
管道全位置自动焊机弹簧式锁紧机构.pdf

An****70


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

管道全位置自动焊机弹簧式锁紧机构.pdf
一种管道全位置自动焊机弹簧式锁紧机构,设有锁紧机构,该锁紧机构包括一锁紧手柄,该锁紧手柄的下端固联一凸轮;一后滑块,该后滑块上设有一凹槽,一端设有数个孔;一前滑块推板与数根滑杆的一端固联为一体,且滑杆上安装有数根锁紧弹簧;该锁紧手柄竖直安装在后滑块上,且凸轮位于后滑块凹槽内的一端;该前滑块推板位于后滑块的凹槽内,且数根滑杆的另一端对应穿过后滑块上设置的数个孔与前滑块固联为一体;数个行走锁紧轮分别安装在前滑块和后滑块底部。本发明结构简单、操作方便,大大节省了焊机的拆装时间,且易于维修和维护;同时,其锁紧可靠
一种管道全位置自动焊机弹簧式锁紧机构.pdf
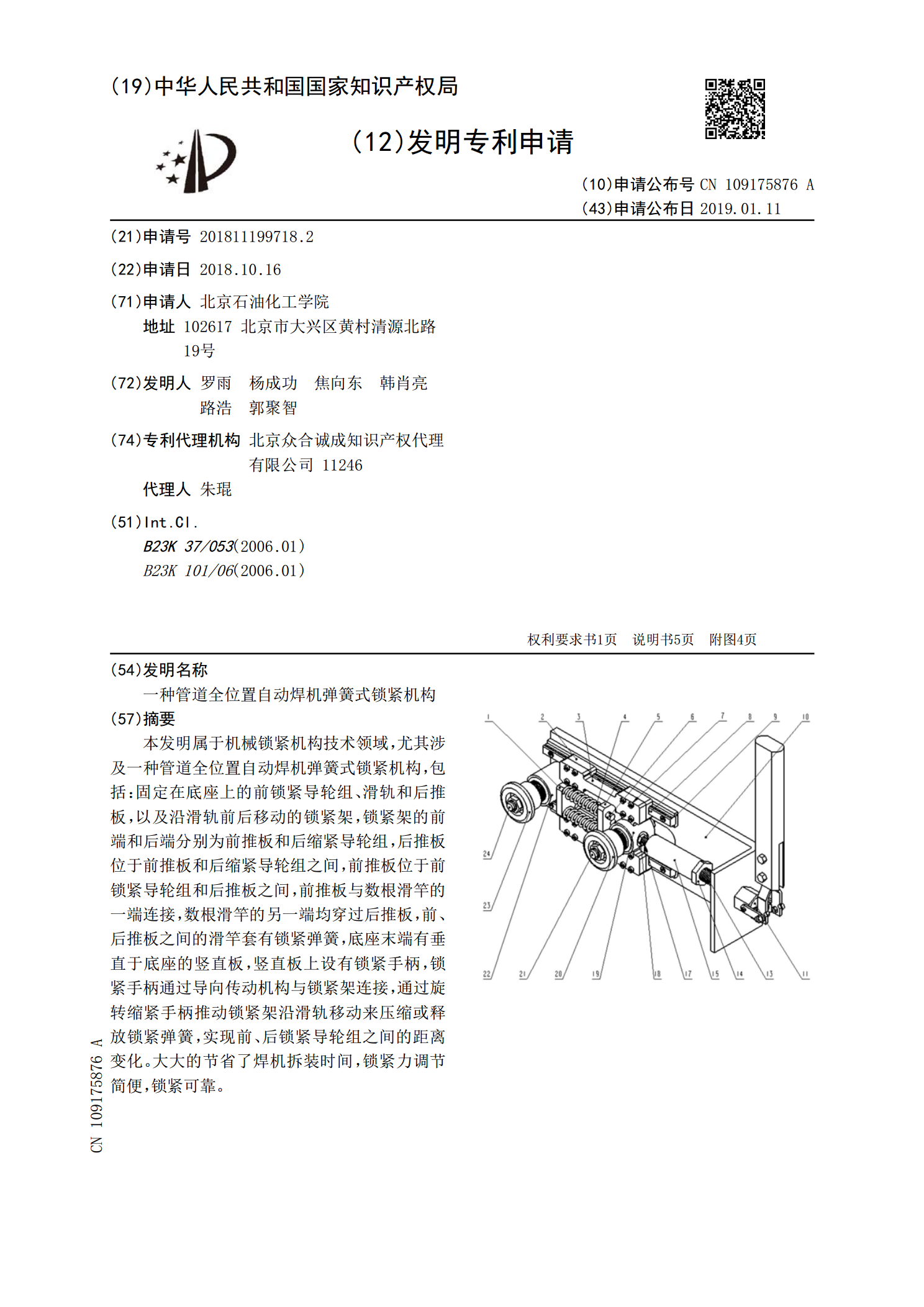
本发明属于机械锁紧机构技术领域,尤其涉及一种管道全位置自动焊机弹簧式锁紧机构,包括:固定在底座上的前锁紧导轮组、滑轨和后推板,以及沿滑轨前后移动的锁紧架,锁紧架的前端和后端分别为前推板和后缩紧导轮组,后推板位于前推板和后缩紧导轮组之间,前推板位于前锁紧导轮组和后推板之间,前推板与数根滑竿的一端连接,数根滑竿的另一端均穿过后推板,前、后推板之间的滑竿套有锁紧弹簧,底座末端有垂直于底座的竖直板,竖直板上设有锁紧手柄,锁紧手柄通过导向传动机构与锁紧架连接,通过旋转缩紧手柄推动锁紧架沿滑轨移动来压缩或释放锁紧弹簧

管道内环缝自动焊机履带式驱动机构.pdf
本发明创造公开了一种管道内环缝自动焊机履带式驱动机构,结构为气缸的两端分别通过气缸销轴与轮组支架连接,在轮组支架内侧设有主动轮、主动轮链轮和从动轮,履带套装在主动轮和从动轮上,主动轮和主动轮链轮通过主动轮中心轴与轮组支架连接,从动轮通过从动轮中心轴与轮组支架连接;在轮组支架外侧设有气动马达,马达链轮与主动轮链轮通过链条连接;轮组支架外侧还设有通过轮组旋转销轴与其连接的轮组旋转支架。本发明创造有效提高了轮组的摩擦效果,可将管道内环缝自动焊机的爬坡能力提升至20°以上。

全位置自动氩弧焊机焊接V形坡口管道的方法.pdf
本发明涉及全位置自动氩弧焊设备使用领域,具体为一种全位置自动氩弧焊机焊接V形坡口管道的方法;它包括:步骤1、焊前准备步骤2、点固焊步骤3、焊枪、焊丝选择检查步骤4、调试;步骤5、模拟焊接步骤6、水箱检查,步骤7、焊接参数确定;步骤8、设定存储;步骤9、焊接步骤10、焊接监控。本发明采用上述方法,其能改变管道开单边J形坡口和管件弯头组对成不对称坡口不留间隙时容易形成未焊透、管件V形坡口一侧容易产生未熔合、焊缝过烧、产生晶间腐蚀,破坏材料的耐腐蚀性;留间隙焊接时,容易产生熔合线凹凸不均、焊熘、成形不良等缺陷,

管道全位置自动焊接技术.doc
管道全位置自动焊接技术管道全位置自动焊接就是指在管道相对固定的情况下,焊接小车带动焊枪沿轨道围绕管壁运动,从而实现自动焊接。一般而言,全位置自动焊接装置由焊接小车、行走轨道、自动控制系统等部分组成。研制全位置自动焊接装置的目的就是为了提高焊接质量和劳动生产率、减轻工人的劳动强度。1焊接小车焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊枪沿管壁作圆周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点。它的核心部分是行走机构、送丝机构和焊枪摆动调节