
一种成型磨齿机磨削裂纹的改进方法.pdf

一吃****仪凡


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种成型磨齿机磨削裂纹的改进方法.pdf
本发明涉及一种成型磨齿机磨削裂纹的改进方法,所述磨齿机磨削减速机齿轮的参数为:模数M=32.82,齿数Z=32,压力角α=20°,螺旋角β=0,齿宽B=368,所述热处理方式为齿面渗碳淬火,所述淬火硬度为HRC58-62,所述砂轮为刚玉4-400*70*127SA60J-35m/s,粒度:60,砂轮线速度:粗磨20m/s、精磨30m/s,冲程速度:粗磨2000mm/min、精磨1800mm/min,冲程数:2,磨量:0.02mm、0.015mm、0.01mm、0.0088mm,刃磨次数:每3个齿修磨一次砂

HOFLER成型磨齿机磨削人字齿齿轮的策略研究.docx
HOFLER成型磨齿机磨削人字齿齿轮的策略研究摘要:本文围绕HOFLER成型磨齿机磨削人字齿齿轮的策略展开分析,介绍了HOFLER磨齿机的工作原理、特点和优势,并分析了其在磨削人字齿齿轮方面的应用策略。本文认为,HOFLER成型磨齿机在磨削人字齿齿轮方面具有高效率、高精度和高可靠性等优点,通过优化磨削工艺参数和协同使用加工刀具,可以实现更高的加工效率和更好的加工质量。因此,在实际应用中,HOFLER成型磨齿机将越来越受到工业领域的关注和重视。关键词:HOFLER磨齿机;人字齿齿轮;磨削工艺;加工效率;加工

成型磨齿机磨削烧伤的分析和防止措施.docx
成型磨齿机磨削烧伤的分析和防止措施成型磨齿机是一种常用于工业生产中的设备,用于对齿轮进行磨削加工。在使用过程中,可能会出现磨削烧伤的问题,这会影响机器的正常运行,并可能导致齿轮的损坏。本文将从分析磨削烧伤的原因、影响以及防止措施等方面进行探讨。首先,我们需要了解磨削烧伤的原因。磨削烧伤是由于切削速度过高、磨削液流量不足、磨料磨损严重、磨削压力过大等因素造成的。这些因素会导致局部温度过高,超过材料的热稳定区域,从而发生烧伤现象。磨削烧伤不仅会影响齿轮的表面质量,还可能产生热应力,导致齿轮的变形和裂纹。其次,

一种磨齿机控制方法及磨齿机.pdf
本发明的目的是提供一种磨齿机控制方法,以实现自动对中和连续磨齿。为实现本发明目的而采用的技术方案是这样的,一种磨齿机控制方法,采用包括工件主轴、砂轮主轴和修整轮主轴的磨齿机,包括以下步骤:1)记录安装在所述修整轮主轴上的修整轮的初始空间位置数据;2)采用所述修整轮对安装在所述砂轮主轴上的砂轮进行修形,当修形完成时,所述修整轮与砂轮啮合,即获得所述砂轮的齿槽或齿形的空间位置数据;3)通过检测获得安装在所述工件主轴上的待加工工件的齿形或齿槽的空间位置数据,并根据步骤2)所获得的砂轮齿槽或齿形的空间位置数据,调
一种用于针齿壳内齿孔的精密磨削磨头及磨削方法.pdf
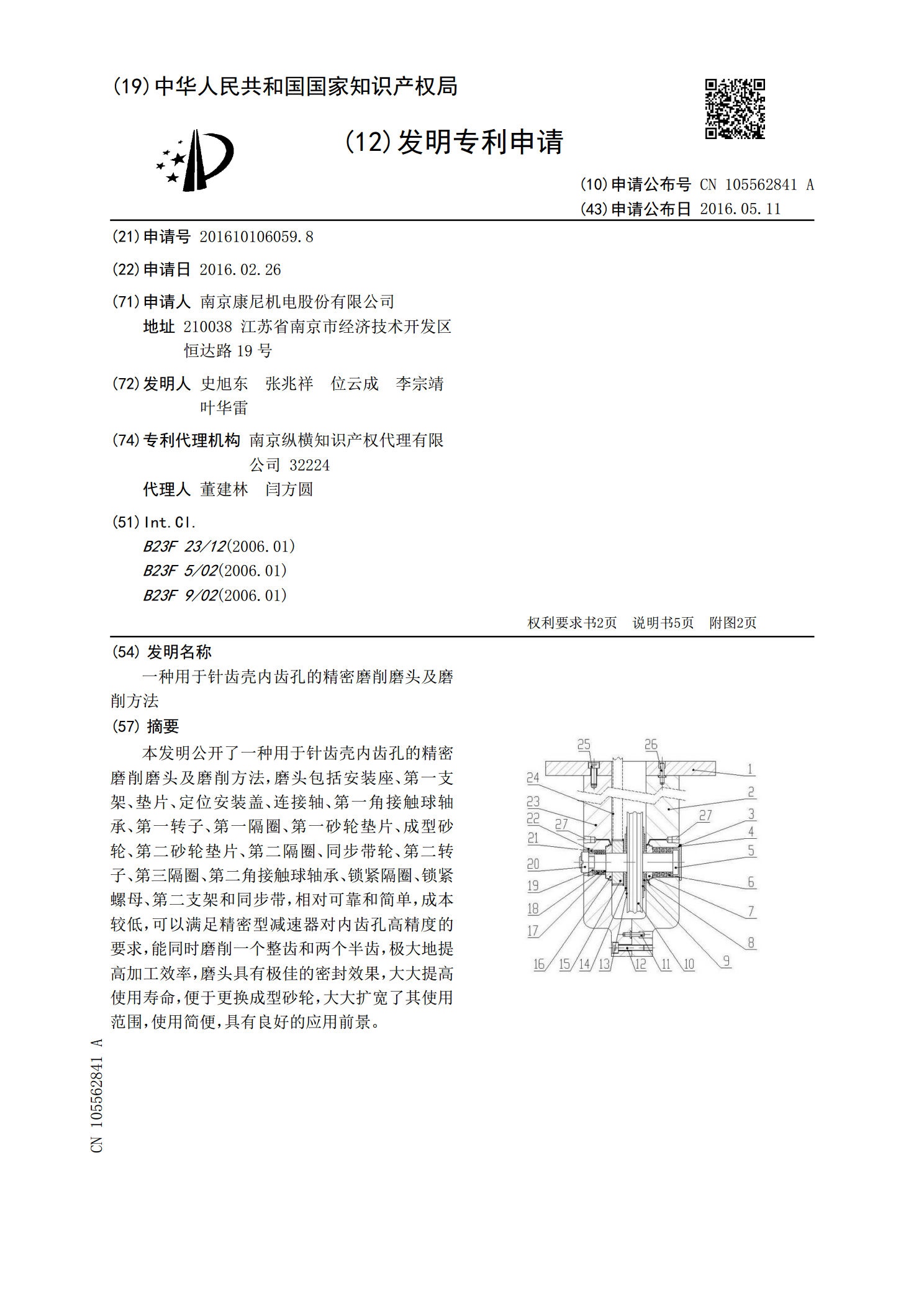
本发明公开了一种用于针齿壳内齿孔的精密磨削磨头及磨削方法,磨头包括安装座、第一支架、垫片、定位安装盖、连接轴、第一角接触球轴承、第一转子、第一隔圈、第一砂轮垫片、成型砂轮、第二砂轮垫片、第二隔圈、同步带轮、第二转子、第三隔圈、第二角接触球轴承、锁紧隔圈、锁紧螺母、第二支架和同步带,相对可靠和简单,成本较低,可以满足精密型减速器对内齿孔高精度的要求,能同时磨削一个整齿和两个半齿,极大地提高加工效率,磨头具有极佳的密封效果,大大提高使用寿命,便于更换成型砂轮,大大扩宽了其使用范围,使用简便,具有良好的应用前景