
汽车覆盖件模具翻边整形模设计标准.docx

努力****星驰

1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车覆盖件模具翻边整形模设计标准.docx
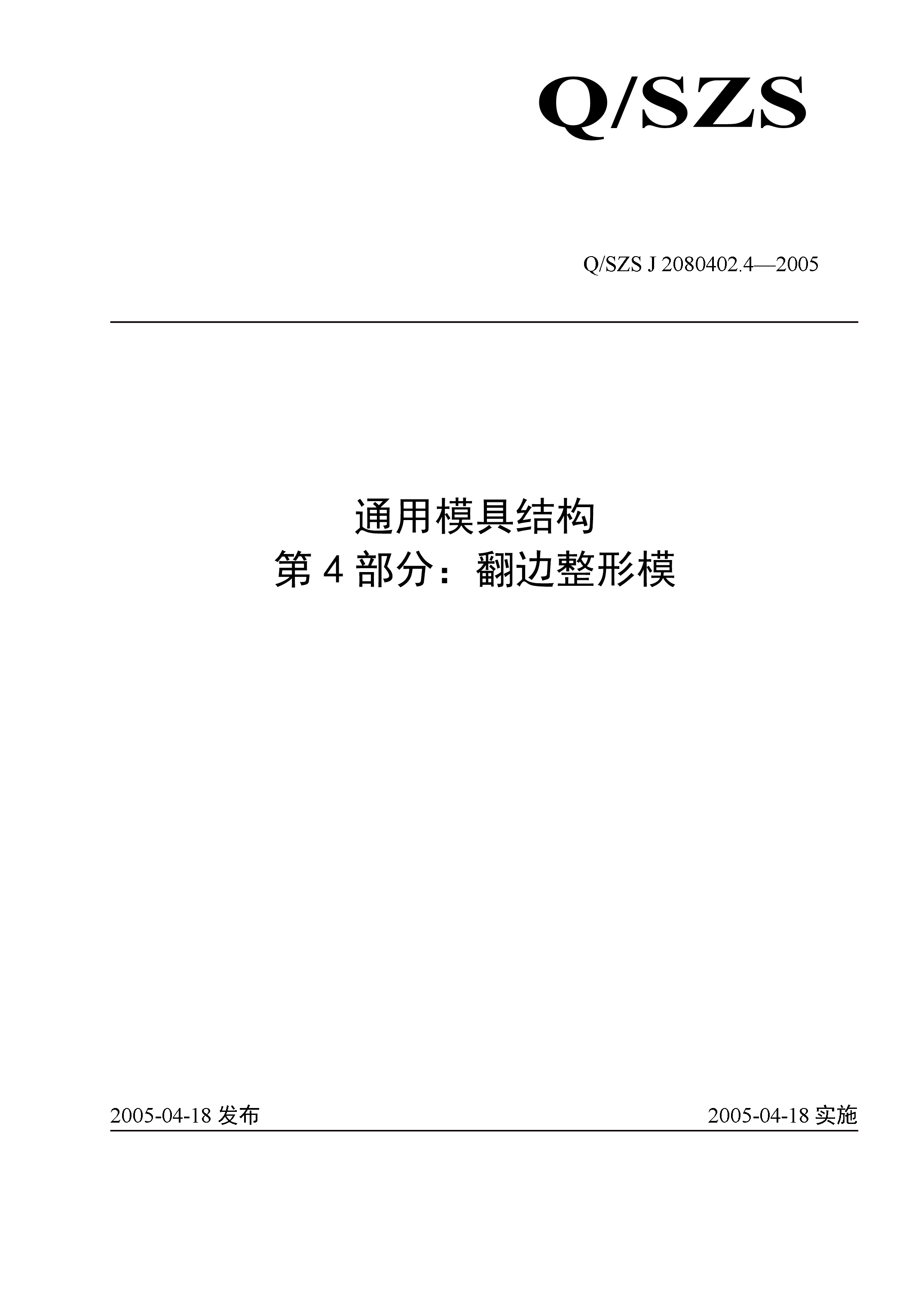
Q/AM250.4—2005Q/AM250.4—200521Q/SZS2005-04-18实施2005-04-18发布通用模具结构第4部分:翻边整形模Q/SZSJ2080402.4—2005Q/SZSJ2080402.4—2005Q/SZSJ2080402.4—2005IIII目次前言II1范围12冲压力的计算13工作行程34凸模托料面的设计75压件器的强度设计96压件器与凹模分界的设定107翻边整形模刃口的种类及使用128翻边顶出器的安装标准209退料块及
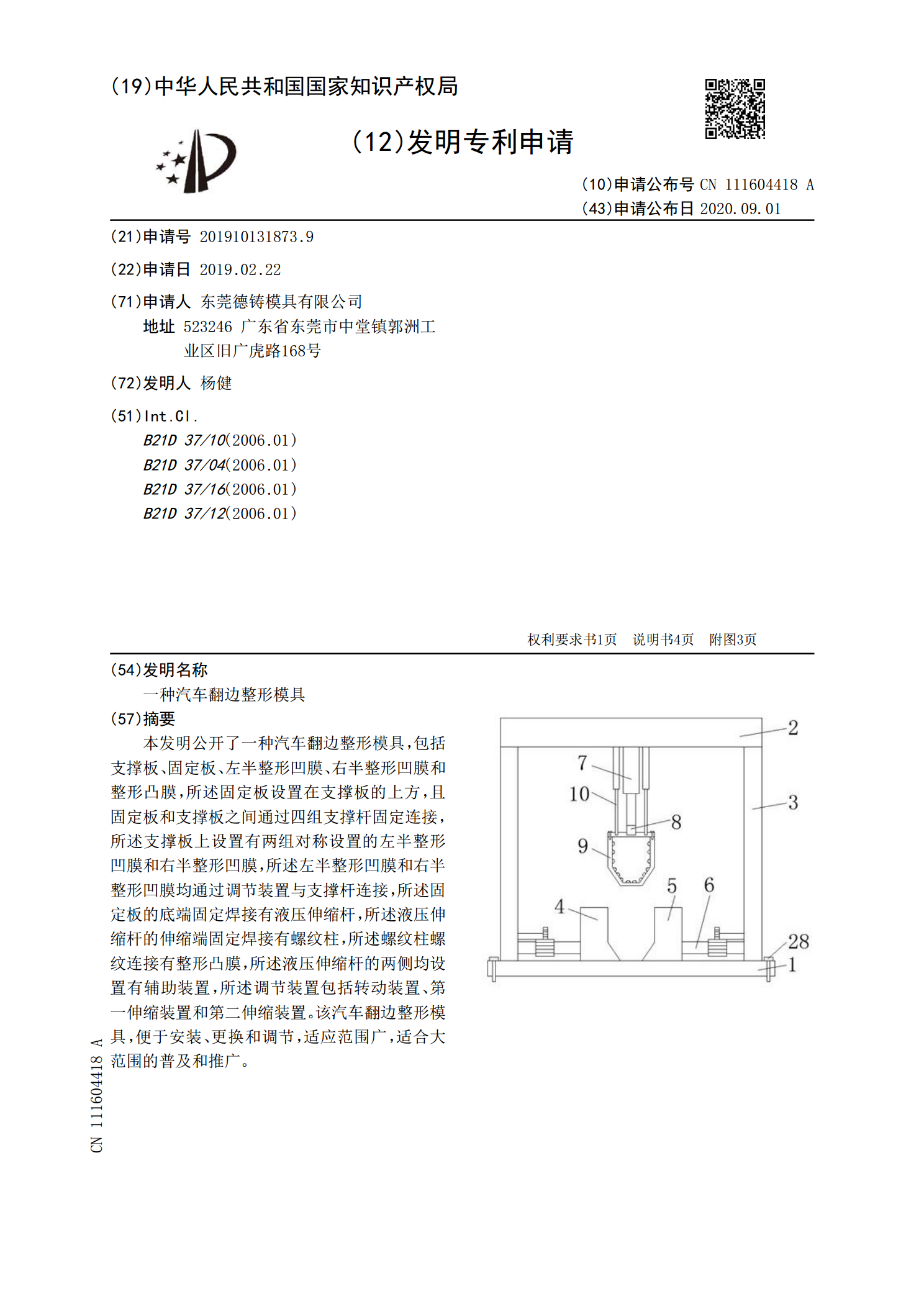
一种汽车翻边整形模具.pdf
本发明公开了一种汽车翻边整形模具,包括支撑板、固定板、左半整形凹膜、右半整形凹膜和整形凸膜,所述固定板设置在支撑板的上方,且固定板和支撑板之间通过四组支撑杆固定连接,所述支撑板上设置有两组对称设置的左半整形凹膜和右半整形凹膜,所述左半整形凹膜和右半整形凹膜均通过调节装置与支撑杆连接,所述固定板的底端固定焊接有液压伸缩杆,所述液压伸缩杆的伸缩端固定焊接有螺纹柱,所述螺纹柱螺纹连接有整形凸膜,所述液压伸缩杆的两侧均设置有辅助装置,所述调节装置包括转动装置、第一伸缩装置和第二伸缩装置。该汽车翻边整形模具,便于安
汽车冲压 模具 狄原 整形翻边.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:5整形翻边模页号分类项目页5——15——25——35——45——5凸模凸模与底板的分块凸模外形的形状凸模工作表面凸模紧固方法凹模凹模与底板的分块凹模与顶出器的分块凹模的形状凹模的分块凹模的刃口顶出器顶出器的行程顶出器的压力顶出器的工作表面顶出器的导向顶出器的强度顶出器与凹模的间隙翻边退料板翻边退料板的使用条件翻边退料板的配

汽车覆盖件翻边工序的CAE仿真及应用.doc
汽车覆盖件翻边工序的CAE仿真及应用作者:湖南大学漆伟韩利芬钟志华摘要:汽车覆盖件中,存在着大量的翻边特征,翻边零件修边线的位置直接影响到修边模的设计和翻边零件的成型质量,生产实际中往往都是根据经验不断修改修边模,这样会造成大量的人力和物力浪费。作者运用计算机仿真技术模拟翻边工序,提出了利用毛坯反求的原理来确定修边线位置的方法,并运用这一方法解决了工程中典型的修边线设计计算问题,实践证明所提出的方法不仅能够缩短设计周期,还可大幅节约设计制造成本。关键词:翻边;毛坯反求;修边线1前言在汽车覆盖件冲压成型中,
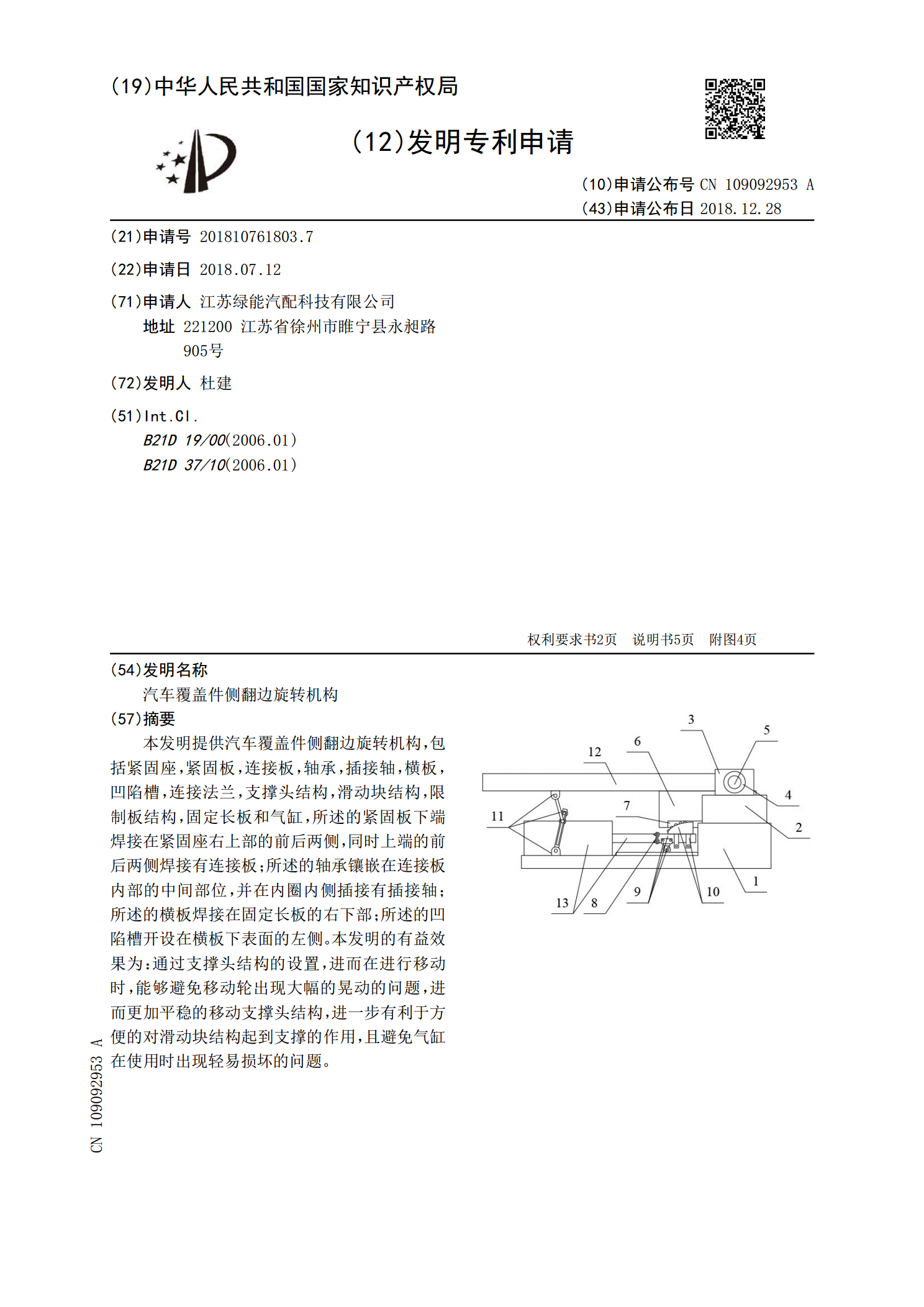
汽车覆盖件侧翻边旋转机构.pdf
本发明提供汽车覆盖件侧翻边旋转机构,包括紧固座,紧固板,连接板,轴承,插接轴,横板,凹陷槽,连接法兰,支撑头结构,滑动块结构,限制板结构,固定长板和气缸,所述的紧固板下端焊接在紧固座右上部的前后两侧,同时上端的前后两侧焊接有连接板;所述的轴承镶嵌在连接板内部的中间部位,并在内圈内侧插接有插接轴;所述的横板焊接在固定长板的右下部;所述的凹陷槽开设在横板下表面的左侧。本发明的有益效果为:通过支撑头结构的设置,进而在进行移动时,能够避免移动轮出现大幅的晃动的问题,进而更加平稳的移动支撑头结构,进一步有利于方便的