
锌材制造装置及其制造方法.pdf

长春****主a


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锌材制造装置及其制造方法.pdf
本发明公开一种锌材制造装置及其制造方法,该装置包括电加热设备和连续挤压机,电加热设备和连续挤压机内的挤压腔之间设有进行连通的保温流道,挤压腔中间的凹槽供锌液流入连续挤压机内的模具入口,在模具入口处还设有一挡料块,所述挤压腔包围在挤压轮周边。利用本装置,锌液熔融后经连续挤压机连续挤压,可以把其挤压成细晶状态,减少再次铸造加工,并且减少材料的损失,并且可连续生产,无需停机,更换不同的模具就可以生产线材,板材及异形材,得到的产品的结晶也只是细晶。

玻璃母材的制造方法及制造装置.pdf
提供一种能够在玻璃母材的烧结时,降低炉心管变形而与玻璃母材接触的可能性的玻璃母材的制造方法及制造装置。玻璃母材(2)的制造方法包含将玻璃母材(2)插入至由石英玻璃构成的炉心管(11)内而对玻璃母材(2)进行烧结的烧结工序,该玻璃母材(2)的制造方法具有扩径工序,即,在执行烧结工序前,在将炉心管(11)加热至规定的温度的状态下以使炉心管(11)内部的压力高于炉心管(11)外部的压力的方式加压规定时间,使炉心管(11)的内径扩大。

一种复合片材的制造装置、系统及其制造方法.pdf
本发明公开了一种复合片材的制造装置、系统及其制造方法,所述复合片材由形成有多个凸部的立体片材与不具有所述凸部的平坦片材层叠复合而构成;装置包括:一对相互平行配置的赋形用凸辊和凹辊、超声波焊接机构以及负压成型单元;在凸辊、凹辊的辊周面上分别具备在面对位置相互啮合的凹凸形状,使织物经过凹凸辊之间从而形成所述立体片材;超声波焊接机构设置在凹辊下游侧,用于将平坦片材与所述立体片材相复合,形成所述的复合片材;负压成型单元设置在所述凹辊上,所述负压成型单元的吸气范围被设定为在凹辊周向至少从凹凸辊赋形至超声波复合区域之
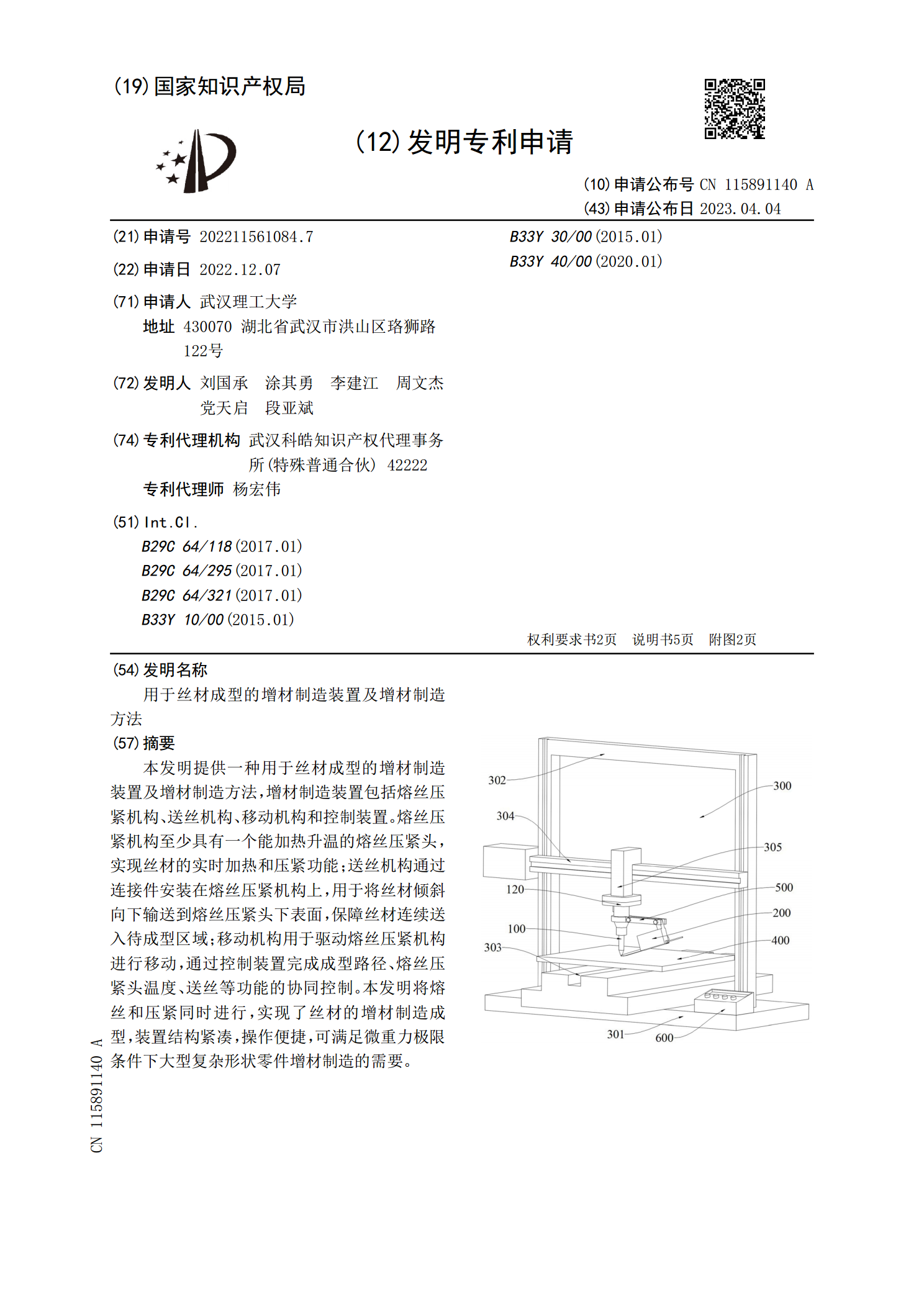
用于丝材成型的增材制造装置及增材制造方法.pdf
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型
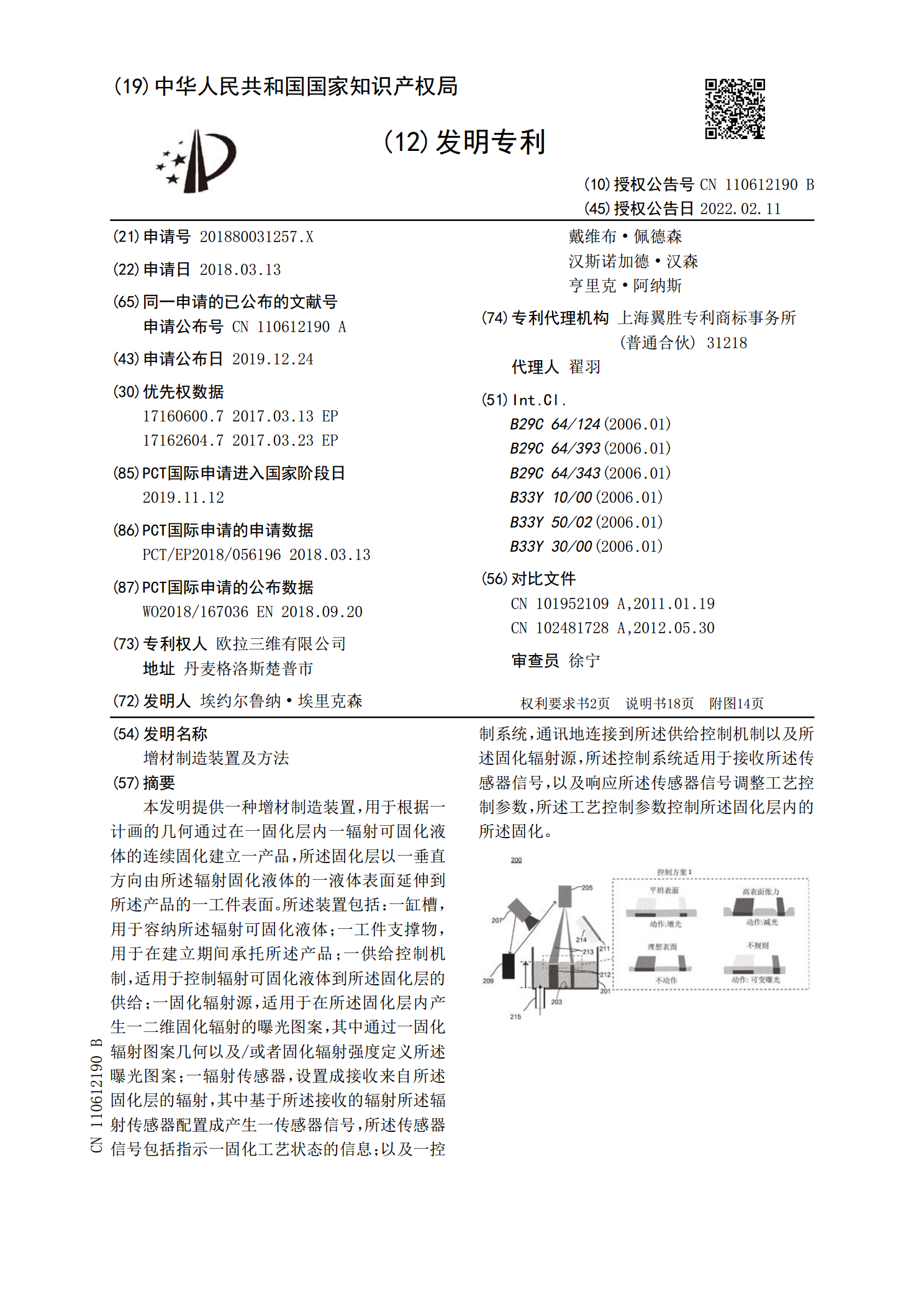
增材制造装置及方法.pdf
本发明提供一种增材制造装置,用于根据一计画的几何通过在一固化层内一辐射可固化液体的连续固化建立一产品,所述固化层以一垂直方向由所述辐射固化液体的一液体表面延伸到所述产品的一工件表面。所述装置包括:一缸槽,用于容纳所述辐射可固化液体;一工件支撑物,用于在建立期间承托所述产品;一供给控制机制,适用于控制辐射可固化液体到所述固化层的供给;一固化辐射源,适用于在所述固化层内产生一二维固化辐射的曝光图案,其中通过一固化辐射图案几何以及/或者固化辐射强度定义所述曝光图案;一辐射传感器,设置成接收来自所述固化层的辐射,