
用于制造密封垫元件的方法.pdf

小寄****淑k


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于制造密封垫元件的方法.pdf
本发明涉及一种用于制造环形构成的金属的密封垫元件的方法,其中使至少两个可预定厚度、长度和宽度的金属薄板条或薄片条以一种定制坯件或拼缝物方式相互处于有效连接,紧接着将这种复合物卷绕成一个管,其中使管形的多层复合物的相互面对的端部区域相互材料锁合、力锁合或形锁合或者其组合地连接,特别是通过热作用,如通过熔焊或钎焊,并且或是将所述管分成一些单个的随后通过机械造型成型成相应的密封垫元件的环形元件,或是使整个管成型并且将这样具有成型轮廓的管分成一些单个的构成密封元件的环形元件。

用于制造金属的密封垫元件的方法.pdf
本发明涉及一种用于制造用于平面密封垫(45)的金属的密封和阻塞元件的方法,其中将至少一个金属的薄板状或薄片状构成的基体(1、5、7、11、14、16、19、25、26、27)卷绕或滚轧成一个构成一个半成品的管(2、6、8、13、15、18、23、28、35、38),使所述管的相互对置的端部区域(3、4、9、10、17、18)或部分或整个接触面相互通过材料锁合、力锁合或形锁合的连接技术或者其组合处于有效连接,对所述管或由其产生的管段至少局部地进行轮廓成型并且在所述管或管段的轮廓成型的区域内分离出至少一个环形
链元件以及用于制造链元件的方法.pdf
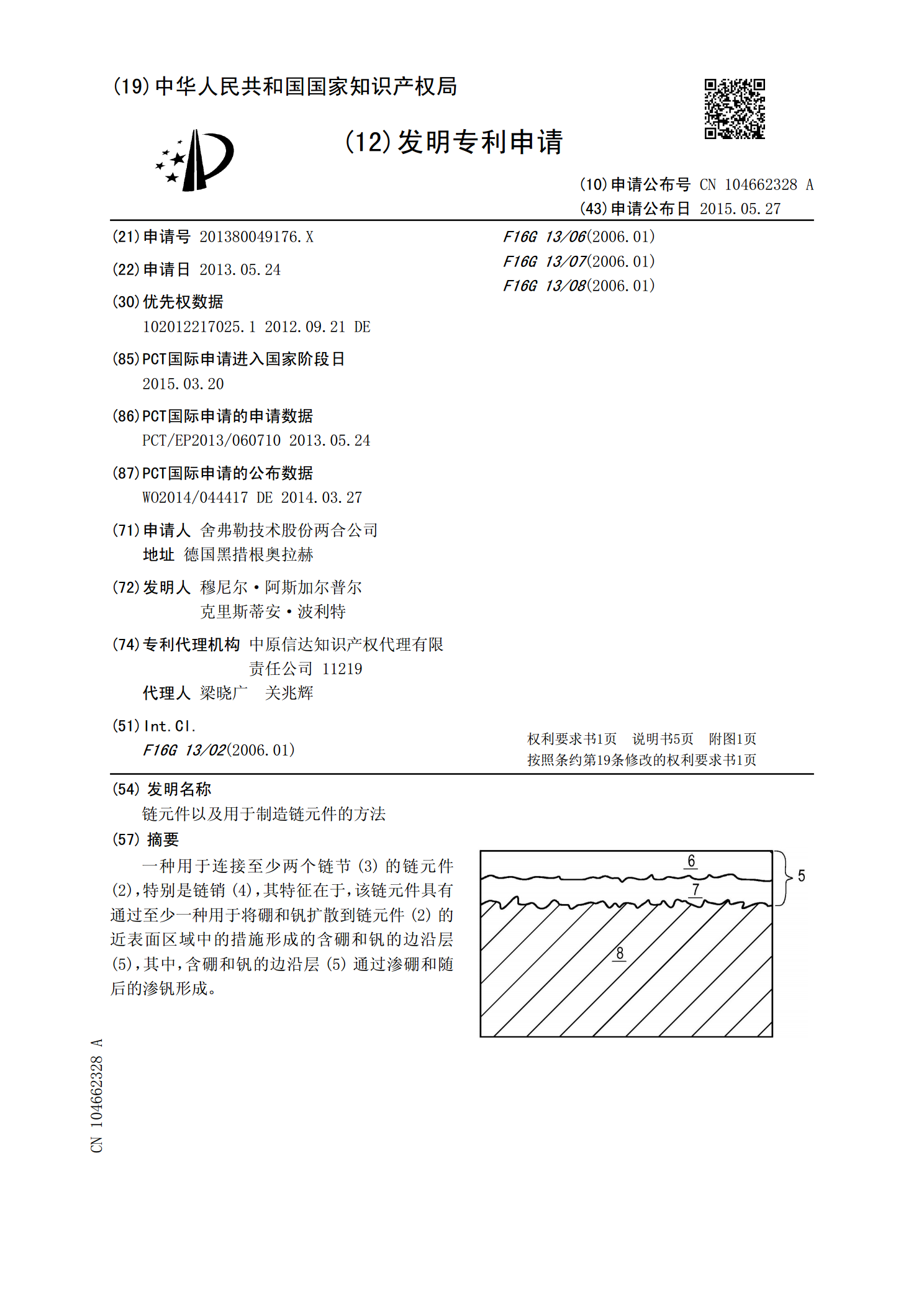
一种用于连接至少两个链节(3)的链元件(2),特别是链销(4),其特征在于,该链元件具有通过至少一种用于将硼和钒扩散到链元件(2)的近表面区域中的措施形成的含硼和钒的边沿层(5),其中,含硼和钒的边沿层(5)通过渗硼和随后的渗钒形成。

用于制造中空体元件的方法.pdf
本发明涉及一种用于制造诸如螺母元件的中空体元件(200)的方法,该中空体元件(200)用于通常由钢制成的部件(280),所述方法特别用于制造具有大致呈方形或矩形外轮廓(202)的中空体元件。所述方法包括:使用包含多个工作站的接续组合工具(10),先在轮廓中冲压出孔(204),然后在形式为轮廓条(1)或卷形体的轮廓中切制出独立元件,可选地随后形成柱形螺纹(206)。本发明的特征在于,在工作站中执行穿孔加工或者冲孔加工。本发明还涉及中空体元件(200)、部件、接续组合工具(10)和滚压磨机(600,602)。

用于制造全息光学元件的方法.pdf
本发明涉及一种用于制造全息光学元件的方法,该方法通过以下步骤实现:提供记录堆栈,该记录堆栈包括在至少一个支承元件上层压的至少一个记录元件;在照射步骤中采用至少一个记录光束对所述记录堆栈的至少一部分进行照射,其中,在所述照射步骤期间,所述记录堆栈弯曲;提供针对所述记录堆栈的弯曲偏差阈值;以及调节至少一个第一处理参数,使得所述记录堆栈的期望最大弯曲偏差不超过所述弯曲偏差阈值,其中,所述至少一个第一处理参数在所述照射步骤期间影响所述记录堆栈的弯曲性能。