该装置特点在于解决一些轮毂铸件下腔脱模力要求高(铸件易变形、断裂)和辅件安装空间受限制的问题。本装置采用机械结构有较好的可靠性和使用寿命。

一种耐磨铸件快速脱模装置.pdf
本发明公开了一种耐磨铸件快速脱模装置,包括脱模机台,所述脱模机台的台板上表面开设有矩形通孔,所述矩形通孔的内壁转动连接有转轴,所述转轴的表面固定套设有转轮,所述转轴延伸至脱模机台正面的一端固定连接有链轮,所述脱模机台的支撑腿左侧安装有驱动电机。本发明提出的一种耐磨铸件快速脱模装置,通过设置高度调节栓,使两个螺纹卡钉之间的垂直距离便于调节,以适用于不同尺寸的砂型木质模型板,通过设置脱模电机带动驱动丝杆转动,使两个丝杆螺母块相向或者相对运动,用于产生相对拉扯力,使砂型木质模型板的外壳分离,同时还设置了转轴带动
一种铸造脱模联动铸件固定装置.pdf
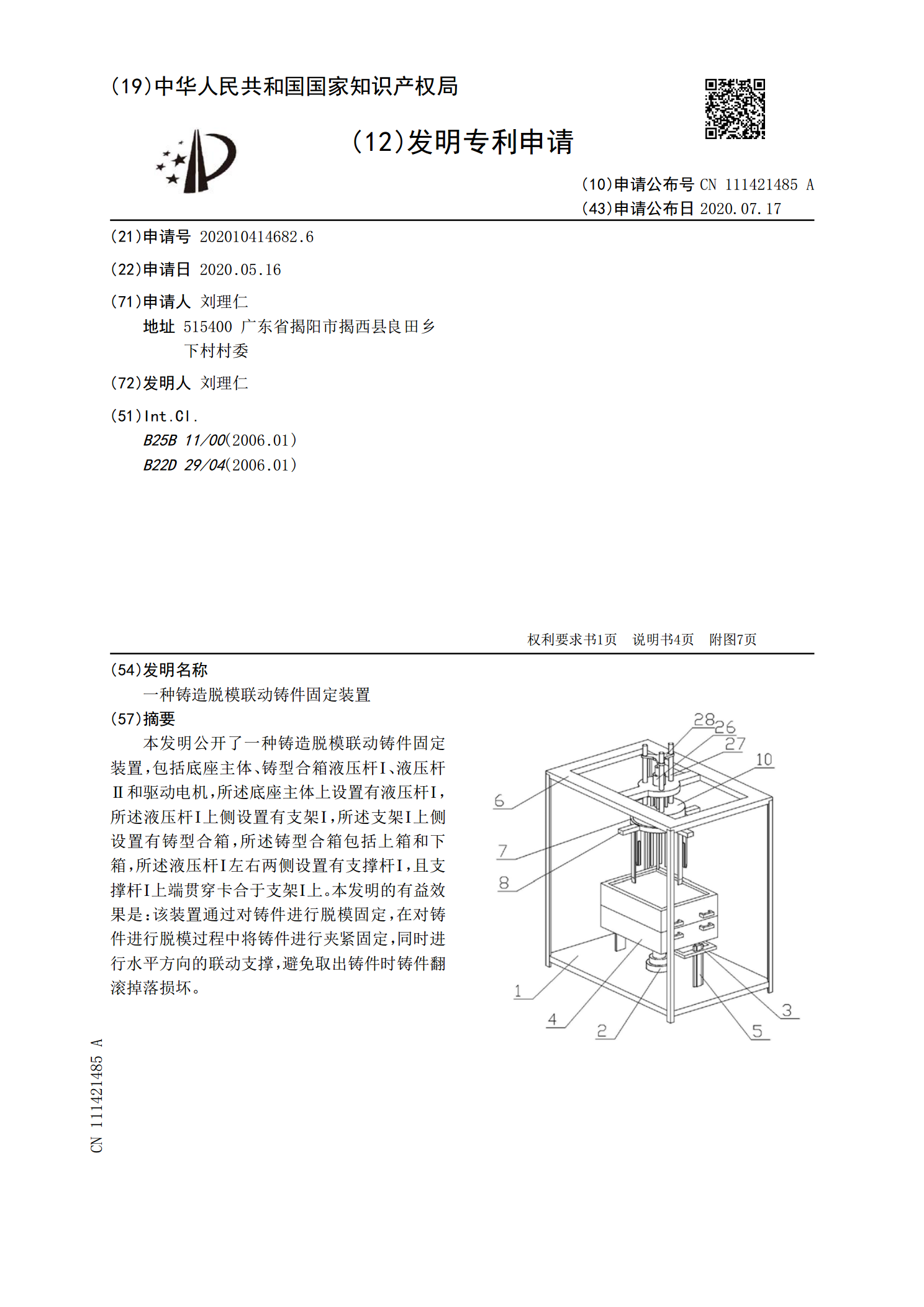
本发明公开了一种铸造脱模联动铸件固定装置,包括底座主体、铸型合箱液压杆Ⅰ、液压杆Ⅱ和驱动电机,所述底座主体上设置有液压杆Ⅰ,所述液压杆Ⅰ上侧设置有支架Ⅰ,所述支架Ⅰ上侧设置有铸型合箱,所述铸型合箱包括上箱和下箱,所述液压杆Ⅰ左右两侧设置有支撑杆Ⅰ,且支撑杆Ⅰ上端贯穿卡合于支架Ⅰ上。本发明的有益效果是:该装置通过对铸件进行脱模固定,在对铸件进行脱模过程中将铸件进行夹紧固定,同时进行水平方向的联动支撑,避免取出铸件时铸件翻滚掉落损坏。
一种铸造生产线用铸件自动脱模装置.pdf
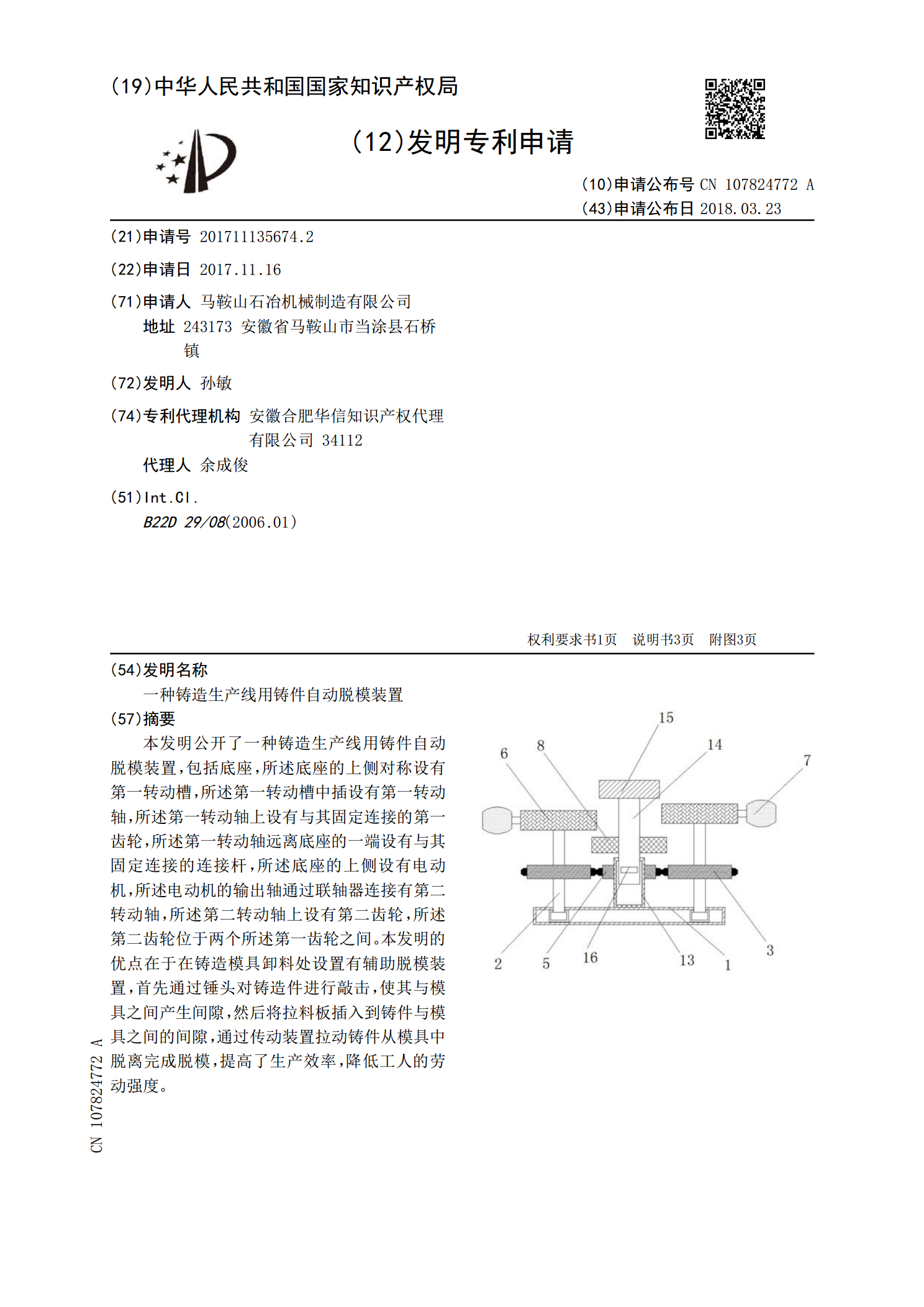
本发明公开了一种铸造生产线用铸件自动脱模装置,包括底座,所述底座的上侧对称设有第一转动槽,所述第一转动槽中插设有第一转动轴,所述第一转动轴上设有与其固定连接的第一齿轮,所述第一转动轴远离底座的一端设有与其固定连接的连接杆,所述底座的上侧设有电动机,所述电动机的输出轴通过联轴器连接有第二转动轴,所述第二转动轴上设有第二齿轮,所述第二齿轮位于两个所述第一齿轮之间。本发明的优点在于在铸造模具卸料处设置有辅助脱模装置,首先通过锤头对铸造件进行敲击,使其与模具之间产生间隙,然后将拉料板插入到铸件与模具之间的间隙,通
一种砂模铸造成型铸件脱模装置.pdf
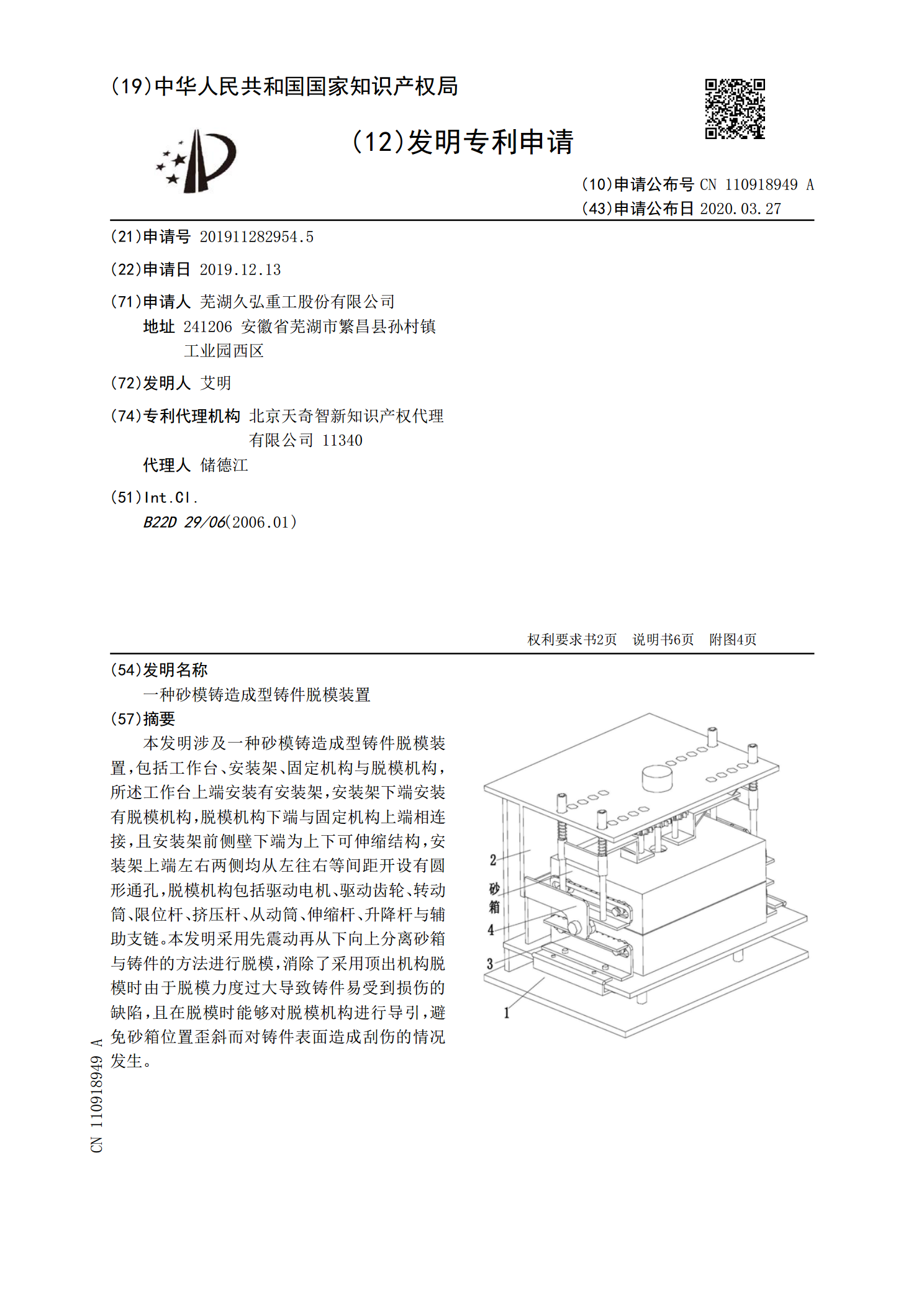
本发明涉及一种砂模铸造成型铸件脱模装置,包括工作台、安装架、固定机构与脱模机构,所述工作台上端安装有安装架,安装架下端安装有脱模机构,脱模机构下端与固定机构上端相连接,且安装架前侧壁下端为上下可伸缩结构,安装架上端左右两侧均从左往右等间距开设有圆形通孔,脱模机构包括驱动电机、驱动齿轮、转动筒、限位杆、挤压杆、从动筒、伸缩杆、升降杆与辅助支链。本发明采用先震动再从下向上分离砂箱与铸件的方法进行脱模,消除了采用顶出机构脱模时由于脱模力度过大导致铸件易受到损伤的缺陷,且在脱模时能够对脱模机构进行导引,避免砂箱位