
盘类齿轮工件自动夹紧装置.pdf

努力****振宇


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

盘类齿轮工件自动夹紧装置.pdf
一种盘类齿轮工件自动夹紧装置,包括夹具体,拉杆上端设有螺母,锥套套装在拉杆上,定位盘与锥轴连接。锥套上设有多个导向槽。夹具体上设有腰形槽。本发明提供的盘类齿轮工件自动夹紧装置,结构简单,适用性广,操作方便,它通过改变锥套的大小可以实现不同内孔大小的工件的加工;只需将工件放入锥套内,液压油缸带动拉杆可自动夹紧工件,极大的缩短了工件的装夹时间,提高了工率。

工件自动夹紧的方法及其装置.pdf
本发明公开了一种工件自动夹紧的方法及其装置,利用两套伺服系统来夹紧工件,固定卡孔为非圆孔,锁紧螺母的外轮廓形状、尺寸与固定卡孔的形状、尺寸相一致,保证它们能互相配合;一套伺服系统驱动夹头进入(或离开)固定卡孔,使锁紧螺母与卡孔能进行配合或分离;另一套伺服系统用于调整锁紧螺母相位和在锁紧螺母与卡孔相配合时驱动主轴做回转运动,达到夹紧工件的目的。本发明可精确控制夹紧力矩、力矩可调、装夹位可记忆且能快速夹紧。

盘类内圆孔自动定位夹紧装置.pdf
一种盘类内圆孔自动定位夹紧装置,包括回转盘、手柄、导向锥轴、链轮座夹爪、夹爪座及弹性圈,所述导向锥轴设置在回转盘内,导向锥轴包括导杆及设置在导杆顶端的圆锥头,所述夹爪座在手柄的控制下可滑动的套设在导杆上,所述链轮座夹爪至少为两个,环绕在导向锥轴周侧,链轮座夹爪的底部铰接在夹爪座上,链轮座夹爪的顶部设置有卡勾,链轮座夹爪的背部设有适配锥体的斜面,链轮座夹爪外侧圈设有弹性圈,通过手柄的简易操作就将链轮座牢固的固定在回转盘上,固定后无需再更换夹持位置,链轮座的整个外表面都能得到充分的加工,另一方面,能夹紧多种型

一种盘状工件的夹紧装置.pdf
本发明提供一种盘状工件的夹紧装置,属于机械加工技术领域。它包括定位销、复合凸轮,主轴可转动设置在水平支座和轴支座上,复合凸轮安装在主轴的一侧,复合凸轮由盘槽凸轮和端面凸轮组成,盘槽凸轮上设置有偏心的弧形槽,定位销可上下滑动设置在第一滑套中,安装在定位销下端的支承销轴的左端插入盘槽凸轮偏心的弧形槽中,安装在定位销下端的支承销轴的右端插入垫板的止转槽中,压板的下端通过压板销轴铰接在弹簧支座上,压板的右端在回位弹簧的作用下和端面凸轮贴合,操纵手柄通过插销安装在主轴上,并通过锁紧螺母锁紧。本发明快速实现对盘状工件
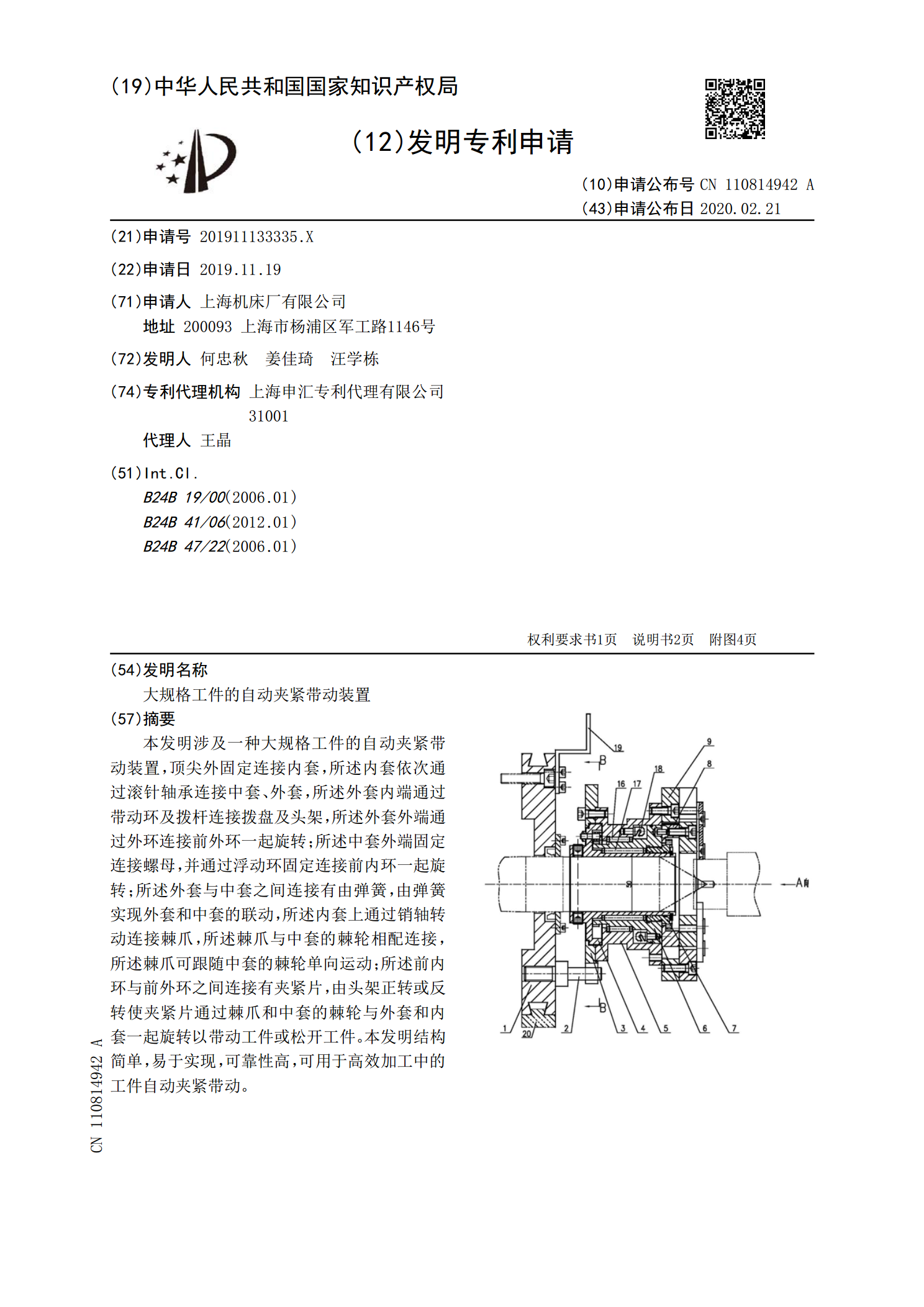
大规格工件的自动夹紧带动装置.pdf
本发明涉及一种大规格工件的自动夹紧带动装置,顶尖外固定连接内套,所述内套依次通过滚针轴承连接中套、外套,所述外套内端通过带动环及拨杆连接拨盘及头架,所述外套外端通过外环连接前外环一起旋转;所述中套外端固定连接螺母,并通过浮动环固定连接前内环一起旋转;所述外套与中套之间连接有由弹簧,由弹簧实现外套和中套的联动,所述内套上通过销轴转动连接棘爪,所述棘爪与中套的棘轮相配连接,所述棘爪可跟随中套的棘轮单向运动;所述前内环与前外环之间连接有夹紧片,由头架正转或反转使夹紧片通过棘爪和中套的棘轮与外套和内套一起旋转以带