
管端成型装置.pdf

一只****呀盟


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管端成型装置.pdf
本发明涉及一种管端成型装置,包括有床身,所述的床身上铺设有台面板,特点是:台面板上设置有主油缸支撑座;主油缸支撑座上安装有主油缸,主油缸通过活塞杆连接座与主轴箱相连;主轴箱下方设置有引导组件;主轴箱内部设置有主轴,主轴后部连接着主轴皮带轮;主轴皮带轮轮通过皮带与所述主轴箱上方电机的电机皮带轮相连接;主轴内有顶推轴,所述的顶推轴通过靠铜套与主轴紧密配合;顶推轴顶端设置有运动导向机构;主轴前端设置有刀盘,刀盘上设置有连杆机构。由此,只需调整顶推轴的移动的长度通过连杆机构来逐步控制缩管成型滚轮组成的缩管口径的大

汽车管件管端液压成型装置.pdf
本发明公开一种汽车管件管端液压成型装置,属汽车管件加工设备领域,包括设置在工作台上的液压模具、卡紧模具,所述液压模具包括模座、模柱、液压油缸,模柱可轴向滑动地卧置在模座上,液压油缸活塞杆与模柱相连;卡紧模具包拓上模块、下模块、卡紧液压油缸,上模块与卡紧液压油缸活塞杆相连,上模块、下模块上分别设有与被加工的管件外形相适应的上卡槽、下卡槽;所述抵紧模具包括底座、抵柱,抵柱设在底座的安装孔内,抵柱依次包括抵盘、螺纹柱、手轮。本装置能可靠夹紧管件,能方便地更换模芯、模套,适用范围广,且能对管端进行连续加工,提高生

滚压管端成型机及成型方法.pdf
本发明公开了一种滚压管端成型机及成型方法,其中滚压管端成型机包括工作台,工作台上设有成型单元,成型单元包括滚轴、随动旋转的滚轮、伺服电机和控制组件,滚轮位于滚轴一端的一侧,伺服电机的下端设有滚轮连接杆,滚轮连接杆的端部设有U形槽,滚轮固定在U形槽内,伺服电机通过滚轮连接杆调节滚轴与滚轮之间的距离,伺服电机与控制组件电连接。本发明的管材成型设备适用范围广,不受管材材质和形状的影响,管材成型的尺寸稳定性好、外形偏差小。
一种预应力管桩端板冲压成型装置.pdf
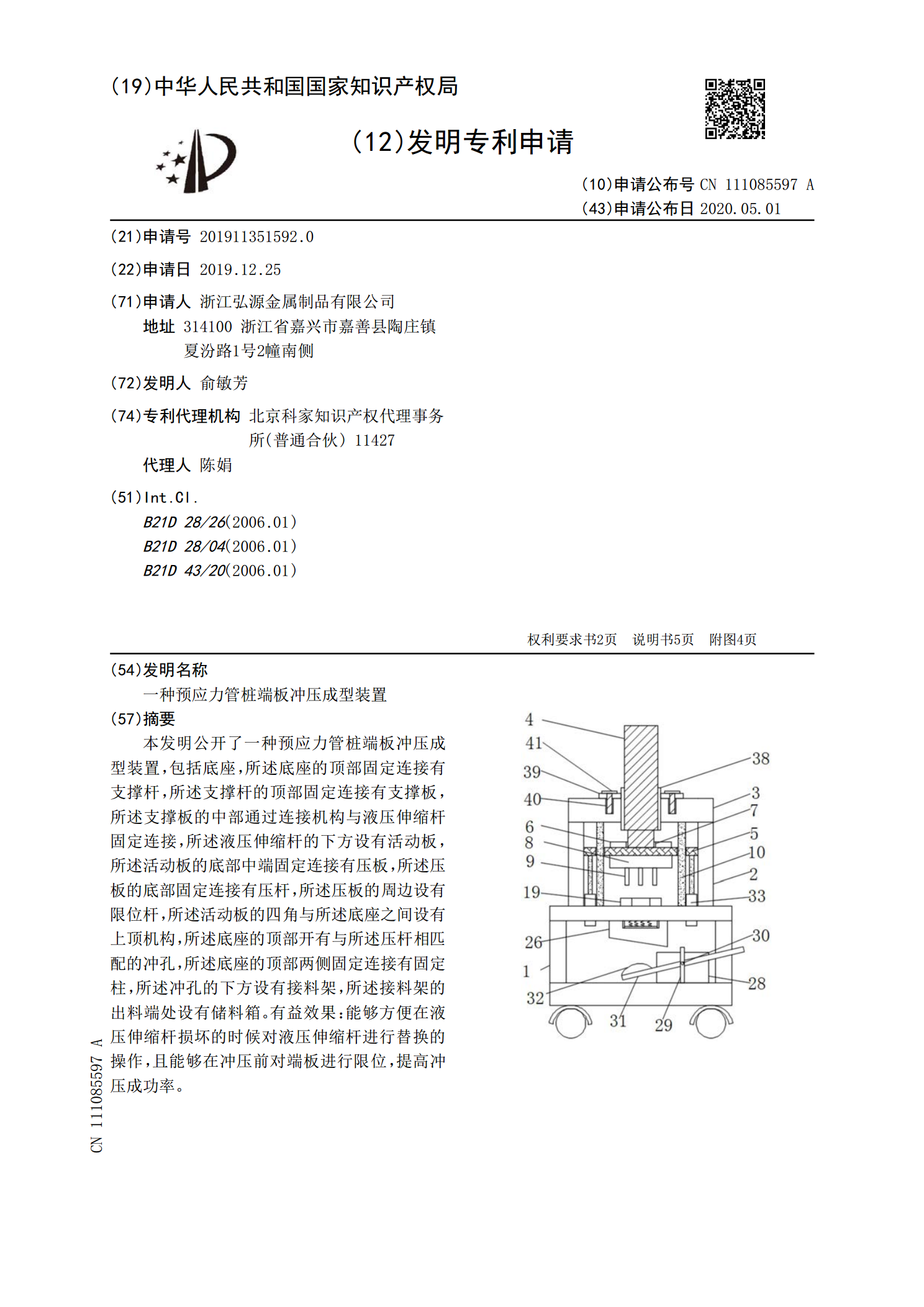
本发明公开了一种预应力管桩端板冲压成型装置,包括底座,所述底座的顶部固定连接有支撑杆,所述支撑杆的顶部固定连接有支撑板,所述支撑板的中部通过连接机构与液压伸缩杆固定连接,所述液压伸缩杆的下方设有活动板,所述活动板的底部中端固定连接有压板,所述压板的底部固定连接有压杆,所述压板的周边设有限位杆,所述活动板的四角与所述底座之间设有上顶机构,所述底座的顶部开有与所述压杆相匹配的冲孔,所述底座的顶部两侧固定连接有固定柱,所述冲孔的下方设有接料架,所述接料架的出料端处设有储料箱。有益效果:能够方便在液压伸缩杆损坏的
碾压式管端成型机.pdf
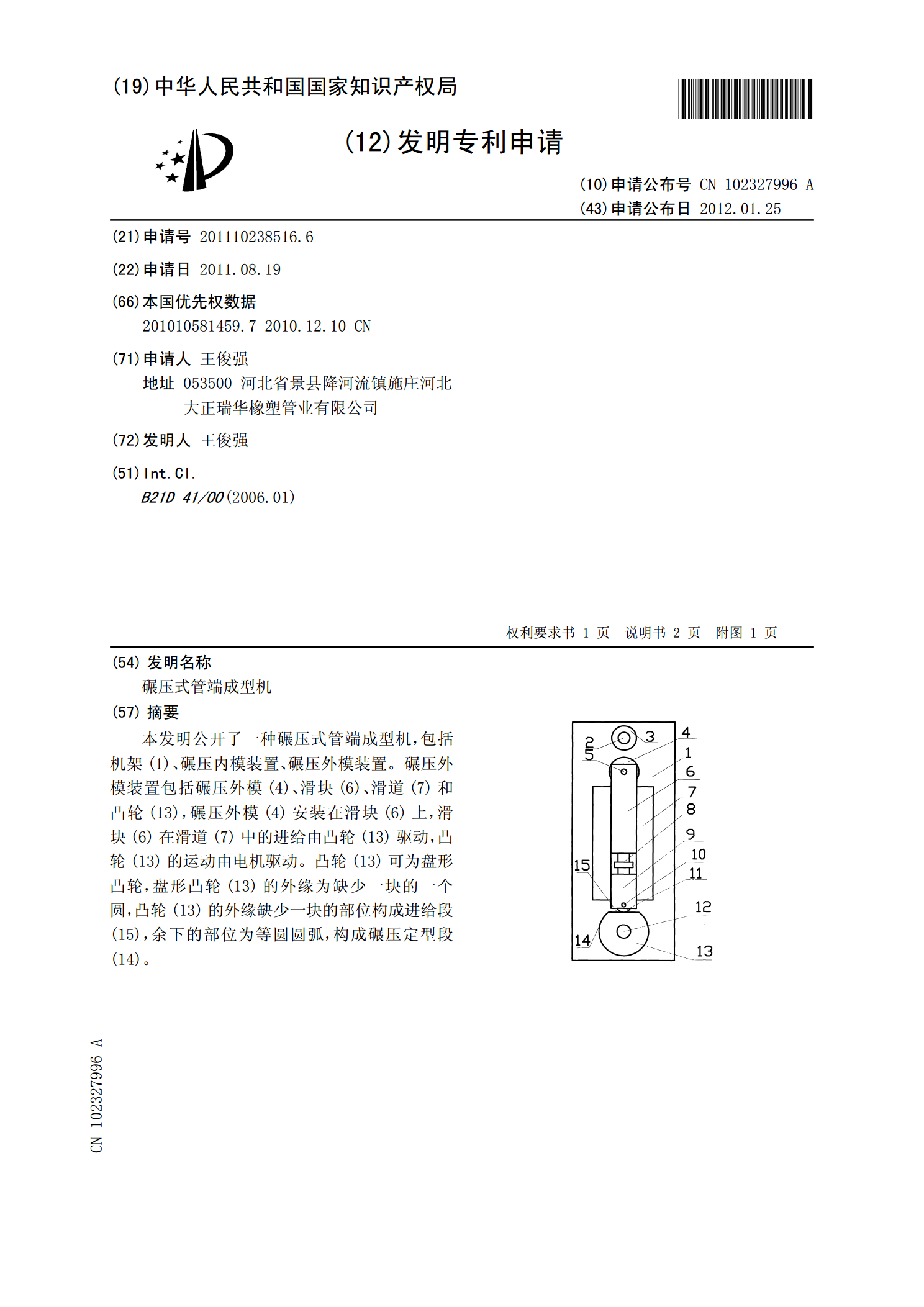
本发明公开了一种碾压式管端成型机,包括机架(1)、碾压内模装置、碾压外模装置。碾压外模装置包括碾压外模(4)、滑块(6)、滑道(7)和凸轮(13),碾压外模(4)安装在滑块(6)上,滑块(6)在滑道(7)中的进给由凸轮(13)驱动,凸轮(13)的运动由电机驱动。凸轮(13)可为盘形凸轮,盘形凸轮(13)的外缘为缺少一块的一个圆,凸轮(13)的外缘缺少一块的部位构成进给段(15),余下的部位为等圆圆弧,构成碾压定型段(14)。