
内齿轮加工方法及内齿轮加工机.pdf

是你****岺呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
内齿轮加工方法及内齿轮加工机.pdf
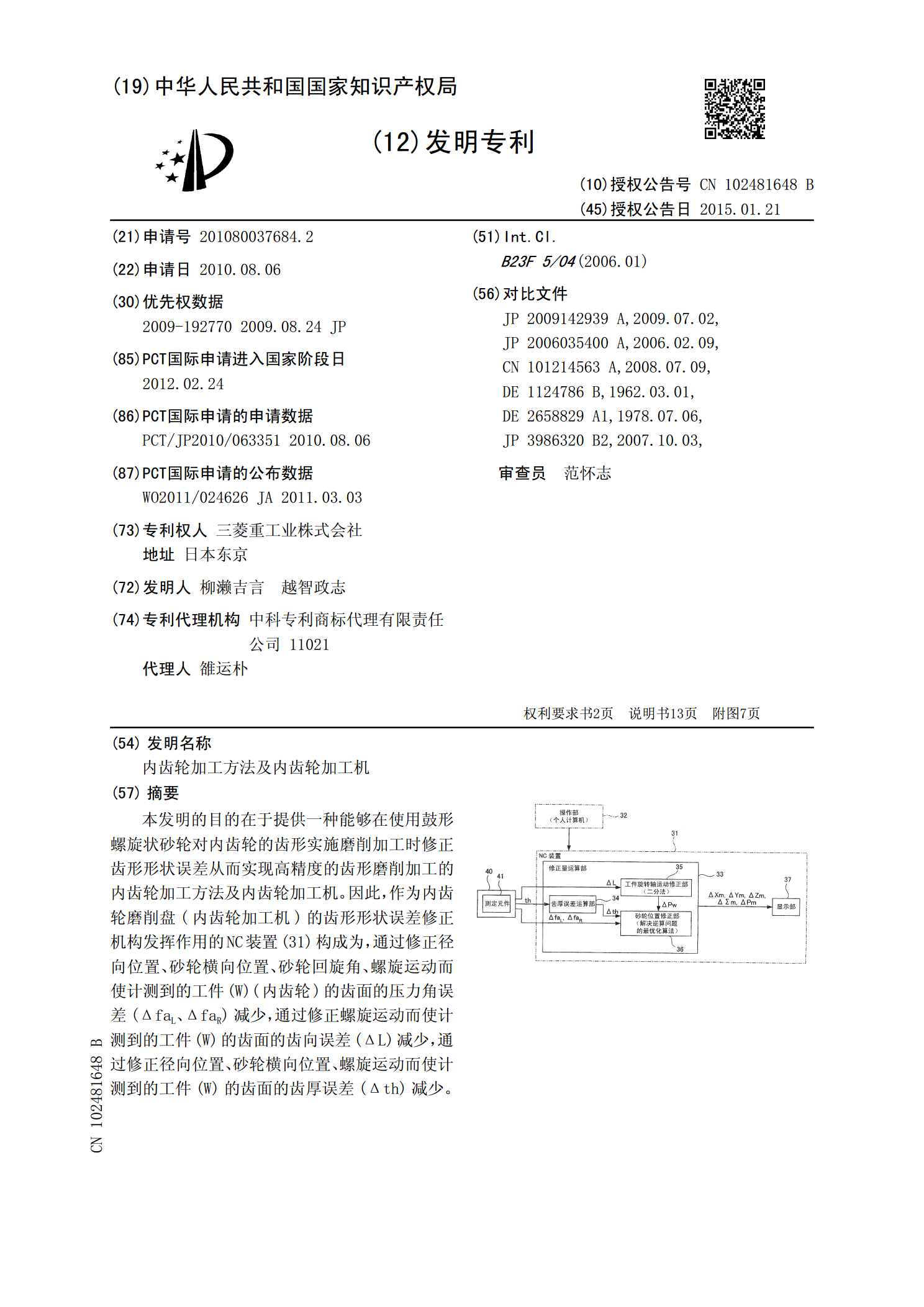
本发明的目的在于提供一种能够在使用鼓形螺旋状砂轮对内齿轮的齿形实施磨削加工时修正齿形形状误差从而实现高精度的齿形磨削加工的内齿轮加工方法及内齿轮加工机。因此,作为内齿轮磨削盘(内齿轮加工机)的齿形形状误差修正机构发挥作用的NC装置(31)构成为,通过修正径向位置、砂轮横向位置、砂轮回旋角、螺旋运动而使计测到的工件(W)(内齿轮)的齿面的压力角误差(ΔfaL、ΔfaR)减少,通过修正螺旋运动而使计测到的工件(W)的齿面的齿向误差(ΔL)减少,通过修正径向位置、砂轮横向位置、螺旋运动而使计测到的工件(W)的齿

内齿轮机械加工方法.pdf
本发明提供了一种内齿轮机械加工方法,其能够通过增加滑移速度而实现机械加工精度的改善和工具寿命的延长。为此目的,通过同时旋转相互啮合的内齿轮工件(W)和圆筒形螺纹砂轮(11)在工件(W)上进行内齿轮机械加工。工件(W)能够围绕工件旋转轴线(C1)旋转,圆筒形螺纹砂轮(11)能够围绕与工件旋转轴线(C1)具有预定轴间角(∑)的砂轮旋转轴线(B1)旋转。在该内齿轮机械加工方法中,基于螺纹砂轮(11)的砂轮节圆半径的变化量设置轴间角(∑)。

加工内齿轮的刀具.pdf
本发明公开了一种加工内齿轮的刀具,所述刀具为渐开线花键拉刀,所述拉刀从前到后依次设置有前柄部(1)、颈部(2)、过渡锥部(3)、前导部(4)、切削部(5)、校准部(6)和后导部(7),所述拉刀的尾部还包括后柄部(8),所述渐开线花键拉刀的模数为0.15-16,所述渐开线花键拉刀的齿数为21-39,所述渐开线花键拉刀的压力角为23-31度。本发明的加工内齿轮的刀具,通过采用渐开线花键拉刀加工内齿轮,并对渐开线花键拉刀的参数进行了优化,使其能达到更好的加工效果。本发明的加工内齿轮的刀具加工精度优于一般方法,而

薄壁外齿轮内孔的加工方法.pdf
本发明公开一种薄壁外齿轮内孔的加工方法,采取新工艺和夹具解决上述问题。本发明采取的加工步骤:锻造、粗车、调质、半精车、半精车、精车、滚齿、去应力退火、平磨端面、磨内孔、磨齿、齿面氮化;粗车给前半精车留量1.5mm,前半精车给后半精车留量为0.7mm,后半精车给精车留量为0.3mm,分三次车削;磨内孔采用专用夹具,用定位棒使夹具体与工件齿轮同心,之后用夹具体使工件齿轮以一个端面及齿顶定位,再用压板压紧工件齿轮,磨内孔;圆度可以达到0.02mm,直线度可以达到0.003mm;齿面氮化变形后内孔圆度0.08mm

一种内齿轮加工方法.pdf
本发明提供了一种内齿轮加工方法,其步骤包括备料、下料、锻造、热处理和加工,将经过步骤(4)后的齿轮体通过数控车床和加工中心加工后,得到内齿轮成品,通过采用锻造余热等温退火工艺科会直接得到回火马氏体+残余奥氏体组织,这种组织经碳渗、淬火、回火后其回火马氏体以及奥氏体晶粒度均与正火处理的组织接近,符合生产技术要求,同时该工艺生产出的内齿轮硬度高、耐冲击、变形小、连接质量好,满足了工程机械及重型车辆的工况。