
一种低压铸造铝合金轮毂的模具的水雾冷却方法.pdf

努力****元恺


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
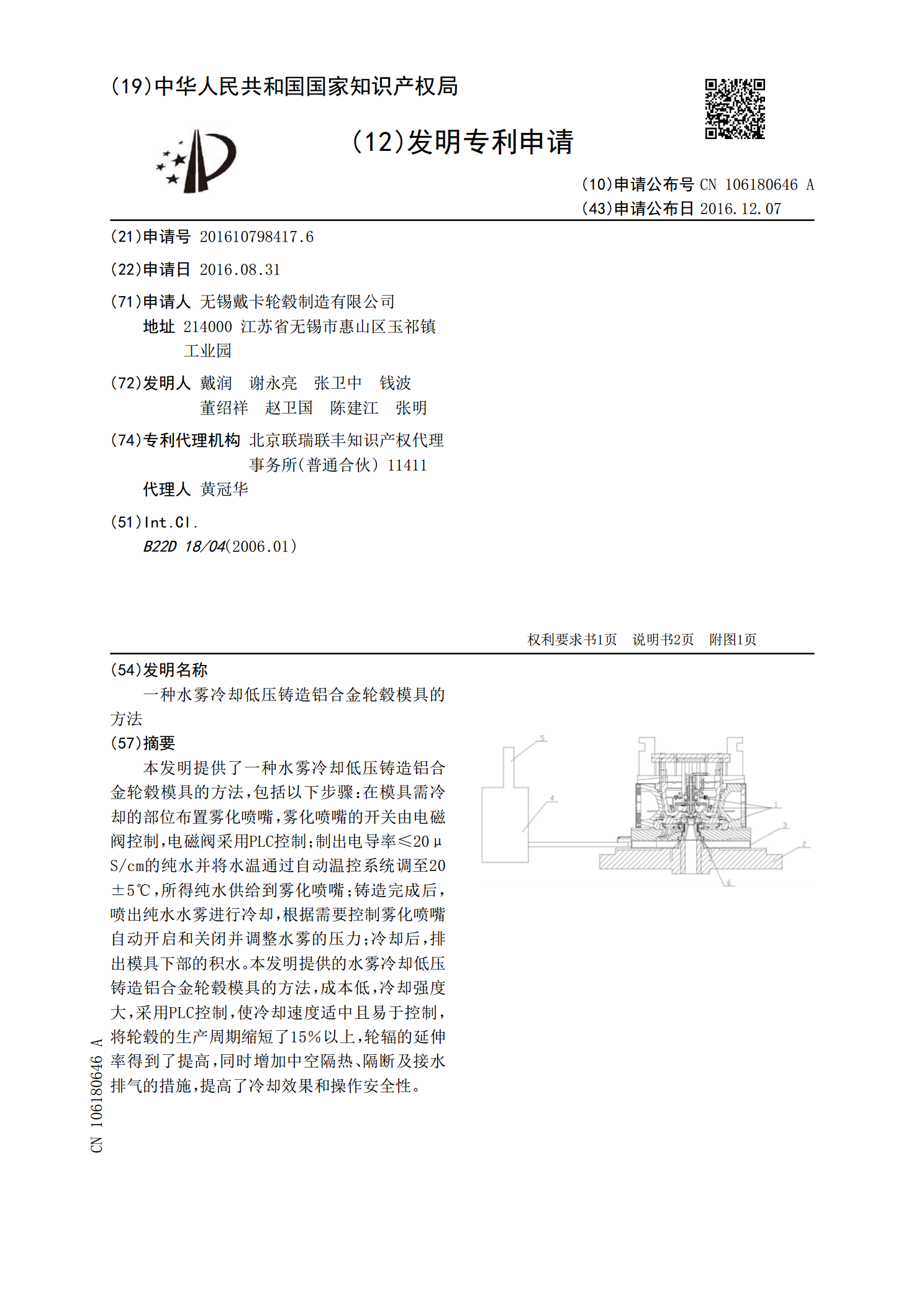
一种水雾冷却低压铸造铝合金轮毂模具的方法.pdf
本发明提供了一种水雾冷却低压铸造铝合金轮毂模具的方法,包括以下步骤:在模具需冷却的部位布置雾化喷嘴,雾化喷嘴的开关由电磁阀控制,电磁阀采用PLC控制;制出电导率≤20μS/cm的纯水并将水温通过自动温控系统调至20±5℃,所得纯水供给到雾化喷嘴;铸造完成后,喷出纯水水雾进行冷却,根据需要控制雾化喷嘴自动开启和关闭并调整水雾的压力;冷却后,排出模具下部的积水。本发明提供的水雾冷却低压铸造铝合金轮毂模具的方法,成本低,冷却强度大,采用PLC控制,使冷却速度适中且易于控制,将轮毂的生产周期缩短了15%以上,轮辐

一种低压铸造铝合金轮毂的模具的水雾冷却方法.pdf
本发明提供了一种低压铸造铝合金轮毂的模具的水雾冷却方法,包括以下步骤:在低压铸造铝合金轮毂的模具的相应需要冷却的部位布置雾化喷嘴,雾化喷嘴的开关由电磁阀控制;用反渗透式纯水机制出电导率≤20μS/cm的纯水,并使用变频恒压供水装置将所得纯水通过管路供给到雾化喷嘴;铸造工作完成后,通过电磁阀控制雾化喷嘴开启,对模具的相应需要冷却的部位喷出纯水水雾进行冷却;冷却完成后,排出模具下部的积水。本发明提供的低压铸造铝合金轮毂的模具的水雾冷却方法,成本低,冷却强度大,冷却速度适中且易于控制,同时将轮毂的生产周期缩短了

浅析铝合金轮毂低压铸造模具的冷却方法探究.docx
浅析铝合金轮毂低压铸造模具的冷却方法探究一、前言低压铸造是今天铸造工业中日益流行的一种工艺,它通过压制铝合金等材料使其在模具中形成所需要的形状。因为低压铸造所用到的材料总体数量比重较小,所以相比其他工艺来说,低压铸造的成本较低,加工效率也较高。但是低压铸造的成品质量受到诸多因素的影响,其中最重要的因素之一就是模具的冷却。在低压铸造的工艺中,模具必须保持足够的冷却才能保证产品质量的稳定性、减少瑕疵出现的概率。然而,在实际工作中,低压铸造所使用的材质通常都很难进行高效降温。本文主要将讨论铝合金轮毂低压铸造模具
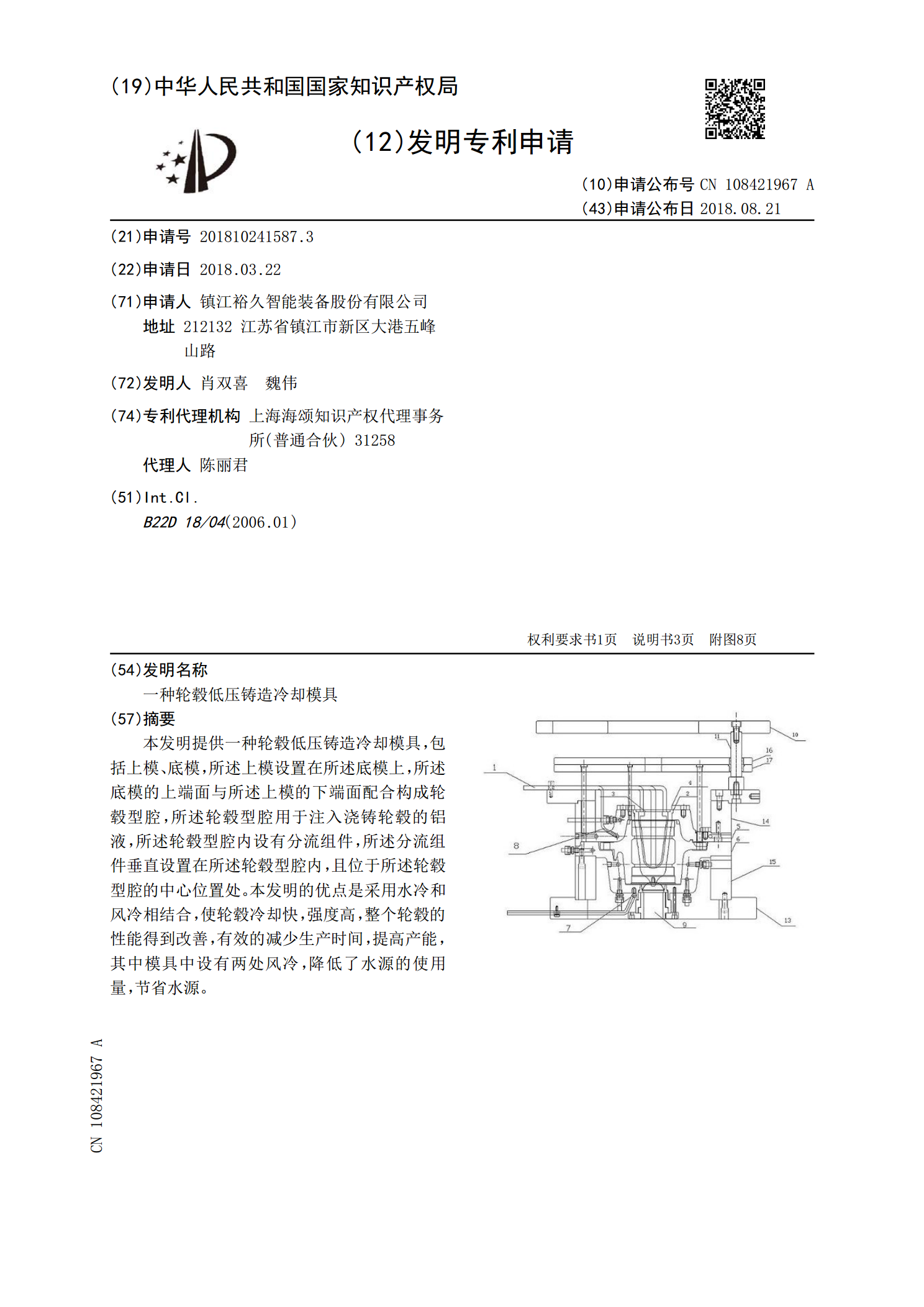
一种轮毂低压铸造冷却模具.pdf
本发明提供一种轮毂低压铸造冷却模具,包括上模、底模,所述上模设置在所述底模上,所述底模的上端面与所述上模的下端面配合构成轮毂型腔,所述轮毂型腔用于注入浇铸轮毂的铝液,所述轮毂型腔内设有分流组件,所述分流组件垂直设置在所述轮毂型腔内,且位于所述轮毂型腔的中心位置处。本发明的优点是采用水冷和风冷相结合,使轮毂冷却快,强度高,整个轮毂的性能得到改善,有效的减少生产时间,提高产能,其中模具中设有两处风冷,降低了水源的使用量,节省水源。

一种铝合金轮毂铸造模具的冷却方法.pdf
本发明涉及一种铝合金轮毂铸造模具的冷却方法,该方法包括如下步骤:在铝合金轮毂铸造模具的周围布置燃烧机燃油雾化喷嘴、反渗透式纯水机的出水端口与变频恒压供水装置的进水端口相接,变频恒压供水装置的出水端口与燃烧机燃油雾化喷嘴相接;按照常规工艺进行配料、熔炼、精炼及除气、扒渣、模具预热和铸造;铸造完成后,开启反渗透式纯水机与变频恒压供水装置,使得反渗透式纯水机制备出电导率≤20mS/cm的纯水,使得变频恒压供水装置供出的纯水的工作压力达到0.5~1.0MPa、水雾冷却。本发明的冷却方法使得每件产品的生产周期缩短了