
内转子的加工夹具及其加工使用方法.pdf

猫巷****松臣

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内转子的加工夹具及其加工使用方法.pdf
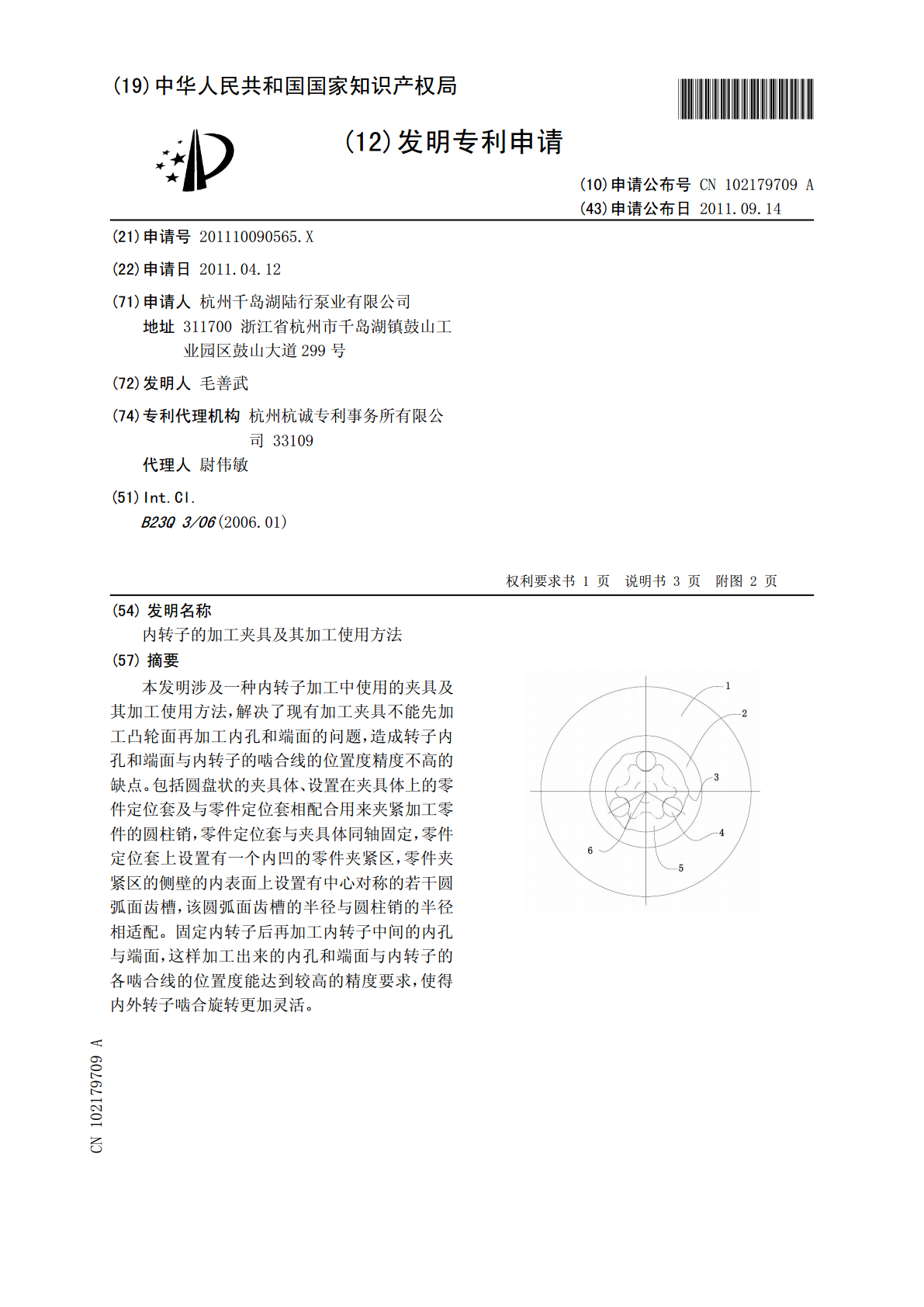
本发明涉及一种内转子加工中使用的夹具及其加工使用方法,解决了现有加工夹具不能先加工凸轮面再加工内孔和端面的问题,造成转子内孔和端面与内转子的啮合线的位置度精度不高的缺点。包括圆盘状的夹具体、设置在夹具体上的零件定位套及与零件定位套相配合用来夹紧加工零件的圆柱销,零件定位套与夹具体同轴固定,零件定位套上设置有一个内凹的零件夹紧区,零件夹紧区的侧壁的内表面上设置有中心对称的若干圆弧面齿槽,该圆弧面齿槽的半径与圆柱销的半径相适配。固定内转子后再加工内转子中间的内孔与端面,这样加工出来的内孔和端面与内转子的各啮合
齿轮加工抓取夹具及其使用方法.pdf
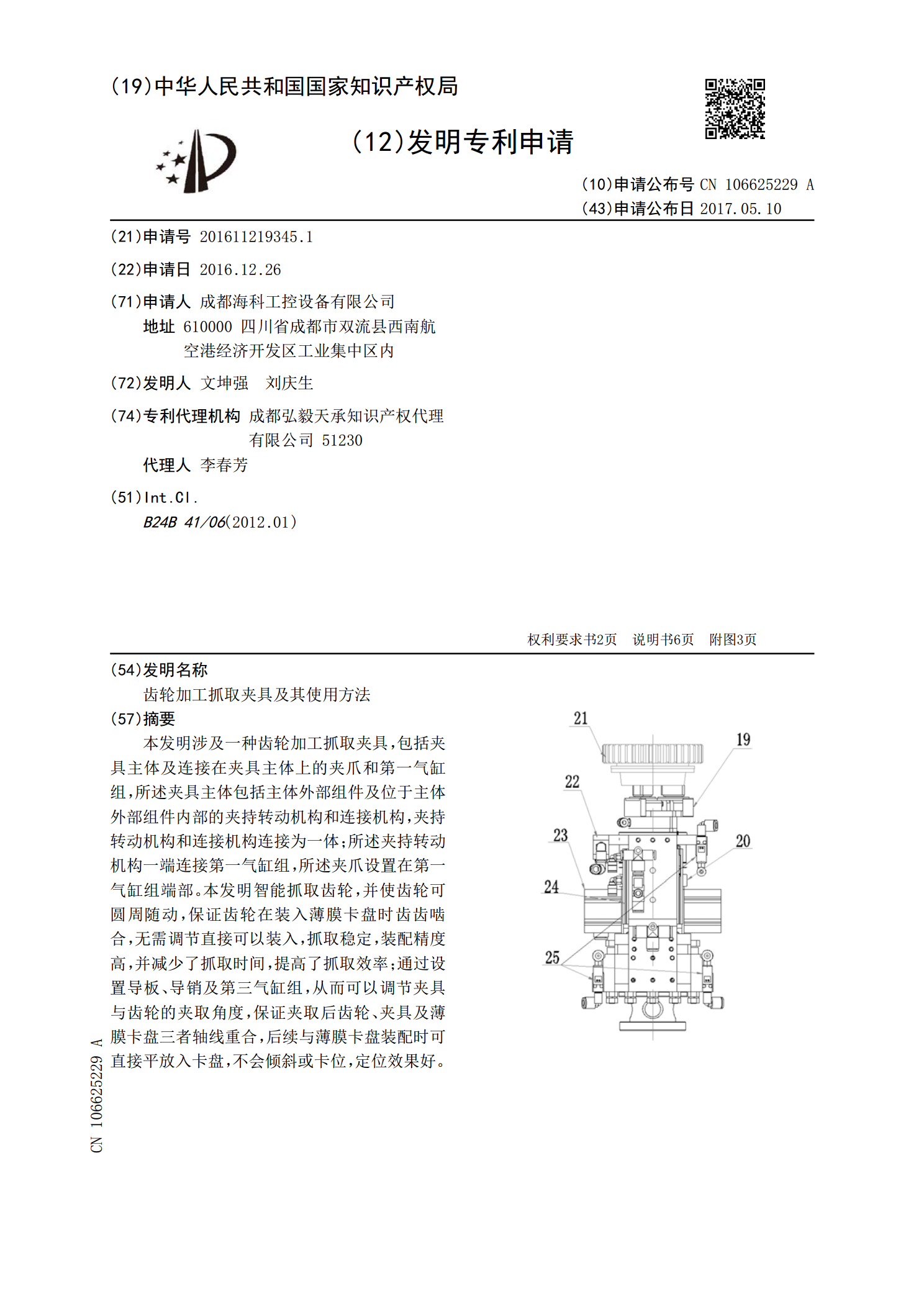
本发明涉及一种齿轮加工抓取夹具,包括夹具主体及连接在夹具主体上的夹爪和第一气缸组,所述夹具主体包括主体外部组件及位于主体外部组件内部的夹持转动机构和连接机构,夹持转动机构和连接机构连接为一体;所述夹持转动机构一端连接第一气缸组,所述夹爪设置在第一气缸组端部。本发明智能抓取齿轮,并使齿轮可圆周随动,保证齿轮在装入薄膜卡盘时齿齿啮合,无需调节直接可以装入,抓取稳定,装配精度高,并减少了抓取时间,提高了抓取效率;通过设置导板、导销及第三气缸组,从而可以调节夹具与齿轮的夹取角度,保证夹取后齿轮、夹具及薄膜卡盘三者
摇臂零件槽口加工夹具及其使用方法.pdf
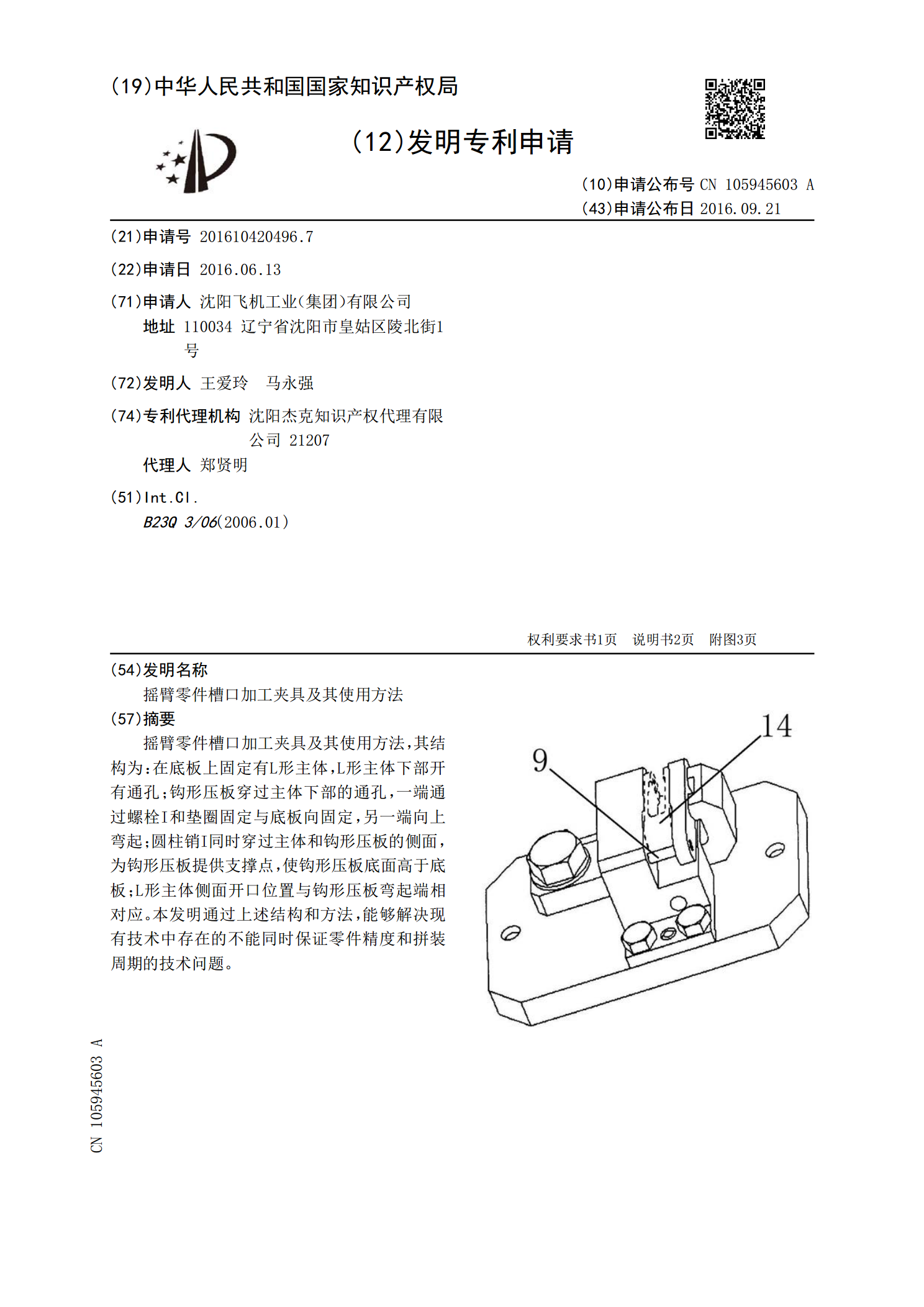
摇臂零件槽口加工夹具及其使用方法,其结构为:在底板上固定有L形主体,L形主体下部开有通孔;钩形压板穿过主体下部的通孔,一端通过螺栓I和垫圈固定与底板向固定,另一端向上弯起;圆柱销I同时穿过主体和钩形压板的侧面,为钩形压板提供支撑点,使钩形压板底面高于底板;L形主体侧面开口位置与钩形压板弯起端相对应。本发明通过上述结构和方法,能够解决现有技术中存在的不能同时保证零件精度和拼装周期的技术问题。

转子轴加工工艺及其转子轴.pdf
本发明公开了一种转子轴加工工艺,其特点是,顺序执行以下的步骤:冲料、形成坯料;穿磨:粗车A轴段和B轴段;调质;精磨;精车A轴段和B轴段;磨锥度;对锥形部和小轴部进行高频热处理、回火;滚齿;对形成的齿进行高频热处理、回火,形成半成品;对半成品进行磨三档;冲筋;防锈处理、检验。本发明还公开了一种转子轴。本发明设备多为自动化操作,生产效率提高,生产安全性好,生产的转子轴质量提高,产品精度一致性好,废品比原工艺减少60%以上,且具有节省原材料、降低生产成本、以及节约能耗的优点。

一种加工激光棒的夹具及其使用方法.pdf
本发明提供一种加工激光棒的夹具及其使用方法,包括粘棒夹具、加长套管、抛光盘,所述粘棒夹具内设置有V型槽,所述V型槽上设置有激光棒,所述激光棒外部设置有保护片,所述粘棒夹具与所述加长套管之间设置有紧固螺钉,所述加长套管下端设置有抛光盘,所述抛光盘与所述加长套管之间设置有档杆,所述档杆上设置有旋转轮。该激光棒夹具,采用所述V型槽设计以及所述粘棒夹具和所述加长套管的配合可实现对不同直径和不同长度的所述激光棒的抛光工作,降低了生产成本,节约了资源。