
涡轮增压器的轴承装置.pdf

是雁****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

涡轮增压器的轴承装置.pdf
涡轮增压器的轴承装置(9)将旋转轴(7)旋转自如地支承在涡轮机侧台阶部(20)与压气机叶轮(12)之间,旋转轴(7)在一端设有涡轮机叶轮(5),在另一端设有压气机叶轮(12),且在涡轮机叶轮(5)侧形成有大径状的涡轮机侧台阶部(20),涡轮增压器的轴承装置(9)具备:滚珠(23)位于涡轮机叶轮(5)侧的涡轮机侧滚珠轴承(21);在滚珠(24)位于压气机叶轮(12)侧的状态下被定位的压气机叶轮侧滚珠轴承(22);以对涡轮机侧滚珠轴承(21)的内圈(32)向涡轮机叶轮(5)侧的移动进行限制并且使该内圈(32)

涡轮增压器的轴承装置.pdf
在配置于压气机壳体侧的第一浮动衬套轴承和配置于涡轮壳体侧的第二浮动衬套轴承中,以提高涡轮转子的高旋转时的振动稳定性并且减少部件数量而实现加工及组装的容易化为目的,其特征在于,具备涡轮增压器(1)的轴承壳体(13)、贯通该轴承壳体(13)内的转子轴(16)、介装于轴承壳体(13)与转子轴(16)之间并配置于压气机壳体(12)侧且具备第一浮动衬套的第一浮动衬套轴承(17)、以与该第一浮动衬套轴承(17)相同的形状配置于涡轮壳体(11)侧且具备第二浮动衬套(20)的第二浮动衬套轴承(18),使该第一、第二浮动衬

涡轮增压器的轴承装置.pdf
本发明的目的在于,在浮动衬套的内周面,在避开了将该浮动衬套的内外周面连通的供油孔的位置上设置挡接润滑油的流动而产生压力的受压部,从而使浮动衬套在低速旋转区域的早期随着转子轴而连动旋转,降低了低速旋转时的摩擦损失的,提高了涡轮增压器的低速旋转区域的增压压力,其特征在于,具备:轴承箱(13),具有涡轮增压器(1)的轴承部(13d);转子轴(16),贯通该轴承箱(13)的内部;及浮动衬套(19),设于轴承部(13d)与转子轴(16)之间,经由将外周面(19b)和内周面(19c)连通的供油孔(19a)而将润滑油供
轴承装置及废气涡轮增压器.pdf
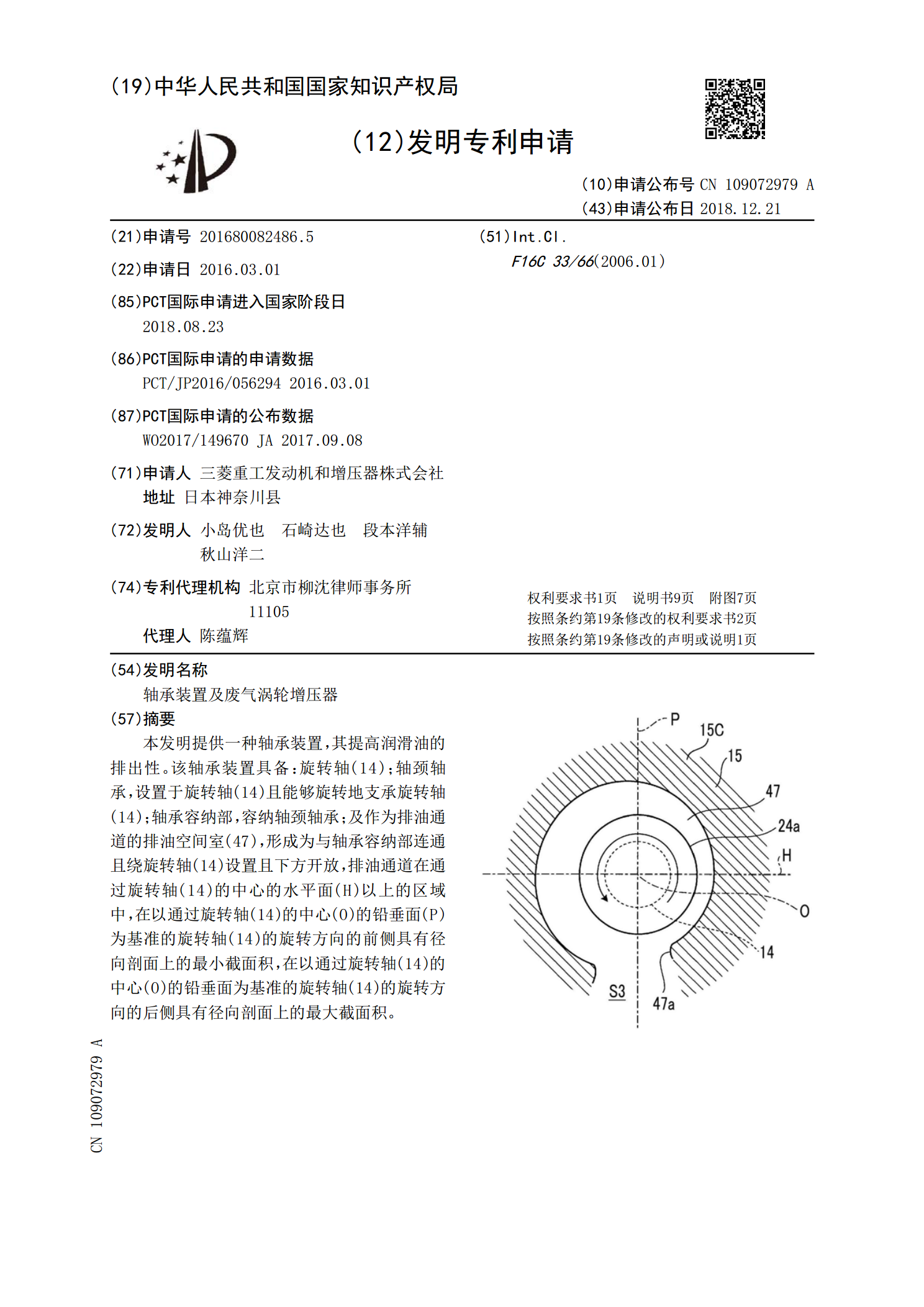
本发明提供一种轴承装置,其提高润滑油的排出性。该轴承装置具备:旋转轴(14);轴颈轴承,设置于旋转轴(14)且能够旋转地支承旋转轴(14);轴承容纳部,容纳轴颈轴承;及作为排油通道的排油空间室(47),形成为与轴承容纳部连通且绕旋转轴(14)设置且下方开放,排油通道在通过旋转轴(14)的中心的水平面(H)以上的区域中,在以通过旋转轴(14)的中心(O)的铅垂面(P)为基准的旋转轴(14)的旋转方向的前侧具有径向剖面上的最小截面积,在以通过旋转轴(14)的中心(O)的铅垂面为基准的旋转轴(14)的旋转方向的
轴承装置及废气涡轮增压器.pdf
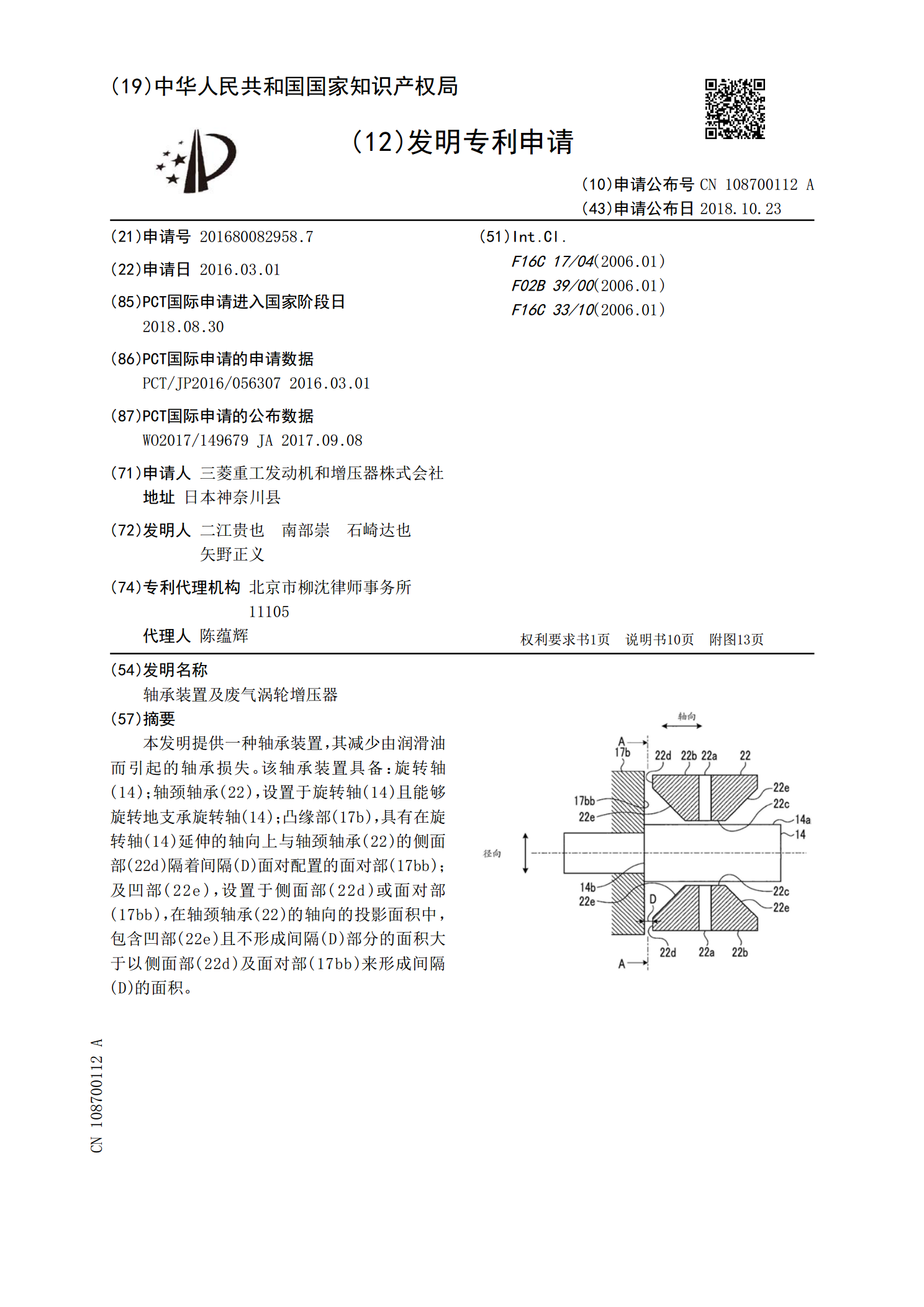
本发明提供一种轴承装置,其减少由润滑油而引起的轴承损失。该轴承装置具备:旋转轴(14);轴颈轴承(22),设置于旋转轴(14)且能够旋转地支承旋转轴(14);凸缘部(17b),具有在旋转轴(14)延伸的轴向上与轴颈轴承(22)的侧面部(22d)隔着间隔(D)面对配置的面对部(17bb);及凹部(22e),设置于侧面部(22d)或面对部(17bb),在轴颈轴承(22)的轴向的投影面积中,包含凹部(22e)且不形成间隔(D)部分的面积大于以侧面部(22d)及面对部(17bb)来形成间隔(D)的面积。