
一种齿轮感应淬火设备及工艺.pdf

盼易****君a


1/9
2/9
3/9
4/9

5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮感应淬火设备及工艺.pdf
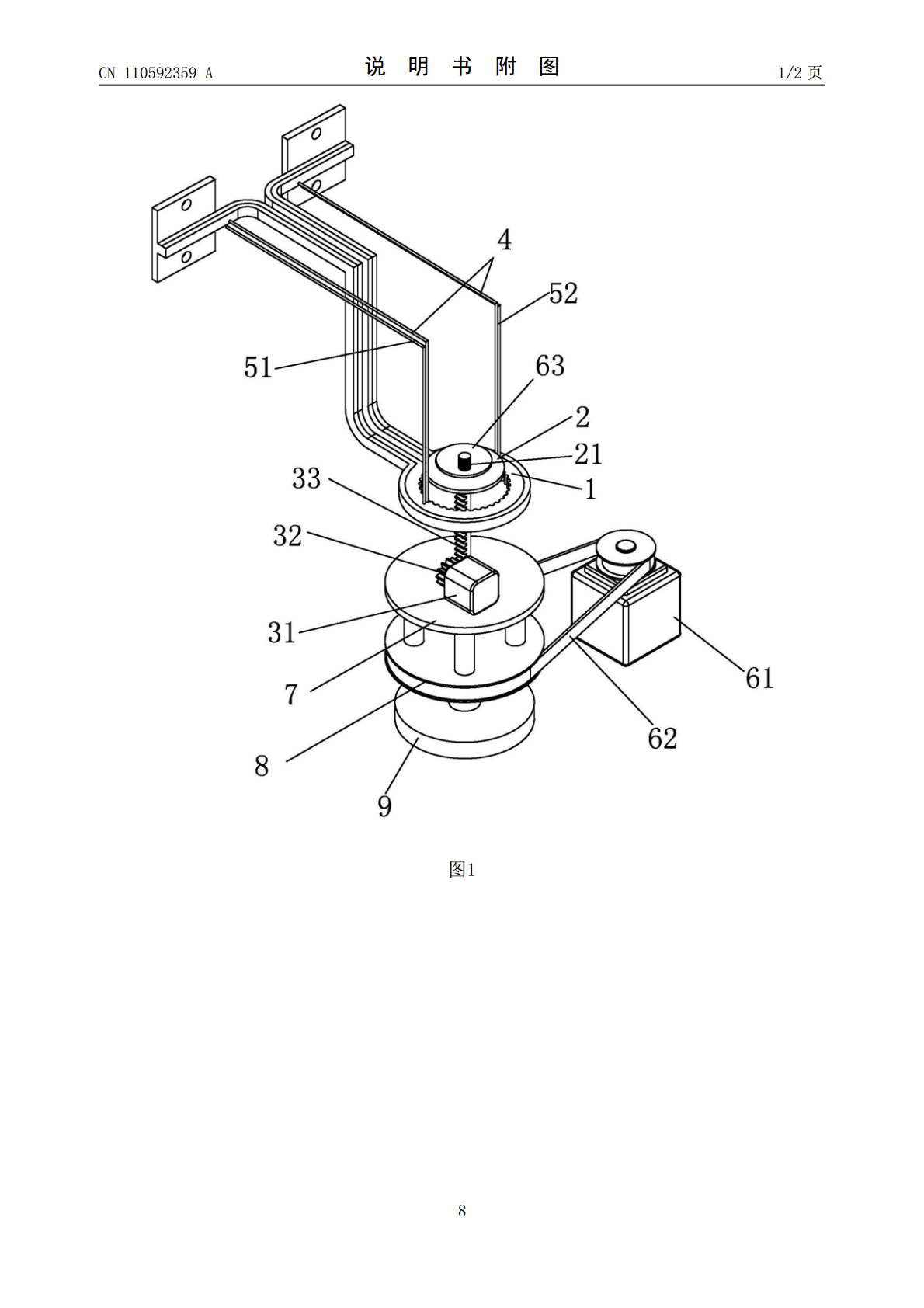
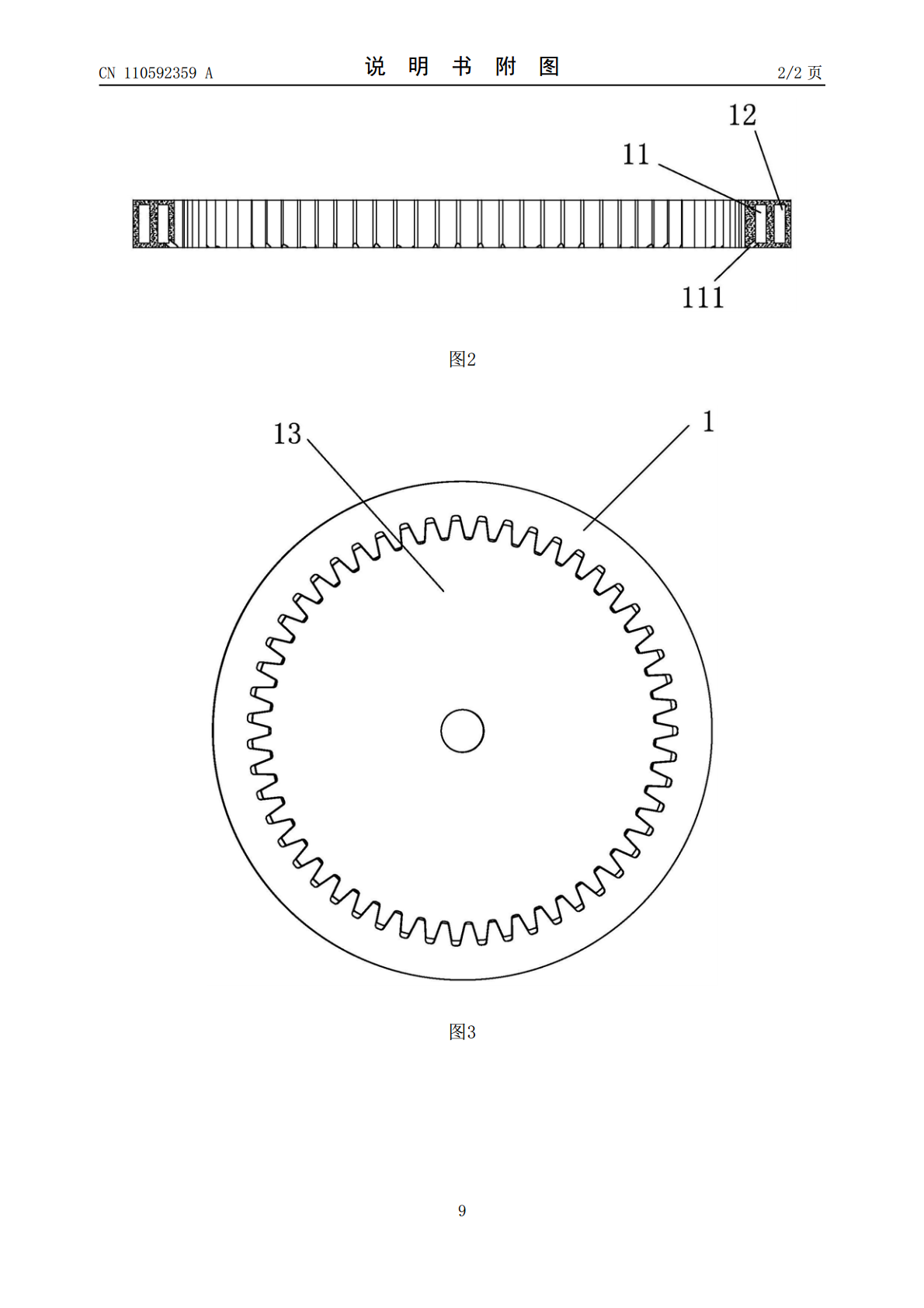
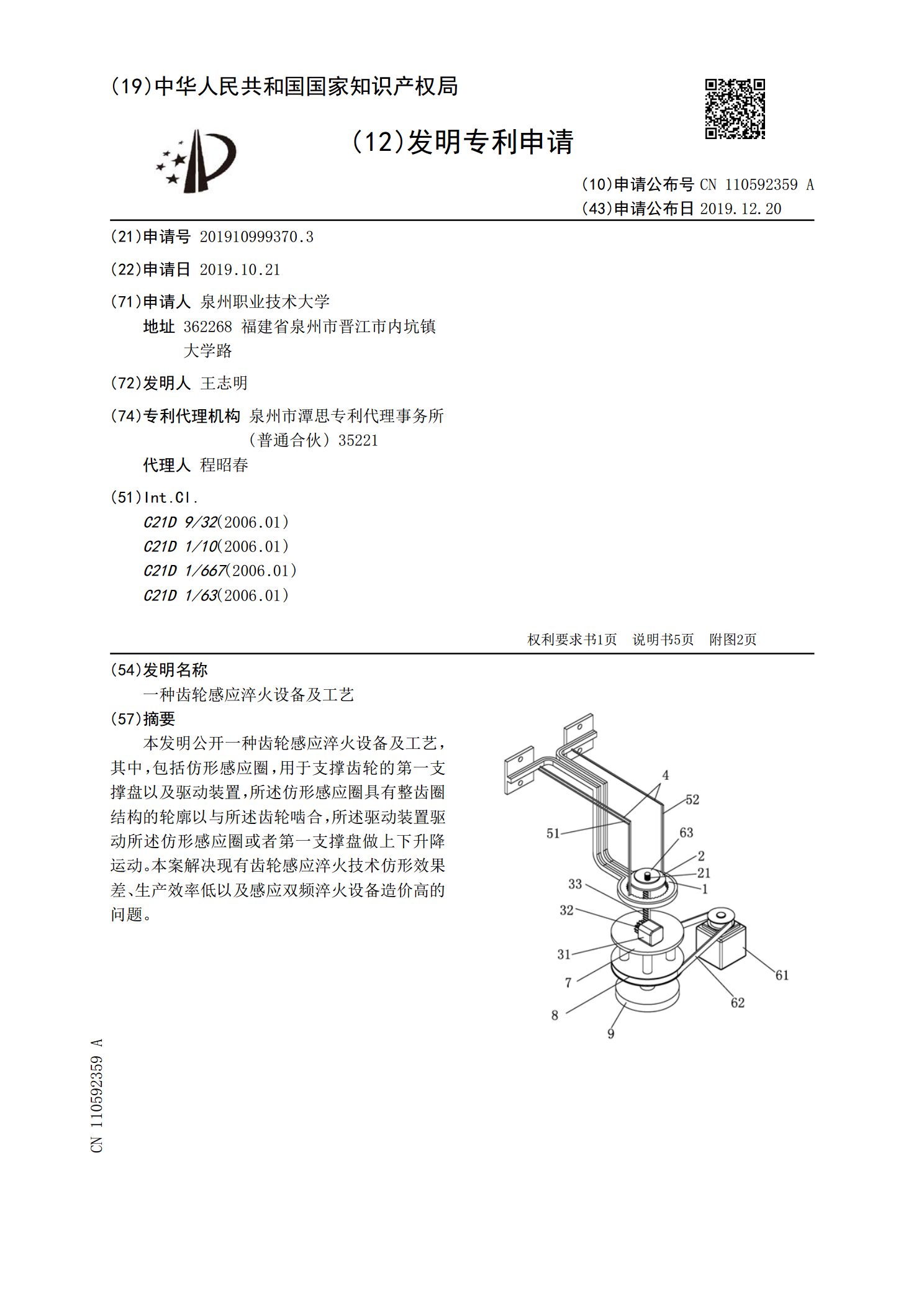
本发明公开一种齿轮感应淬火设备及工艺,其中,包括仿形感应圈,用于支撑齿轮的第一支撑盘以及驱动装置,所述仿形感应圈具有整齿圈结构的轮廓以与所述齿轮啮合,所述驱动装置驱动所述仿形感应圈或者第一支撑盘做上下升降运动。本案解决现有齿轮感应淬火技术仿形效果差、生产效率低以及感应双频淬火设备造价高的问题。
小模数齿轮单齿感应淬火工艺.pdf
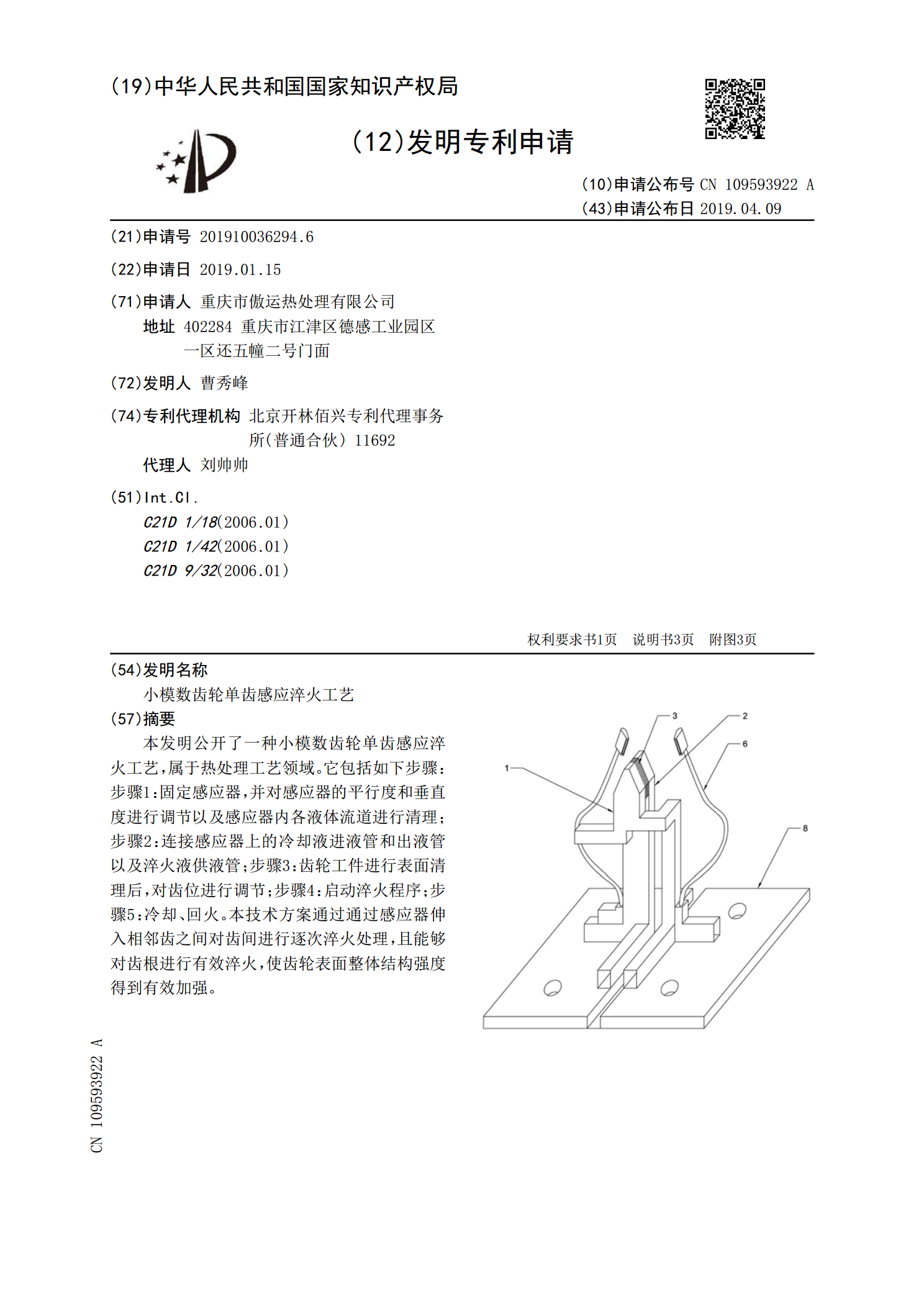
本发明公开了一种小模数齿轮单齿感应淬火工艺,属于热处理工艺领域。它包括如下步骤:步骤1:固定感应器,并对感应器的平行度和垂直度进行调节以及感应器内各液体流道进行清理;步骤2:连接感应器上的冷却液进液管和出液管以及淬火液供液管;步骤3:齿轮工件进行表面清理后,对齿位进行调节;步骤4:启动淬火程序;步骤5:冷却、回火。本技术方案通过通过感应器伸入相邻齿之间对齿间进行逐次淬火处理,且能够对齿根进行有效淬火,使齿轮表面整体结构强度得到有效加强。
大直径小模数齿轮感应淬火工艺研究.pdf
大直径小模数齿轮感应淬火工艺研究。太朦重型机器厂高炳章I提要1本文介龆7对大直径小模数齿轮采用一次感应加热淬戈工艺的优越性。着重计论7一次感应加热淬.上法工艺参数的选择和计算方法,感应嚣的设计以及加热冷却的方法,并时一次加热淬火后齿轮的应力分布进行了分析。与用其他加热淬火工艺处理相比较,采用一次感应加热津戈方法,是提高和稳定齿轮和齿轮轴的质量、提高生产率、降低成禾的最经济,最育效的手段。热淬火的方法,而且还有所发展。日本把齿一、对齿轮套暖感应淬火方法轮套圈一次加热淬火称为全齿一发法淬的重新认识火。在日本,

曲轴感应淬火工艺及设备.docx
曲轴感应淬火工艺及设备论文题目:曲轴感应淬火工艺及设备摘要:曲轴是内燃机等机械设备中起到转动和传输动力的关键部件之一。为了提高曲轴的硬度和耐磨性,提高其使用寿命和工作效率,曲轴淬火工艺逐渐被广泛采用。这篇论文主要介绍曲轴感应淬火工艺及相关设备的原理、工艺参数以及在实际应用中的一些问题和改善措施。一、引言曲轴是发动机、压缩机等内燃机械设备中的重要部件,它的质量和工艺水平直接影响到机器的性能和可靠性。随着现代工业的发展,对曲轴的要求越来越高,如提高工作效率、降低油耗、减少摩擦和磨损等。而曲轴淬火工艺对于满足这
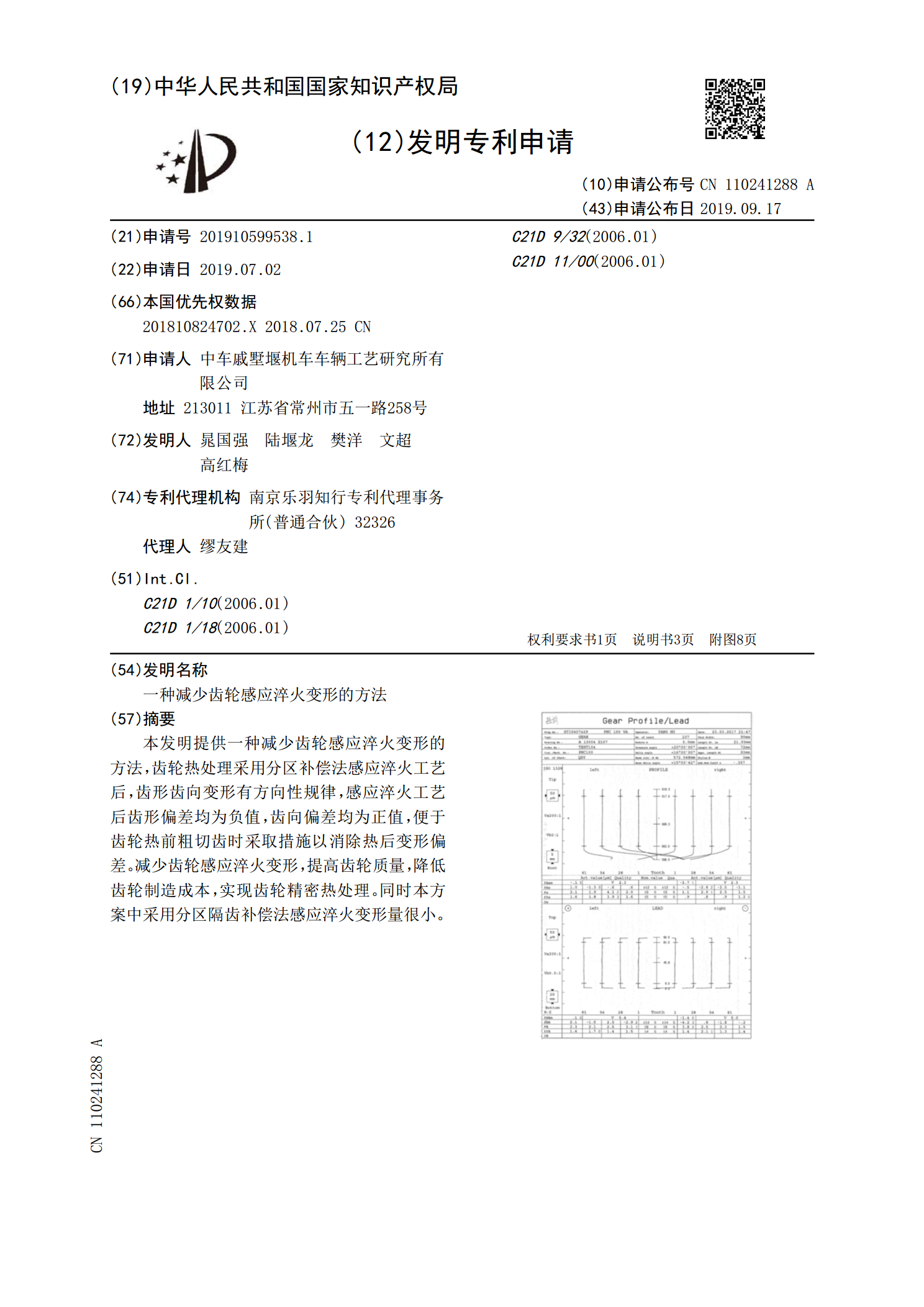
一种减少齿轮感应淬火变形的方法.pdf
本发明提供一种减少齿轮感应淬火变形的方法,齿轮热处理采用分区补偿法感应淬火工艺后,齿形齿向变形有方向性规律,感应淬火工艺后齿形偏差均为负值,齿向偏差均为正值,便于齿轮热前粗切齿时采取措施以消除热后变形偏差。减少齿轮感应淬火变形,提高齿轮质量,降低齿轮制造成本,实现齿轮精密热处理。同时本方案中采用分区隔齿补偿法感应淬火变形量很小。