
一种铝车轮热旋压工艺.pdf

鸿朗****ka


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝车轮热旋压工艺.pdf
本发明公开了一种铝车轮热旋压工艺,由车轮毛坯(1)、下挡板(2)、上挡板(3)、喷水系统(4)、旋压单元(5)组成,上挡板(3)工作时置于轮辐外侧,下挡板(2)工作时置于轮辐内侧,喷水系统(4)喷水口设置于上、下挡板之间,喷水时间为15S-25S。本发明的有益效果在于,解决轿车多轮辐铝车轮热旋压过程中轮辐变形的问题。

一种铝合金车轮铸造热旋压工艺.pdf
一种铝合金车轮铸造热旋压工艺包括铸造工艺和旋压工艺两部分,其特征在于,铸造所用的铝液中Mg的含量占总质量的0.30-0.40%,利用铸造工艺加工出旋压毛坯,毛坯只铸出轮辐,预成型轮辋,预成型轮辋则根据等体积变形原理预留轮辋所需的材料,轮辋预成形与最终成形的变形比为0.8~1之间,然后利用旋压工艺将毛坯轮辋预成形部分旋压成形;本发明利用了现有普通铸造的设备,产品成本比锻旋工艺大大降低且铸造形成的轮辐形状变化适应性强,可以完成较复杂的造型,同时旋压成形过程中使得铸造缺陷如:疏松、缩孔通过旋压后消失,轮辋强度得
一种旋压加工车轮工艺.pdf
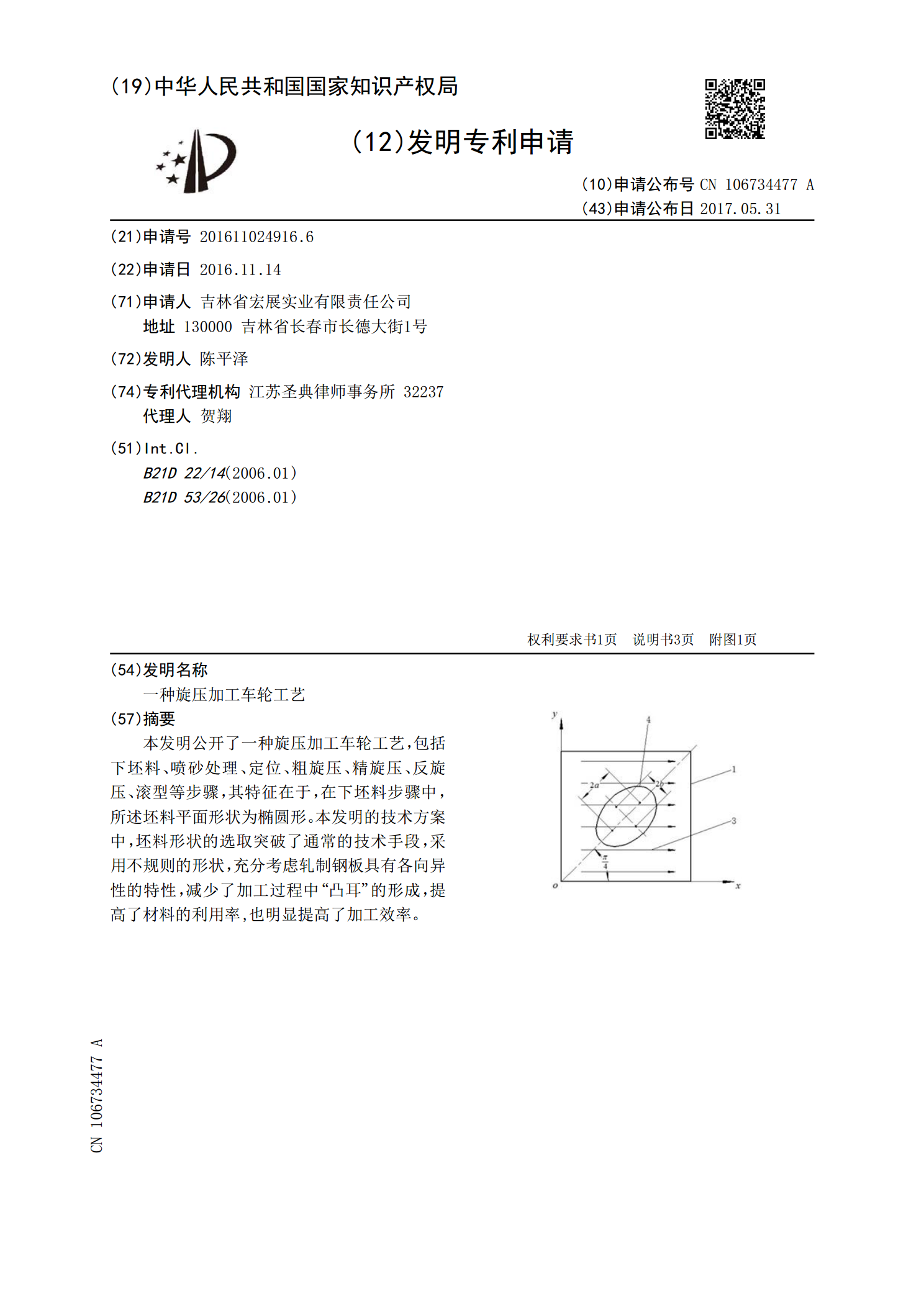
本发明公开了一种旋压加工车轮工艺,包括下坯料、喷砂处理、定位、粗旋压、精旋压、反旋压、滚型等步骤,其特征在于,在下坯料步骤中,所述坯料平面形状为椭圆形。本发明的技术方案中,坯料形状的选取突破了通常的技术手段,采用不规则的形状,充分考虑轧制钢板具有各向异性的特性,减少了加工过程中“凸耳”的形成,提高了材料的利用率,也明显提高了加工效率。
车轮、轮辋旋辊压工艺及旋压装置.pdf
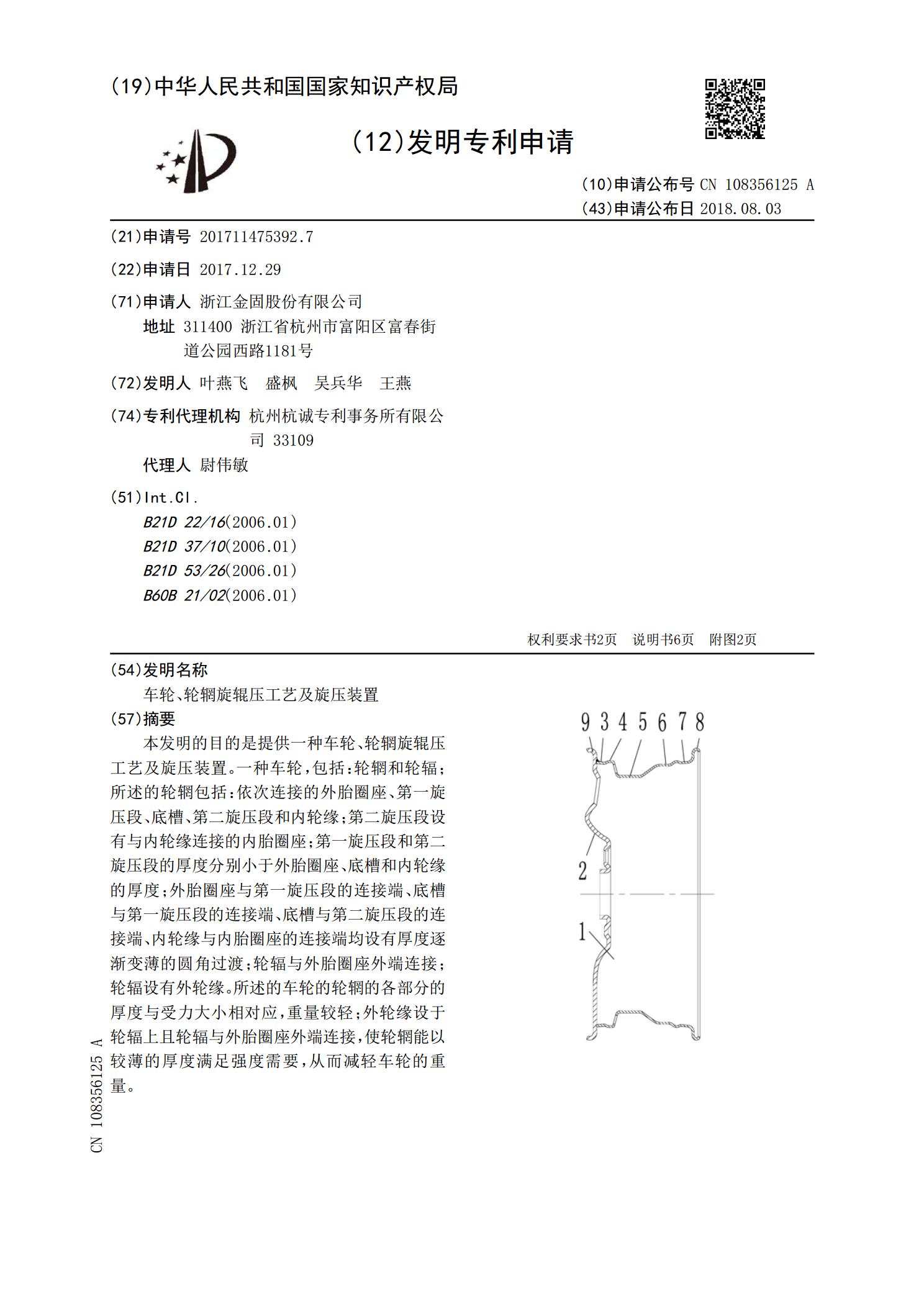
本发明的目的是提供一种车轮、轮辋旋辊压工艺及旋压装置。一种车轮,包括:轮辋和轮辐;所述的轮辋包括:依次连接的外胎圈座、第一旋压段、底槽、第二旋压段和内轮缘;第二旋压段设有与内轮缘连接的内胎圈座;第一旋压段和第二旋压段的厚度分别小于外胎圈座、底槽和内轮缘的厚度;外胎圈座与第一旋压段的连接端、底槽与第一旋压段的连接端、底槽与第二旋压段的连接端、内轮缘与内胎圈座的连接端均设有厚度逐渐变薄的圆角过渡;轮辐与外胎圈座外端连接;轮辐设有外轮缘。所述的车轮的轮辋的各部分的厚度与受力大小相对应,重量较轻;外轮缘设于轮辐上

改进的铝车轮旋压模具.pdf
本发明公开了一种改进的铝车轮旋压模具,包括下模(2)、下模顶料器(1)、上模、导向套(5)、连接块(6),下模(2)与下模顶料器(1)接触面上设置平台A、平台B,下模在平台A、平台B处设置铝屑驻留槽(3)。下模(1)在轮颈处设置防转凹槽(4),导向套(5)与下模顶料器(1)通过螺栓(7)连接,下模顶料器(2)与连接块(6)通过螺栓(8)连接;所述导向套(5)增加与车轮毛坯的接触面积,并在接触部位设置花纹。