
轮毂的铸造方法及其使用的水雾冷却装置.pdf

是飞****文章


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂的铸造方法及其使用的水雾冷却装置.pdf
本发明公开的了一种轮毂的铸造方法,它包括以下步骤:1)将模具及冷却装置安装在铸造机上;2)将液态的铝水浇铸到模具的型腔内;3)通过水冷却装置(6)进行初步冷却,打开侧模(1);4)启动水雾冷却装置(3),直接对准轮毂铸件(2)的边缘部位进行水雾冷却;5)冷却至室温后,进行起模;6)脱模。该铸造方法中所使用的水雾冷却装置中,雾管的一端与雾源相通,另一端与喷雾头(35)相通,并且雾管通过连接支架(31)固定在上模(4)的顶端,喷雾头(35)位于轮毂铸件(2)边缘部位的上方。这样,避免轮毂的上端边缘处产生缩松等

轮毂冷却装置及其方法.pdf
一种轮毂冷却装置,其包含有:一循环风扇组;一导风模组;轮毂冷却装置应用于一风力发电机,风力发电机具有一轮毂、一转轴、一机舱与多个叶片,轮毂设于机舱的一端且相通机舱,轮毂具有一轮毂鼻端,该些叶片耦接于轮毂远离机舱的一端,该些叶片选择性相对转动于轮毂,转轴设于机舱中,并且转轴的一端耦接轮毂与轮毂连动,循环风扇组设于轮毂的轮毂鼻端中,导风模组设于机舱中,并且与转轴连动。轮毂冷却方法包括:循环风扇组使轮毂内空气的循环流动;第一风扇及第二风扇将位于轮毂中的热空气吸入机舱中及将位于机舱中的冷空气排入轮毂中。本发明无须
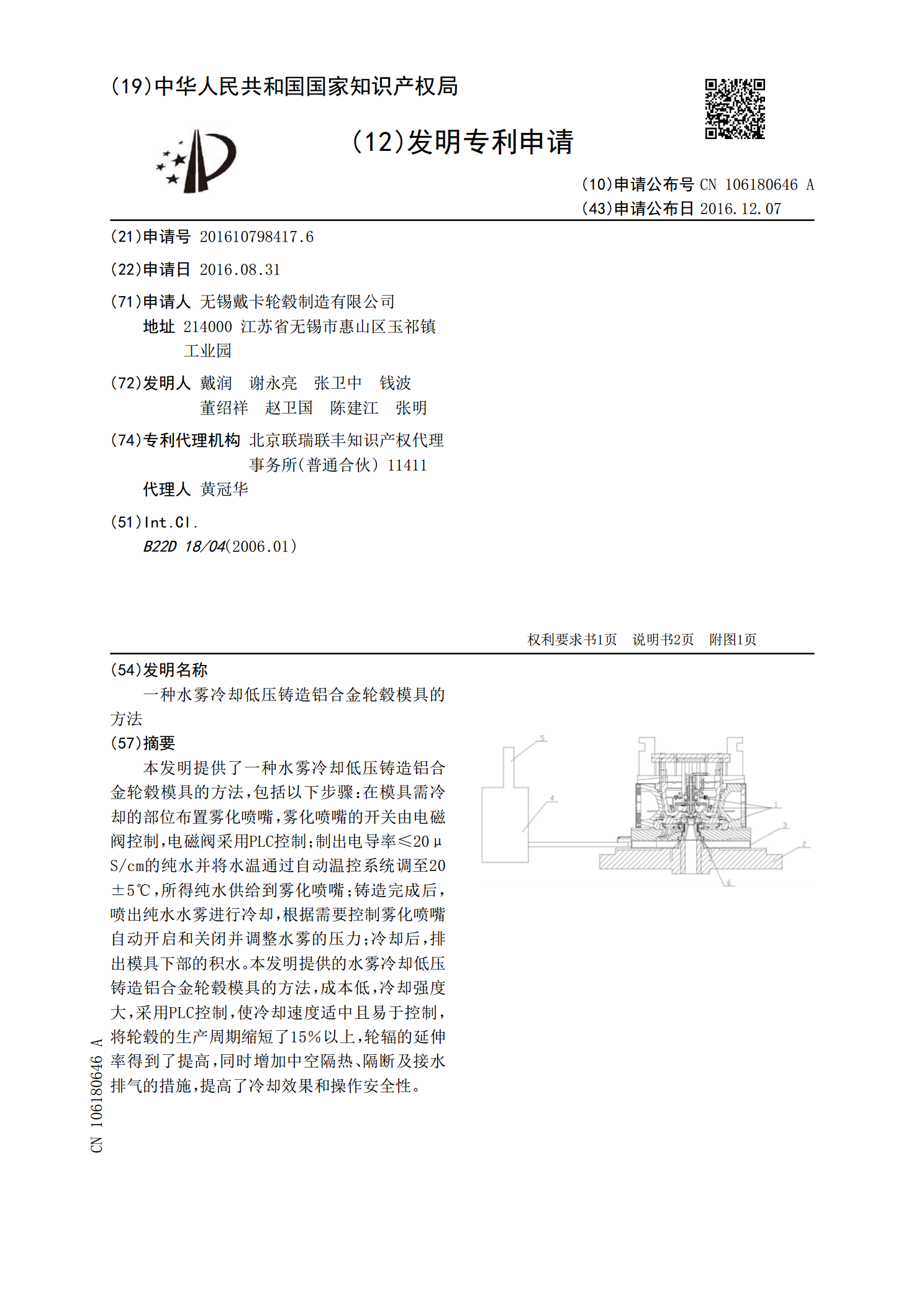
一种水雾冷却低压铸造铝合金轮毂模具的方法.pdf
本发明提供了一种水雾冷却低压铸造铝合金轮毂模具的方法,包括以下步骤:在模具需冷却的部位布置雾化喷嘴,雾化喷嘴的开关由电磁阀控制,电磁阀采用PLC控制;制出电导率≤20μS/cm的纯水并将水温通过自动温控系统调至20±5℃,所得纯水供给到雾化喷嘴;铸造完成后,喷出纯水水雾进行冷却,根据需要控制雾化喷嘴自动开启和关闭并调整水雾的压力;冷却后,排出模具下部的积水。本发明提供的水雾冷却低压铸造铝合金轮毂模具的方法,成本低,冷却强度大,采用PLC控制,使冷却速度适中且易于控制,将轮毂的生产周期缩短了15%以上,轮辐

一种低压铸造铝合金轮毂的模具的水雾冷却方法.pdf
本发明提供了一种低压铸造铝合金轮毂的模具的水雾冷却方法,包括以下步骤:在低压铸造铝合金轮毂的模具的相应需要冷却的部位布置雾化喷嘴,雾化喷嘴的开关由电磁阀控制;用反渗透式纯水机制出电导率≤20μS/cm的纯水,并使用变频恒压供水装置将所得纯水通过管路供给到雾化喷嘴;铸造工作完成后,通过电磁阀控制雾化喷嘴开启,对模具的相应需要冷却的部位喷出纯水水雾进行冷却;冷却完成后,排出模具下部的积水。本发明提供的低压铸造铝合金轮毂的模具的水雾冷却方法,成本低,冷却强度大,冷却速度适中且易于控制,同时将轮毂的生产周期缩短了

轮毂铸造边模热节冷却点找点装置及其应用.pdf
本发明涉及一种铝合金轮毂重力铸造边模热节冷却点找点装置,根据边模所需冷却孔的位置,通过搭桥原理,找点装置结构简单,操作简便,通过主杆8上的方槽设计,实现垂直连接杆的上下移动,适用于不同轮毂模具的使用。在直角规的两端进一步设置有距离可调的左右锁紧块15,在锁紧块上设置螺丝进一步提高了装置找点过程中的稳定性,进一步提高操作的简便性。解决了找点的难度,在保证孔的位置精度要求上简化了工序,有效的提高了工作效率。