
砂轮成型自动开合模具.pdf

小宏****aa


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

砂轮成型自动开合模具.pdf
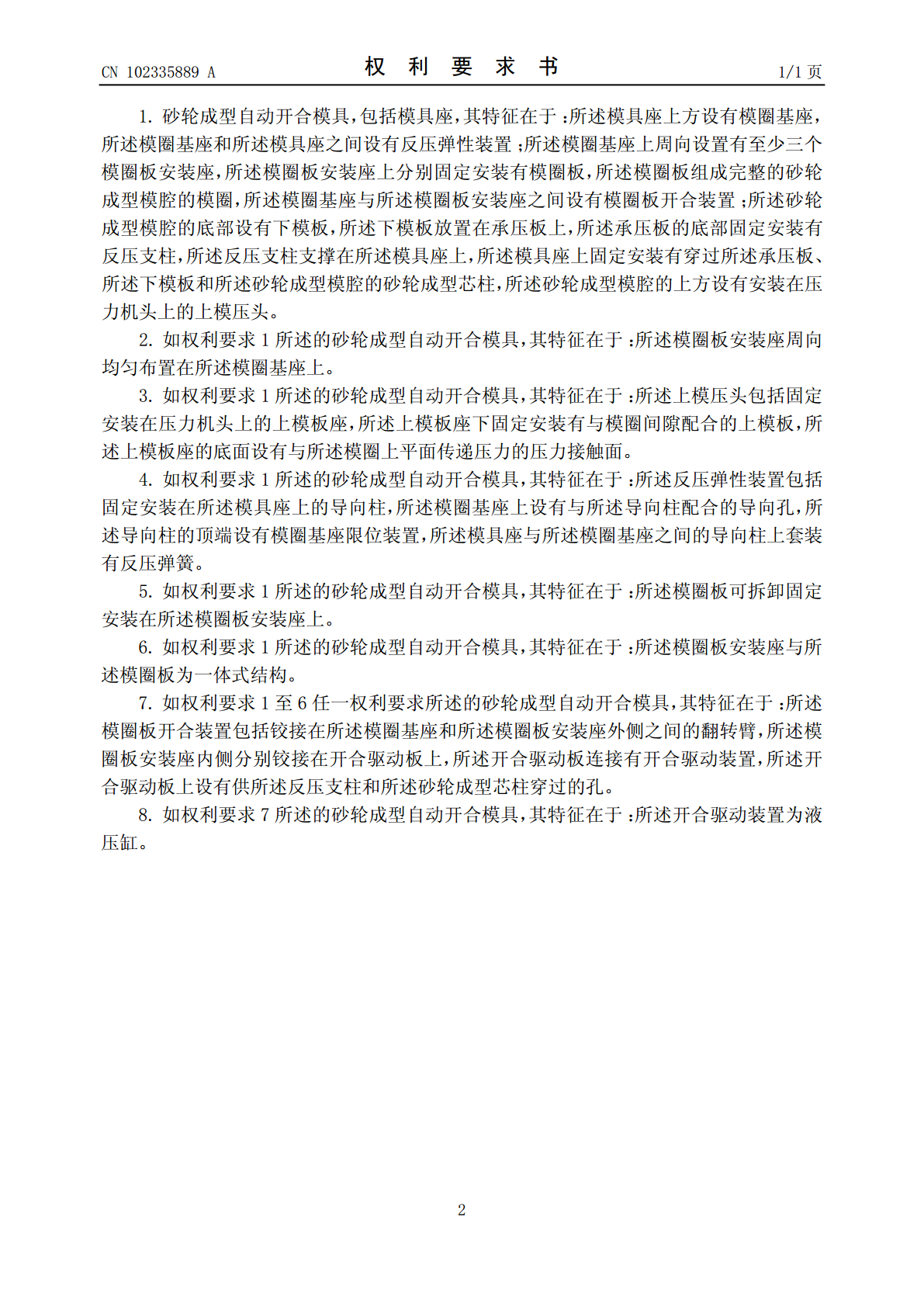
本发明公开了一种砂轮成型自动开合模具,包括模具座,模具座上方设有模圈基座,模圈基座和模具座之间设有反压弹性装置;模圈基座上周向设置有至少三个模圈板安装座,模圈板安装座上分别固定安装有模圈板,模圈板组成完整的砂轮成型模腔的模圈,模圈基座与模圈板安装座之间设有模圈板开合装置;砂轮成型模腔的底部设有下模板,下模板放置在承压板上,承压板的底部固定安装有反压支柱,反压支柱支撑在模具座上,模具座上固定安装有穿过承压板、下模板和砂轮成型模腔的砂轮成型芯柱,砂轮成型模腔的上方设有安装在压力机头上的上模压头;加工完成后模圈
砂轮成型半圆模具.pdf
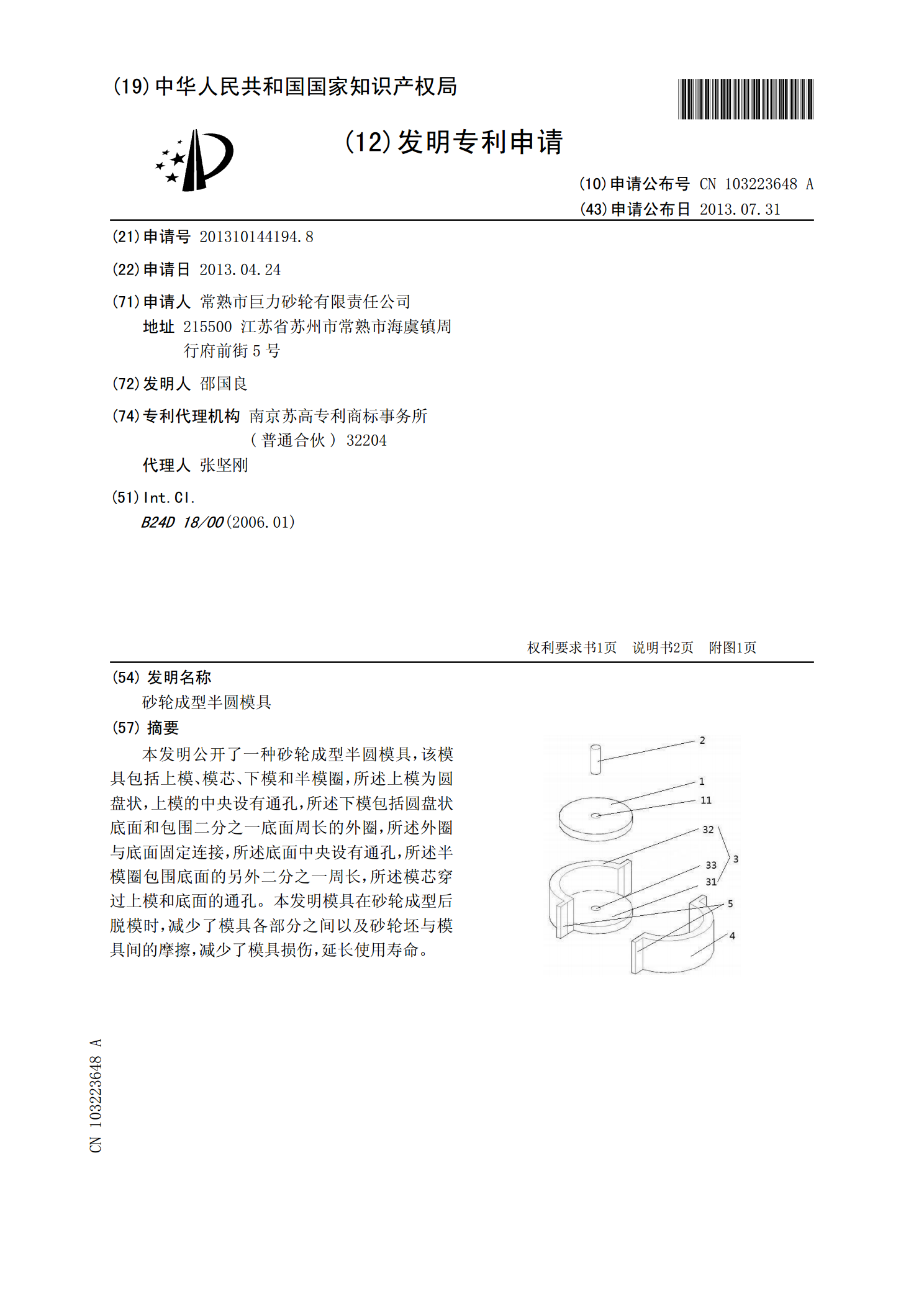
本发明公开了一种砂轮成型半圆模具,该模具包括上模、模芯、下模和半模圈,所述上模为圆盘状,上模的中央设有通孔,所述下模包括圆盘状底面和包围二分之一底面周长的外圈,所述外圈与底面固定连接,所述底面中央设有通孔,所述半模圈包围底面的另外二分之一周长,所述模芯穿过上模和底面的通孔。本发明模具在砂轮成型后脱模时,减少了模具各部分之间以及砂轮坯与模具间的摩擦,减少了模具损伤,延长使用寿命。
塑料成型机的模具盖电动开合结构.pdf
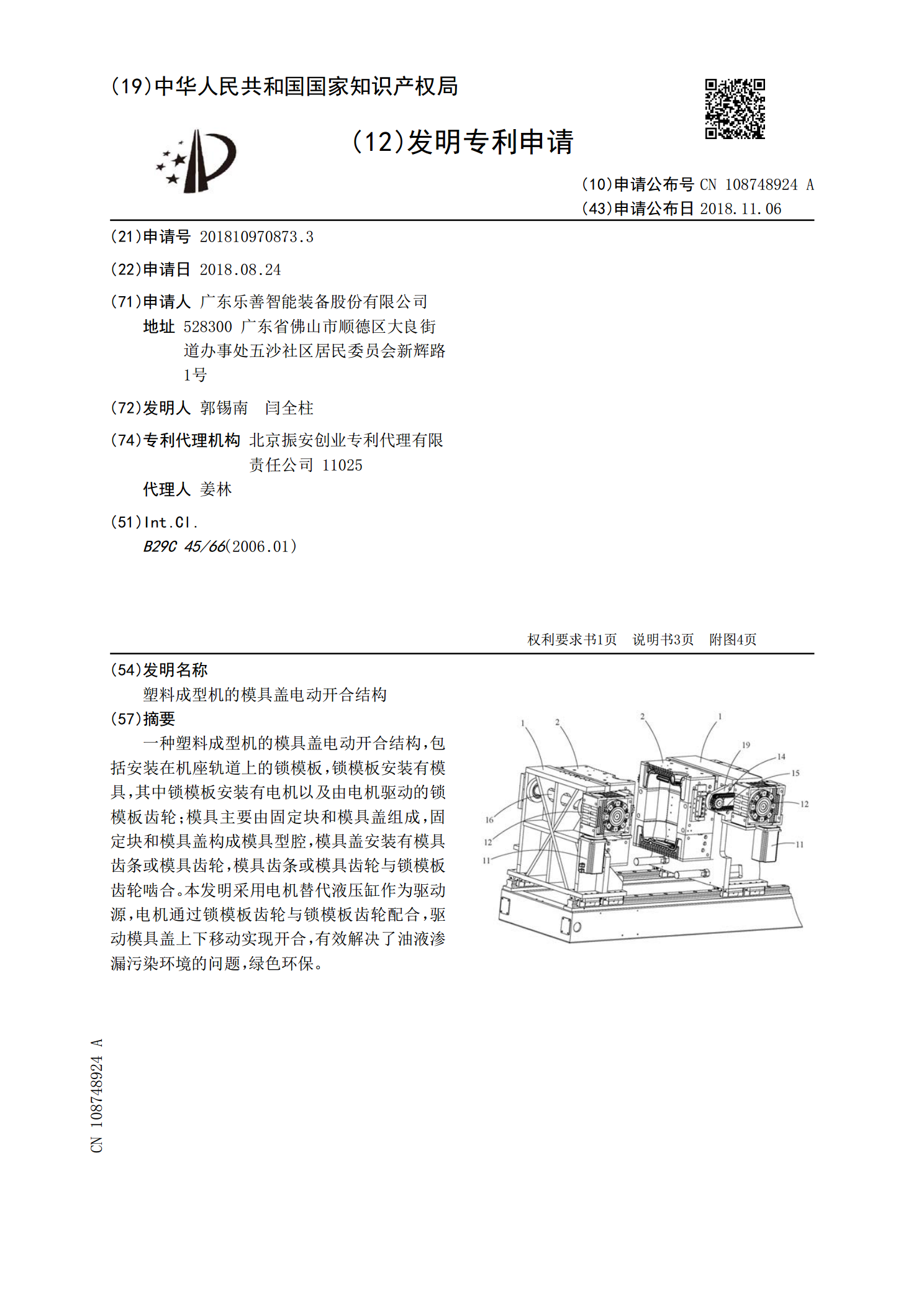
一种塑料成型机的模具盖电动开合结构,包括安装在机座轨道上的锁模板,锁模板安装有模具,其中锁模板安装有电机以及由电机驱动的锁模板齿轮;模具主要由固定块和模具盖组成,固定块和模具盖构成模具型腔,模具盖安装有模具齿条或模具齿轮,模具齿条或模具齿轮与锁模板齿轮啮合。本发明采用电机替代液压缸作为驱动源,电机通过锁模板齿轮与锁模板齿轮配合,驱动模具盖上下移动实现开合,有效解决了油液渗漏污染环境的问题,绿色环保。
超硬砂轮用成型模具.pdf
本发明涉及一种超硬砂轮用成型模具,包括用于沿输送方向移动装配在输送装置上的模座,模座上开设有上下延伸的安装孔,安装孔中可拆插装有用于盛放磨料的模套。在所需生产的砂轮规格发生变化后,通过在模座上更换模套的方式,利用不同规格的模套内径不同的特点,实现对模具规格的改变,从而在不对模具整天更换的情况下,实现生产不同规格的砂轮,因而本发明中模具具有通用性高、更换方便的优点。
一种砂轮成型专用模具.pdf
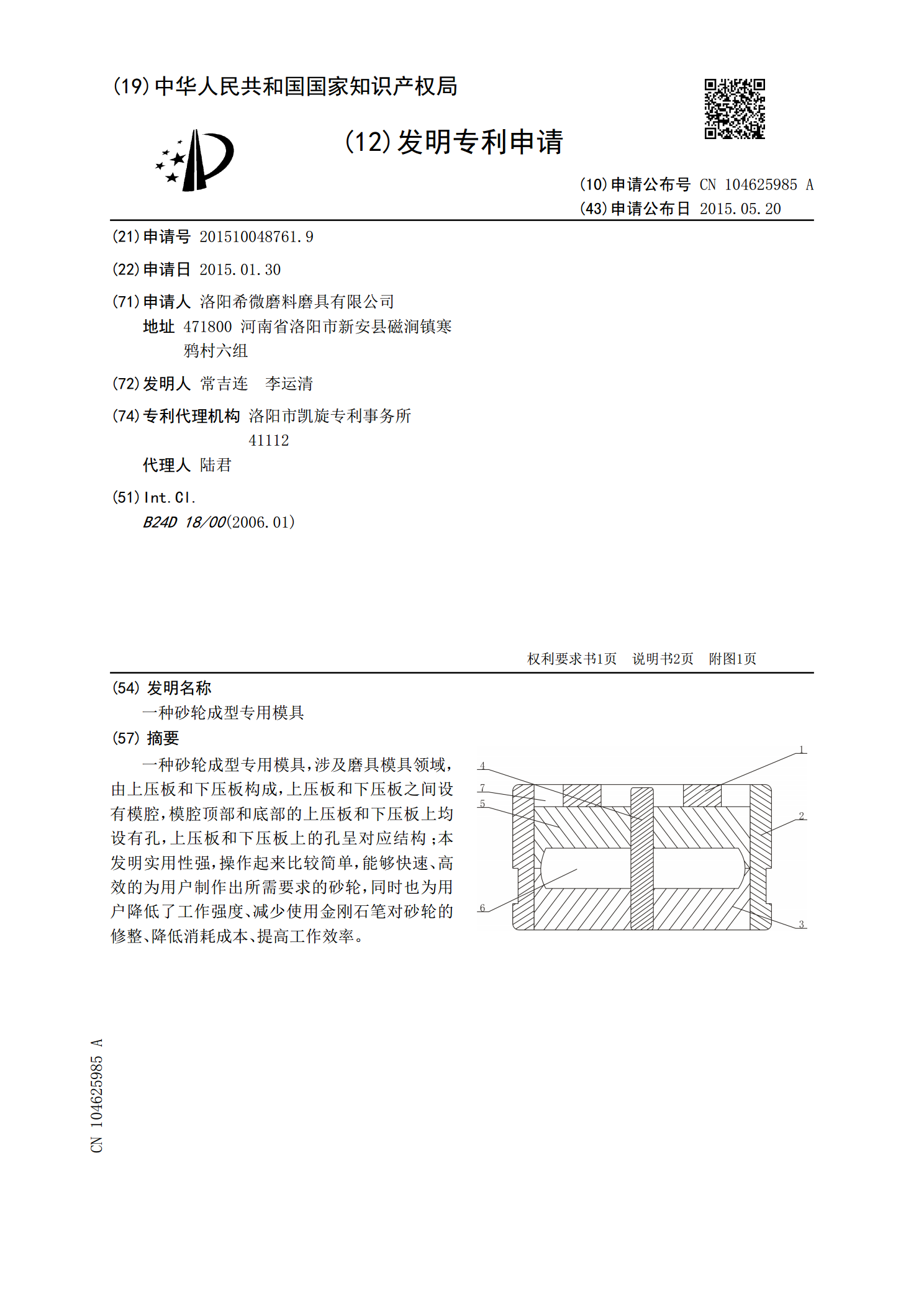
一种砂轮成型专用模具,涉及磨具模具领域,由上压板和下压板构成,上压板和下压板之间设有模腔,模腔顶部和底部的上压板和下压板上均设有孔,上压板和下压板上的孔呈对应结构;本发明实用性强,操作起来比较简单,能够快速、高效的为用户制作出所需要求的砂轮,同时也为用户降低了工作强度、减少使用金刚石笔对砂轮的修整、降低消耗成本、提高工作效率。