
缝焊翘曲防止方法及装置.pdf

骊英****bb


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

缝焊翘曲防止方法及装置.pdf
本发明提供一种能够在工件彼此的材质或厚度不同而热收缩量有偏差的情况下,防止因焊接后的冷却收缩而发生的翘曲的缝焊翘曲防止方法及缝焊翘曲防止装置。在将热收缩量在通电方向上不均匀的多个工件(W1、W2)夹入一对滚轮电极(23、33)之间在通电的同时进行焊接的缝焊翘曲防止方法中,以使一对滚轮电极(23、33)中,与热收缩量大的工件(W2)抵接的滚轮电极(33)比与热收缩量小的工件(W1)抵接的滚轮电极(23)向行进方向前方偏置的状态进行焊接。
改善铜带材翘曲的装置及改善铜带材翘曲的方法.pdf
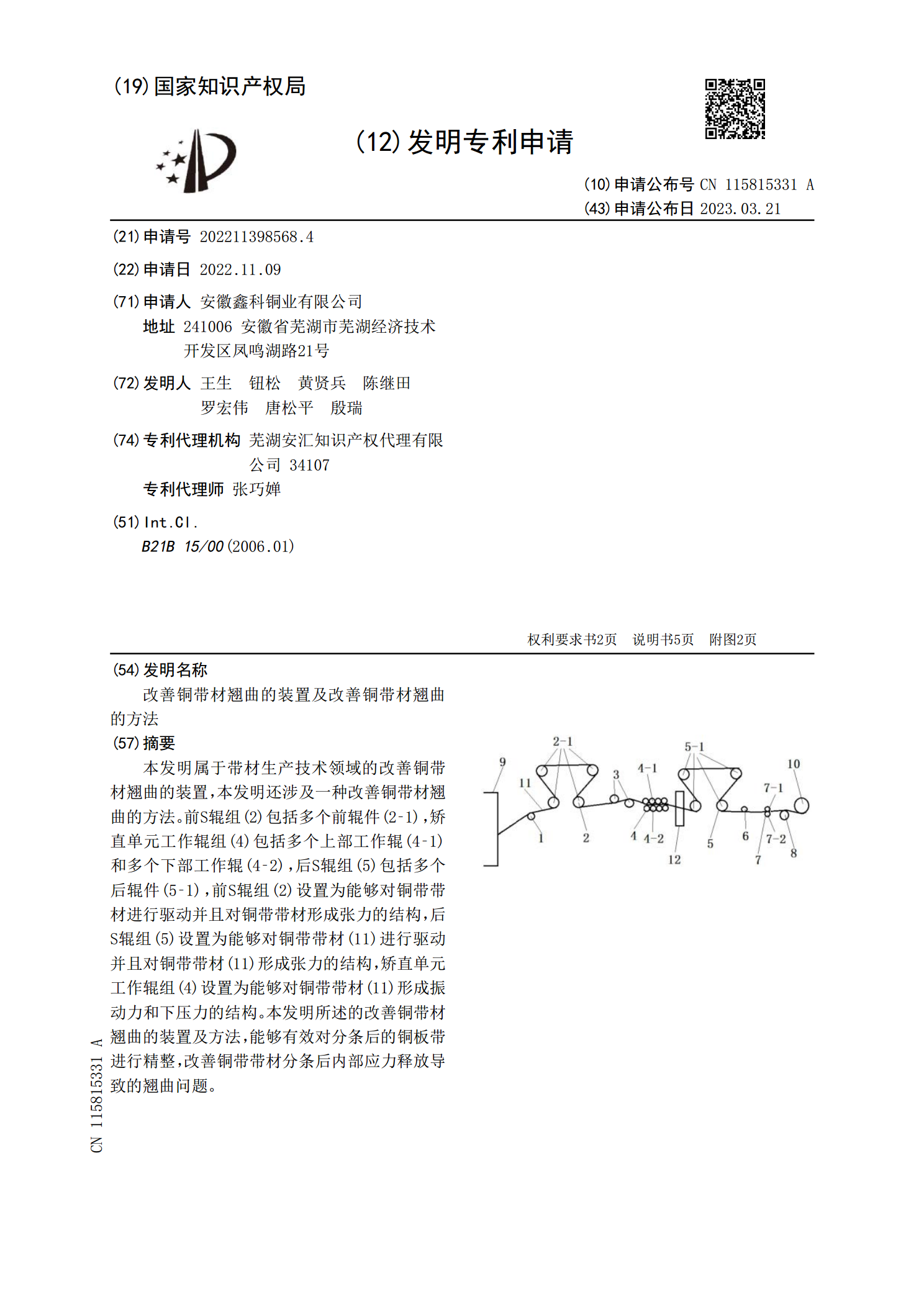
本发明属于带材生产技术领域的改善铜带材翘曲的装置,本发明还涉及一种改善铜带材翘曲的方法。前S辊组(2)包括多个前辊件(2‑1),矫直单元工作辊组(4)包括多个上部工作辊(4‑1)和多个下部工作辊(4‑2),后S辊组(5)包括多个后辊件(5‑1),前S辊组(2)设置为能够对铜带带材进行驱动并且对铜带带材形成张力的结构,后S辊组(5)设置为能够对铜带带材(11)进行驱动并且对铜带带材(11)形成张力的结构,矫直单元工作辊组(4)设置为能够对铜带带材(11)形成振动力和下压力的结构。本发明所述的改善铜带材翘曲的

翘曲抑制回焊炉.pdf
本发明提供一种翘曲抑制回焊炉,包含有:一回焊炉本体内的回焊炉内炉处设有一多孔式钢板循环装置,该多孔式钢板循环装置包含一多孔式钢板,多孔式钢板环绕设置形成一上板面及一下板面,多孔式钢板内排列设有复数下吸式模块,其下吸作用力方向朝向上板面,一个以上的抽气装置以复数管路连通复数下吸式模块,多孔式钢板上板面上排列复数通用型多孔载具及产品,抽气装置作动使下吸式模块产生下吸作用力至产品底面,使其加热焊接过程中产品平整不翘曲的平贴于通用型多孔载具上,如此产品受热更均匀,焊点接触性更好,有效提升回焊作业合格率。

缝焊装置.pdf
本发明提供一种缝焊装置,其能够对各种形状的被焊接物进行缝焊。缝焊装置(10)是在第一电极轮(12)和第二电极轮(14)之间通电而进行缝焊的缝焊装置(10),该缝焊装置(10)具有第一电机(16)、第二电机(18)和第一带(46),其中,第一电机(16)驱动第一电极轮(12);第二电机(18)驱动第二电极轮(14);第一带(46)设置于第一电极轮(12)与第一电机(16)之间,在将连结第一电极轮(12)和第二电极轮(14)的轴线的方向设为上下方向、将从第一电极轮(12)朝向第二电极轮(14)的方向设为上方、

倒装焊塑封翘曲失效分析.docx
倒装焊塑封翘曲失效分析倒装焊塑封翘曲失效分析摘要:倒装焊塑封翘曲失效是一种常见的焊接缺陷形式,对于焊接件的性能和可靠性产生不可忽视的影响。本文将倒装焊塑封翘曲失效进行深入分析,探讨其产生原因、影响因素以及预防和修复措施,为相关领域的研究和生产提供参考。1.引言倒装焊塑封翘曲失效是焊接过程中常见的一种缺陷形式,它主要由于焊接过程中焊接工艺条件不合理导致焊接接头产生变形和应力集中,从而导致焊接接头的失效。倒装焊塑封翘曲失效具有隐蔽性和不可靠性,给焊接件的使用安全性带来了很大的隐患,因此对其进行深入的研究和分析