
商用车变速箱三速齿轮感应淬火工艺.pdf

萌运****魔王


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

商用车变速箱三速齿轮感应淬火工艺.pdf
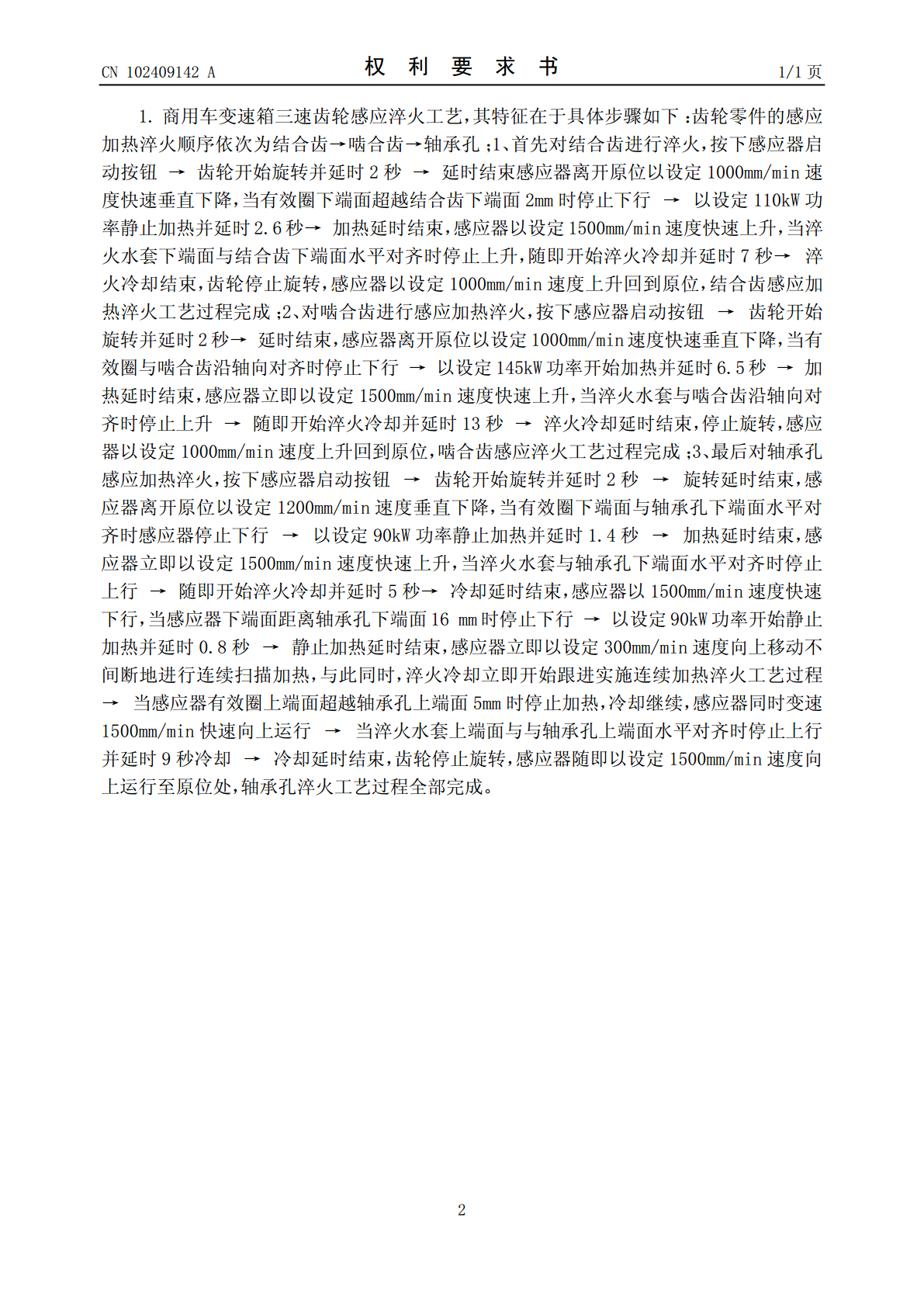
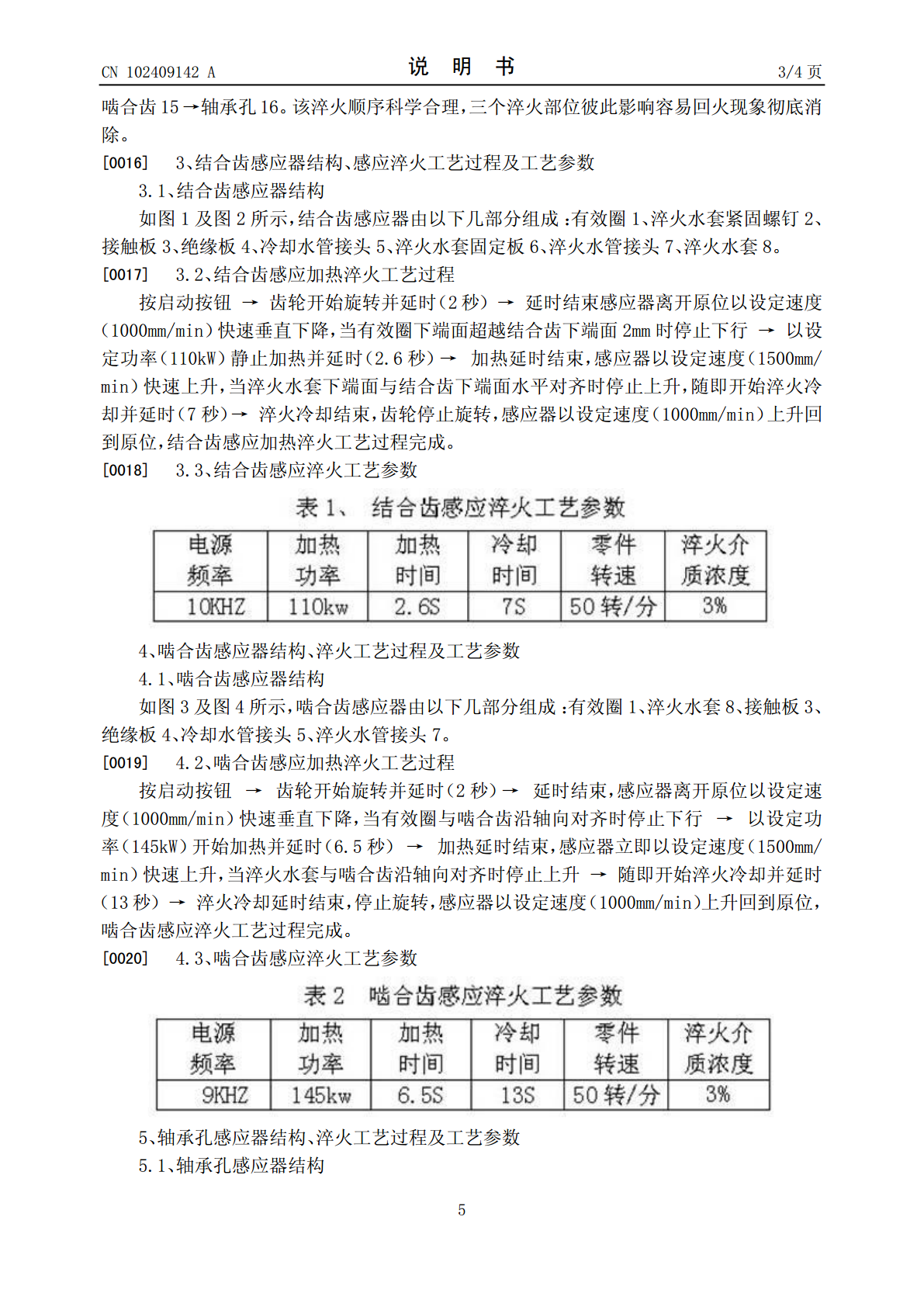
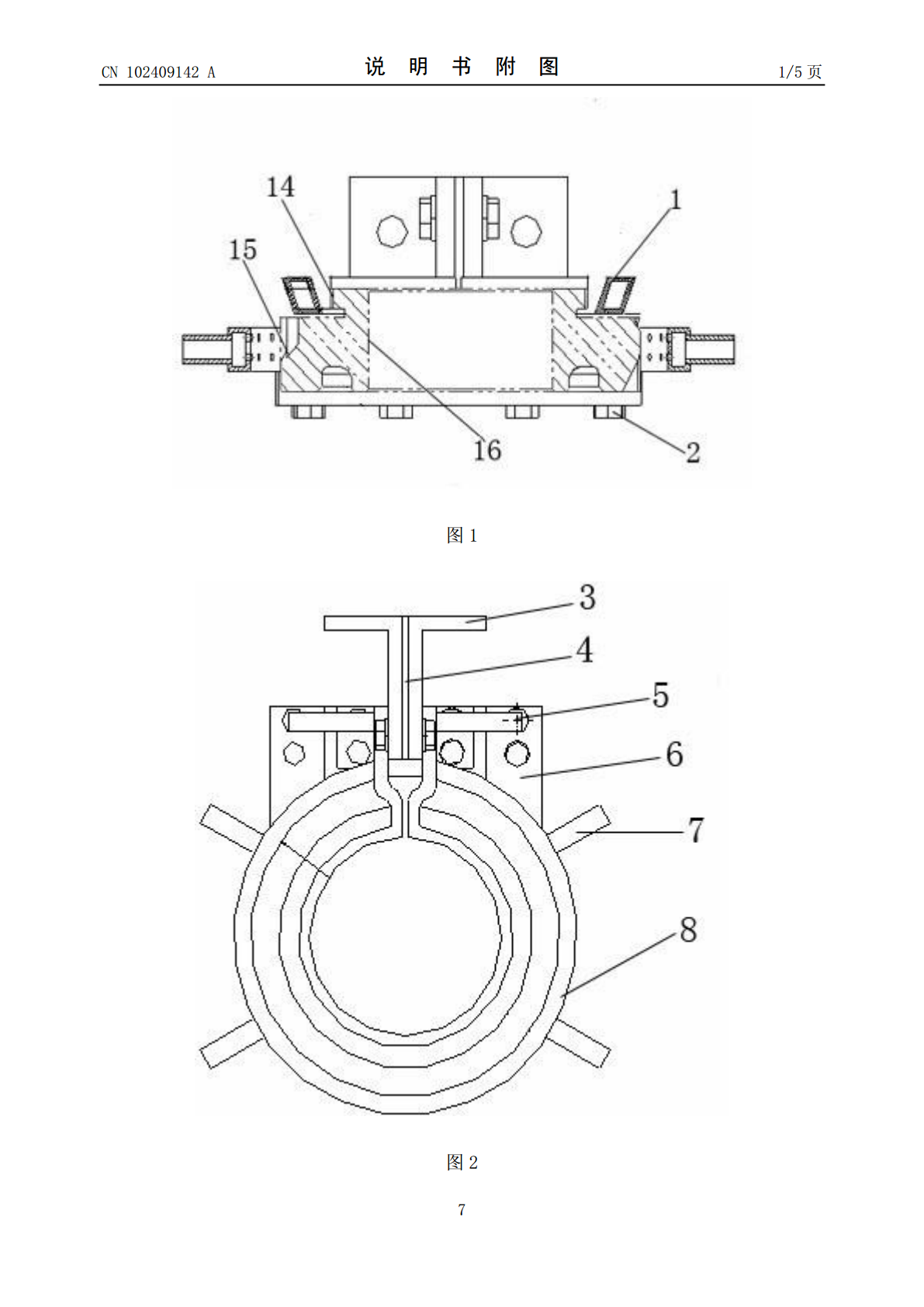
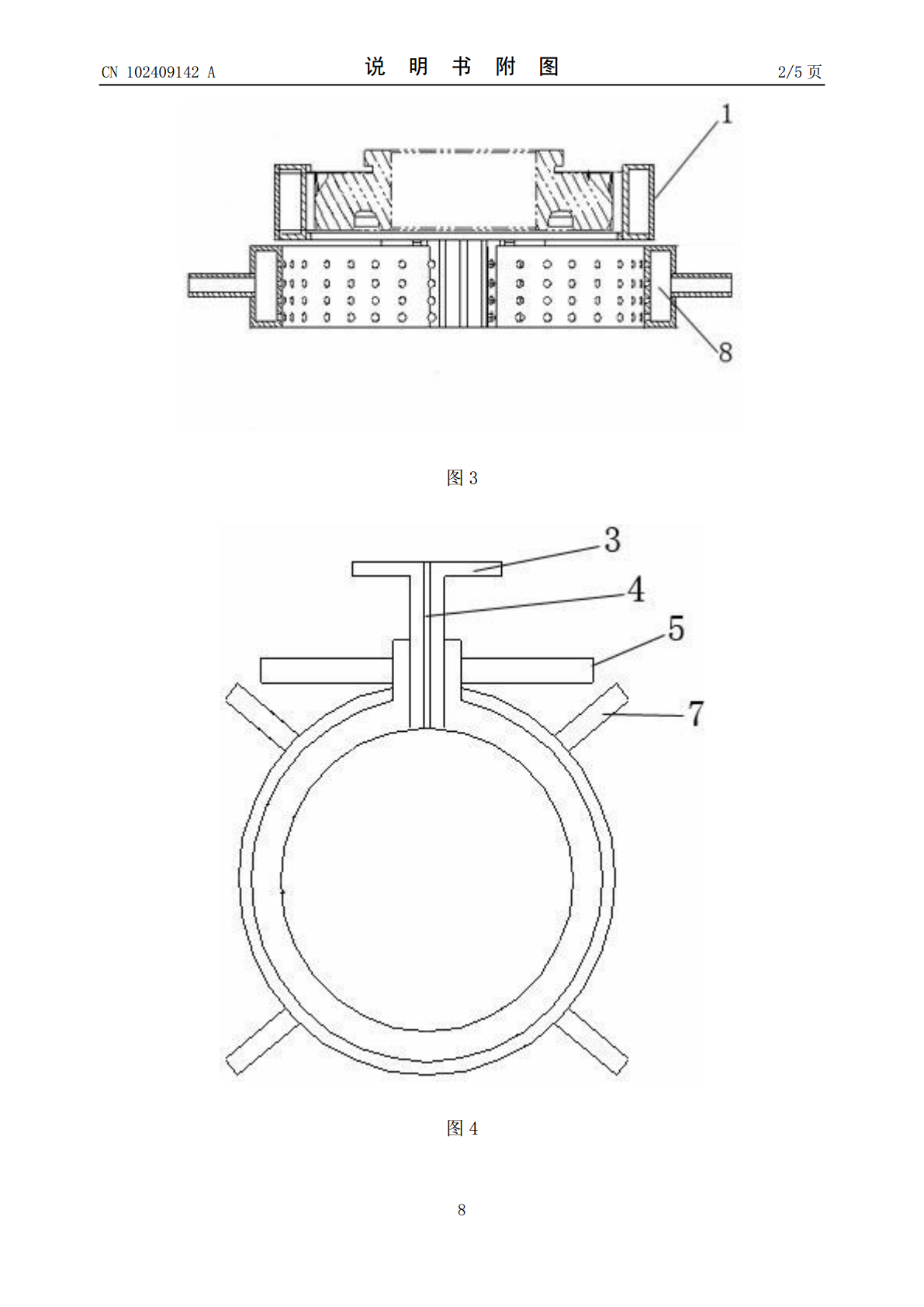
本发明涉及一种商用车变速箱三速齿轮感应淬火工艺,其特征在于具体步骤如下:齿轮零件的感应加热淬火顺序依次为结合齿→啮合齿→轴承孔。其能够满足齿轮材料选择及感应淬火技术要求设计;使啮合齿、结合齿和轴承孔三个淬火部位的工艺流程合理,避免彼此回火现象发生;并且啮合齿齿根硬化层应大于1mm,保证齿根弯曲强度;结合齿感应器结构设计合理,保证齿宽方向硬化层分布均匀;轴承孔采用分段连续加热淬火方式,消除轴承孔油孔裂纹倾向性;单件齿轮材料及热处理综合费用节约率为20%以上;生产率提高15%以上。
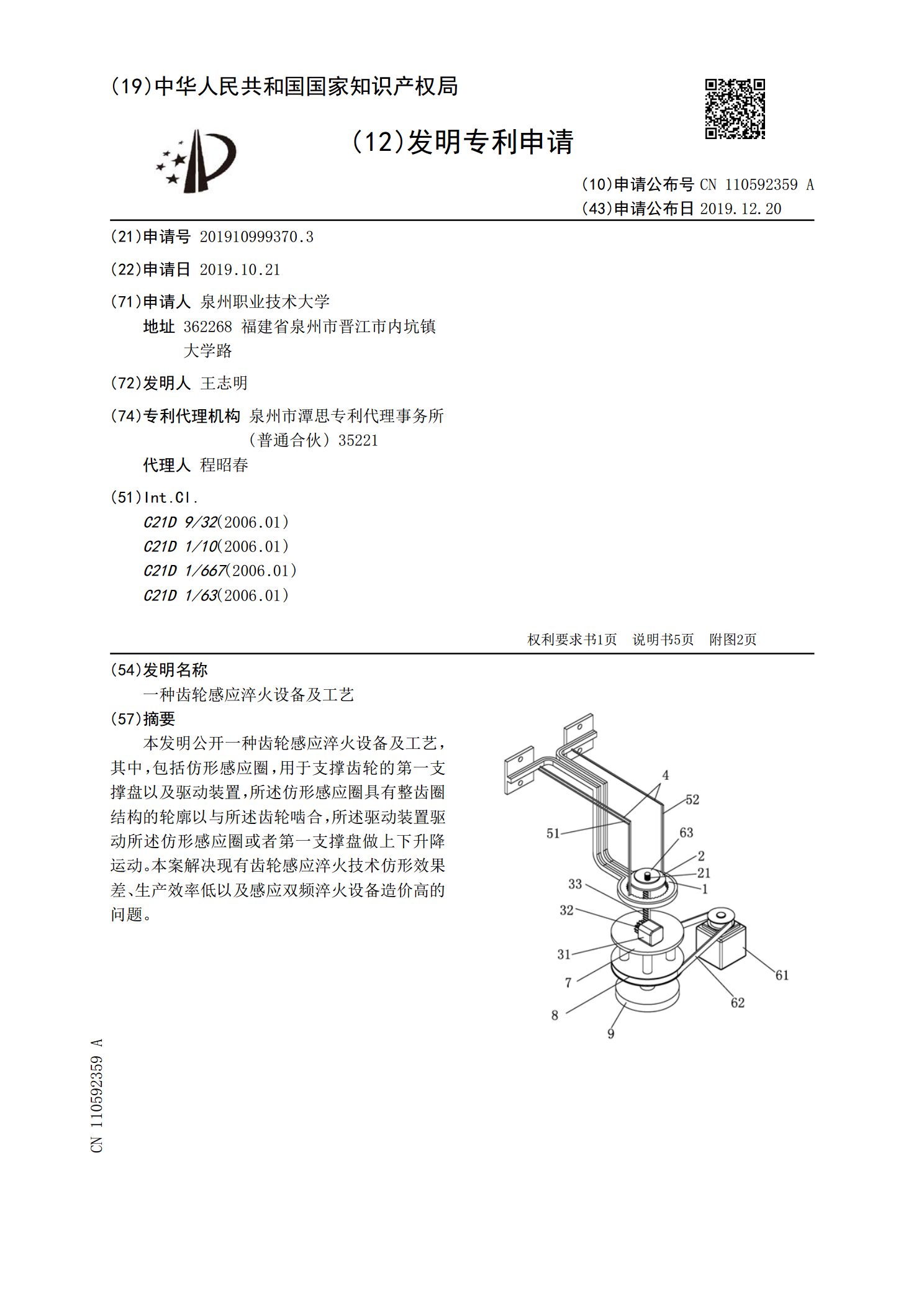
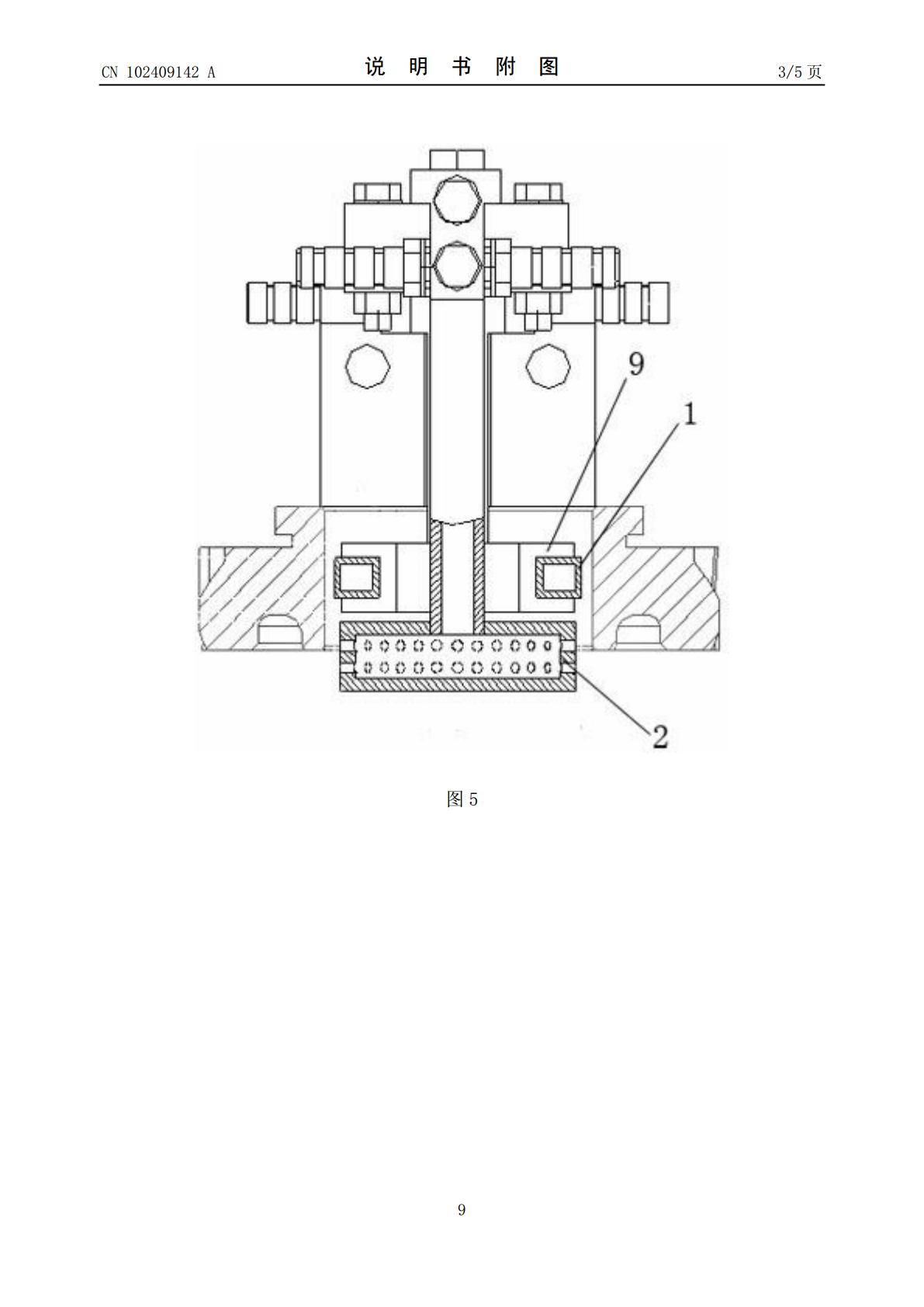
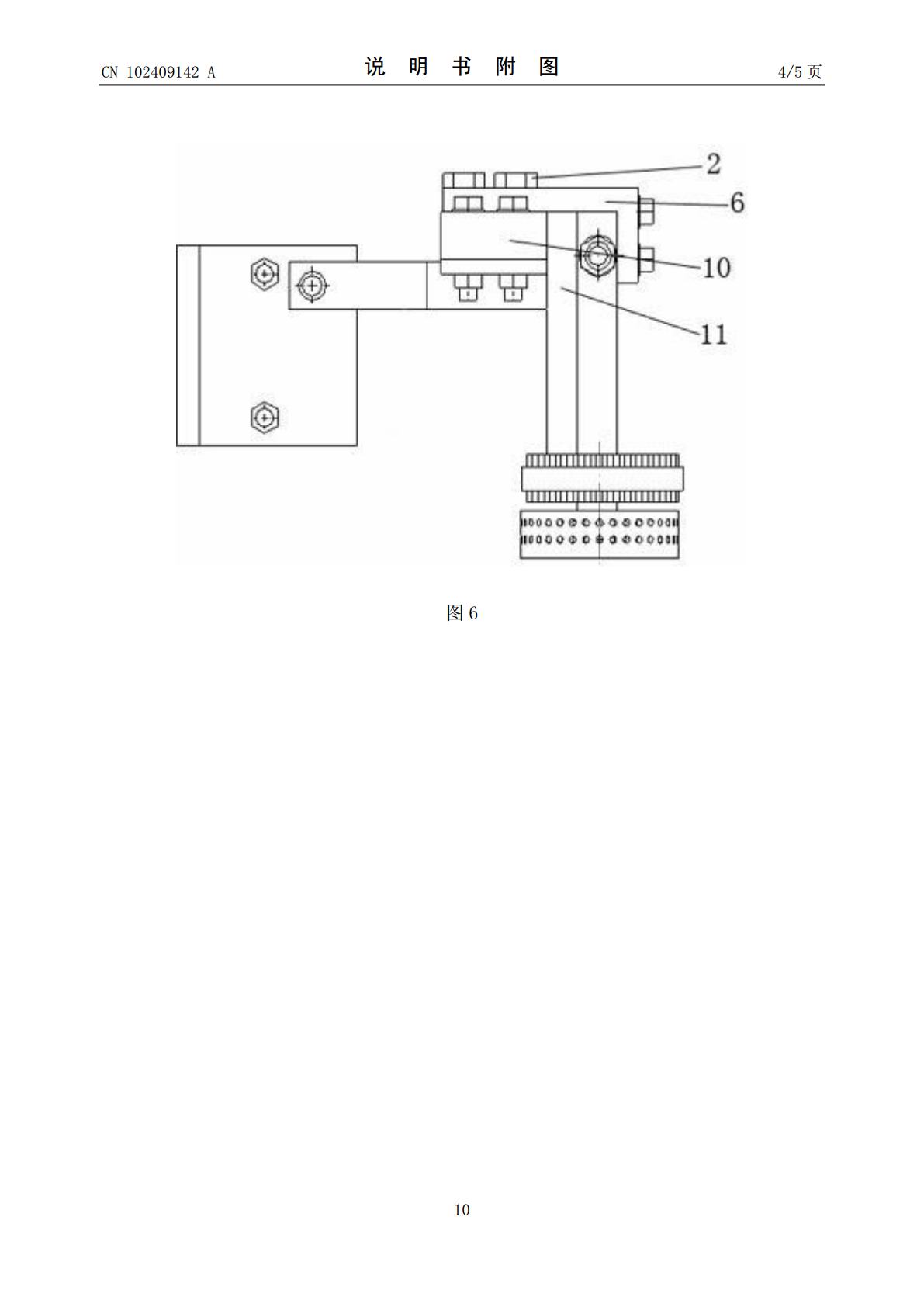
一种齿轮感应淬火设备及工艺.pdf
本发明公开一种齿轮感应淬火设备及工艺,其中,包括仿形感应圈,用于支撑齿轮的第一支撑盘以及驱动装置,所述仿形感应圈具有整齿圈结构的轮廓以与所述齿轮啮合,所述驱动装置驱动所述仿形感应圈或者第一支撑盘做上下升降运动。本案解决现有齿轮感应淬火技术仿形效果差、生产效率低以及感应双频淬火设备造价高的问题。
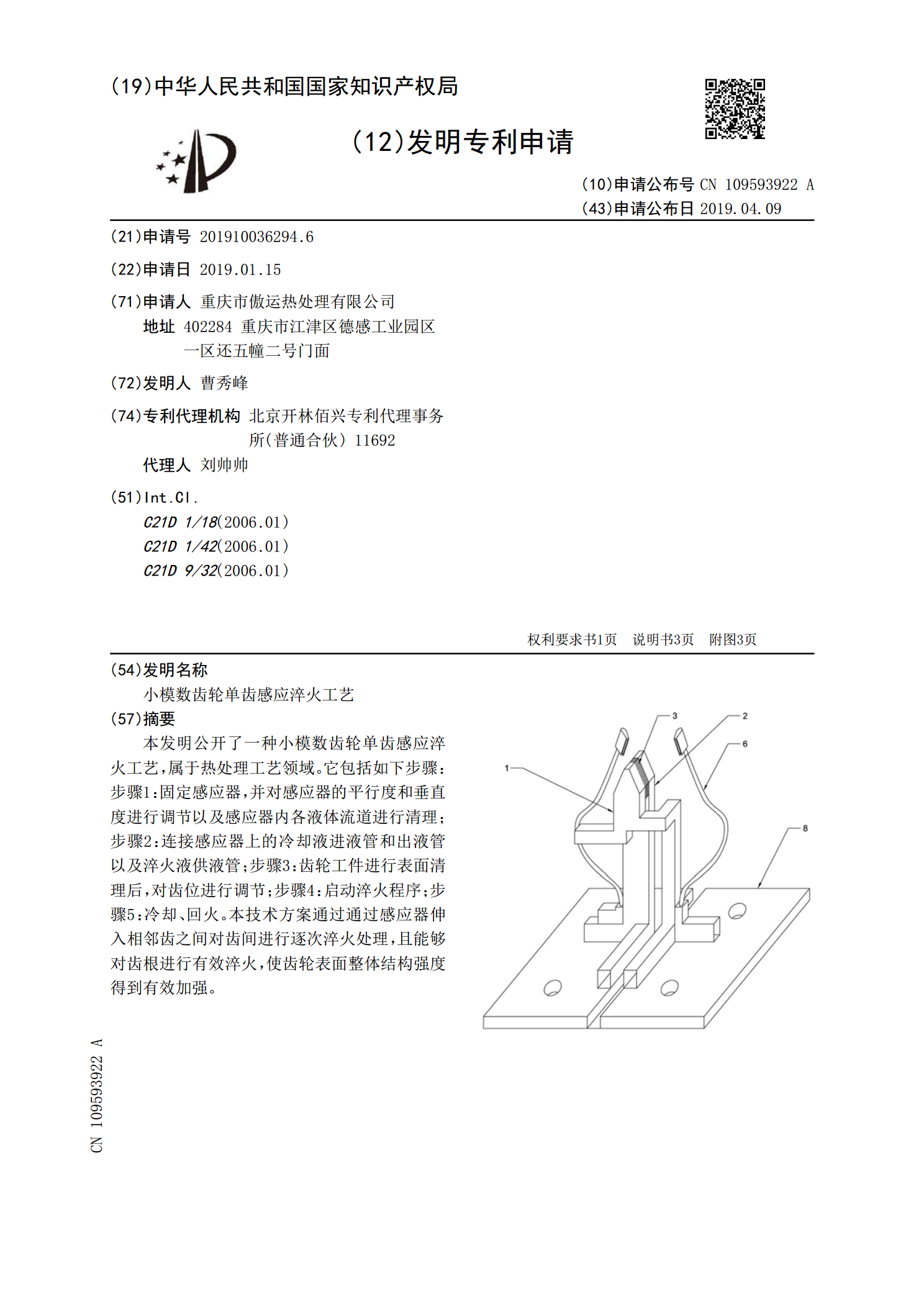
小模数齿轮单齿感应淬火工艺.pdf
本发明公开了一种小模数齿轮单齿感应淬火工艺,属于热处理工艺领域。它包括如下步骤:步骤1:固定感应器,并对感应器的平行度和垂直度进行调节以及感应器内各液体流道进行清理;步骤2:连接感应器上的冷却液进液管和出液管以及淬火液供液管;步骤3:齿轮工件进行表面清理后,对齿位进行调节;步骤4:启动淬火程序;步骤5:冷却、回火。本技术方案通过通过感应器伸入相邻齿之间对齿间进行逐次淬火处理,且能够对齿根进行有效淬火,使齿轮表面整体结构强度得到有效加强。
大直径小模数齿轮感应淬火工艺研究.pdf
大直径小模数齿轮感应淬火工艺研究。太朦重型机器厂高炳章I提要1本文介龆7对大直径小模数齿轮采用一次感应加热淬戈工艺的优越性。着重计论7一次感应加热淬.上法工艺参数的选择和计算方法,感应嚣的设计以及加热冷却的方法,并时一次加热淬火后齿轮的应力分布进行了分析。与用其他加热淬火工艺处理相比较,采用一次感应加热津戈方法,是提高和稳定齿轮和齿轮轴的质量、提高生产率、降低成禾的最经济,最育效的手段。热淬火的方法,而且还有所发展。日本把齿一、对齿轮套暖感应淬火方法轮套圈一次加热淬火称为全齿一发法淬的重新认识火。在日本,

齿轮双频感应淬火技术.docx
齿轮双频感应淬火技术齿轮双频感应淬火技术摘要:齿轮作为机械传动装置中重要的组成部分,在工业生产中发挥着重要作用。为了提高齿轮的强度和耐磨性,淬火技术成为一种常用方法。然而,传统淬火工艺存在着能耗高、生产效率低、工件变形大等问题。为了解决这些问题,齿轮双频感应淬火技术应运而生。本文将详细介绍齿轮双频感应淬火技术的原理、特点以及在工业应用中的优势,并展望其在未来的发展前景。关键词:齿轮、淬火、感应淬火、双频技术一、引言齿轮是一种常用的机械传动元件,广泛应用于机床、汽车、航空航天等领域。为了提高齿轮的强度和耐磨