
轮毂铸造边模热节冷却点找点装置及其应用.pdf

是飞****文章


1/8

2/8

3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂铸造边模热节冷却点找点装置及其应用.pdf
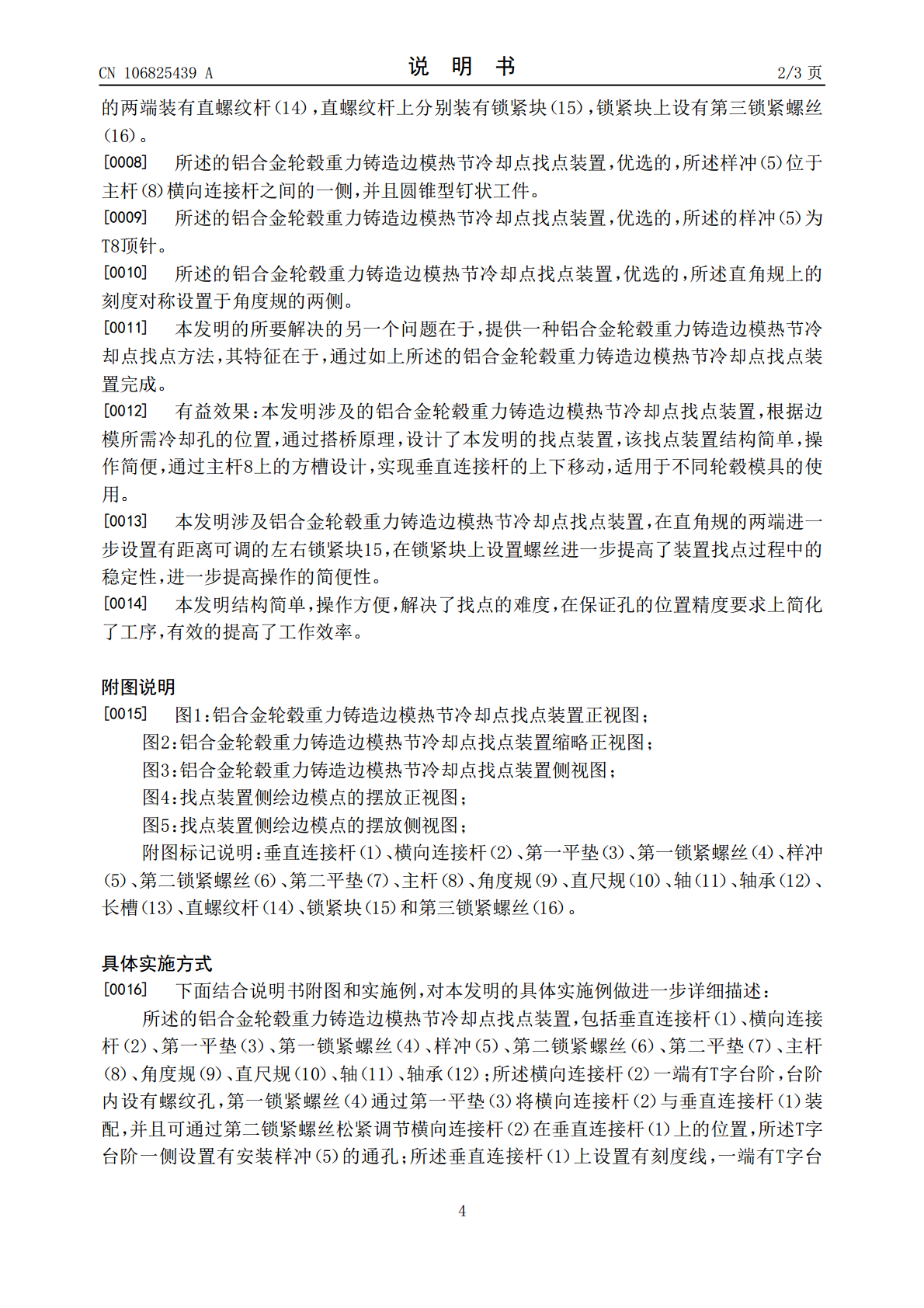
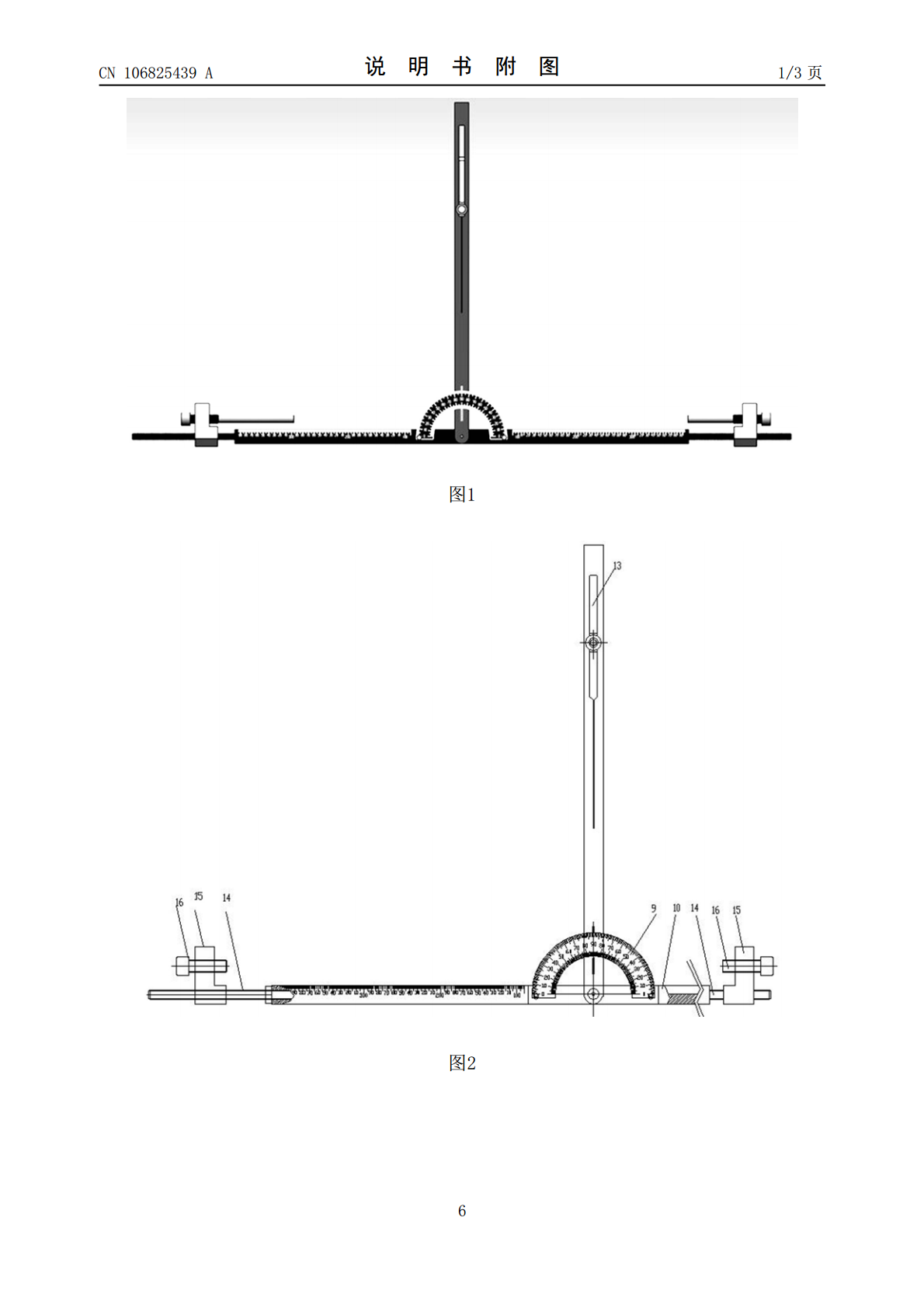
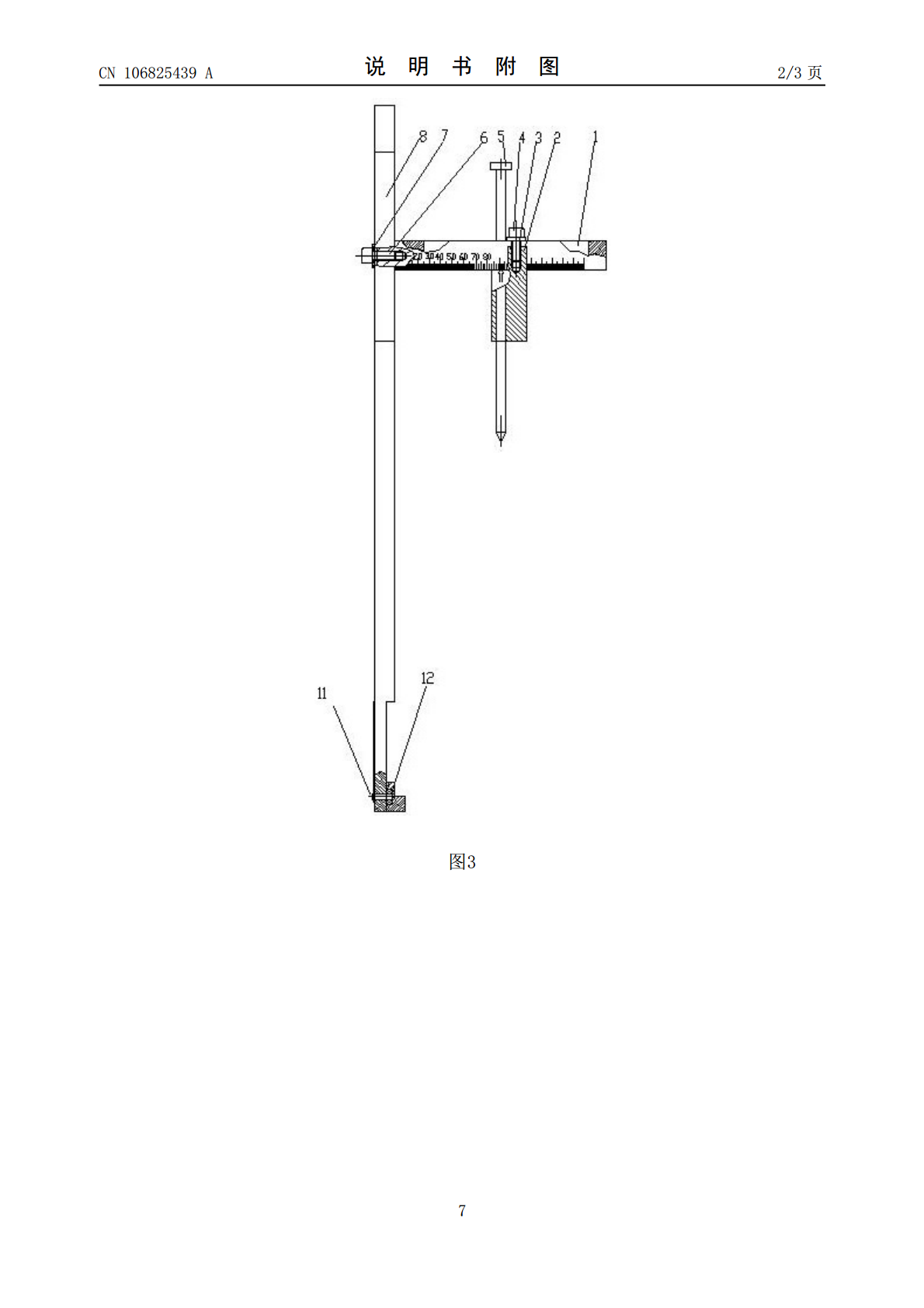
本发明涉及一种铝合金轮毂重力铸造边模热节冷却点找点装置,根据边模所需冷却孔的位置,通过搭桥原理,找点装置结构简单,操作简便,通过主杆8上的方槽设计,实现垂直连接杆的上下移动,适用于不同轮毂模具的使用。在直角规的两端进一步设置有距离可调的左右锁紧块15,在锁紧块上设置螺丝进一步提高了装置找点过程中的稳定性,进一步提高操作的简便性。解决了找点的难度,在保证孔的位置精度要求上简化了工序,有效的提高了工作效率。

轮毂的铸造方法及其使用的水雾冷却装置.pdf
本发明公开的了一种轮毂的铸造方法,它包括以下步骤:1)将模具及冷却装置安装在铸造机上;2)将液态的铝水浇铸到模具的型腔内;3)通过水冷却装置(6)进行初步冷却,打开侧模(1);4)启动水雾冷却装置(3),直接对准轮毂铸件(2)的边缘部位进行水雾冷却;5)冷却至室温后,进行起模;6)脱模。该铸造方法中所使用的水雾冷却装置中,雾管的一端与雾源相通,另一端与喷雾头(35)相通,并且雾管通过连接支架(31)固定在上模(4)的顶端,喷雾头(35)位于轮毂铸件(2)边缘部位的上方。这样,避免轮毂的上端边缘处产生缩松等

改进的铸造车轮模具边模冷却装置.pdf
改进的铸造车轮模具边模冷却装置,边模(3)的背腔对应轮辐处设置1‑3个风孔(31),风孔(31)内浇注5mm‑8mm紫铜(5),边模(3)背腔内对应窗口的区域设置槽体(32),主风管(42)为圆环状,与车轮外径同心,两端需堵焊密封;主风管(42)的外侧焊接风管接头(41),风管接头(41)与外部压缩空气存储设备相连接;主风管(42)内侧焊接风爪(43),风爪(43)对应于轮辐热节位置,风爪(43)数量与边模背腔风孔(31)一致。本发明既保证了热节位置的有效冷却,又兼顾了外轮缘部位的结晶成形,增强了模具的散

轮毂冷却装置及其方法.pdf
一种轮毂冷却装置,其包含有:一循环风扇组;一导风模组;轮毂冷却装置应用于一风力发电机,风力发电机具有一轮毂、一转轴、一机舱与多个叶片,轮毂设于机舱的一端且相通机舱,轮毂具有一轮毂鼻端,该些叶片耦接于轮毂远离机舱的一端,该些叶片选择性相对转动于轮毂,转轴设于机舱中,并且转轴的一端耦接轮毂与轮毂连动,循环风扇组设于轮毂的轮毂鼻端中,导风模组设于机舱中,并且与转轴连动。轮毂冷却方法包括:循环风扇组使轮毂内空气的循环流动;第一风扇及第二风扇将位于轮毂中的热空气吸入机舱中及将位于机舱中的冷空气排入轮毂中。本发明无须

点喷式冷却环及其应用的轮毂模具.pdf
点喷式冷却环及其应用的轮毂模具,包括呈闭环状的外壳体,外壳体具有分体设置且上下对合后形成环形内腔的上壳体和下壳体;在环形内腔内容置有环绕外壳体的中央环心布置的冷媒输送内管,在冷媒输送内管上设置有用于连通外部冷媒源的进料口;在外壳体的外壳壁和冷媒输送内管的外管壁之间形成有冷媒过道,在外壳体上设置有布置在不同的壳壁区域上的出料口和过渡通孔,出料口连通所述冷媒过道;还包括有穿套在过渡通孔内的冷媒喷管,冷媒喷管的内端管口连通冷媒输送内管,外端管口布置在外壳体之外,在过渡通孔的孔内壁和冷媒喷管的管外壁之间形成有连通