
一种内齿轮加工方法.pdf

诗文****仙女

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
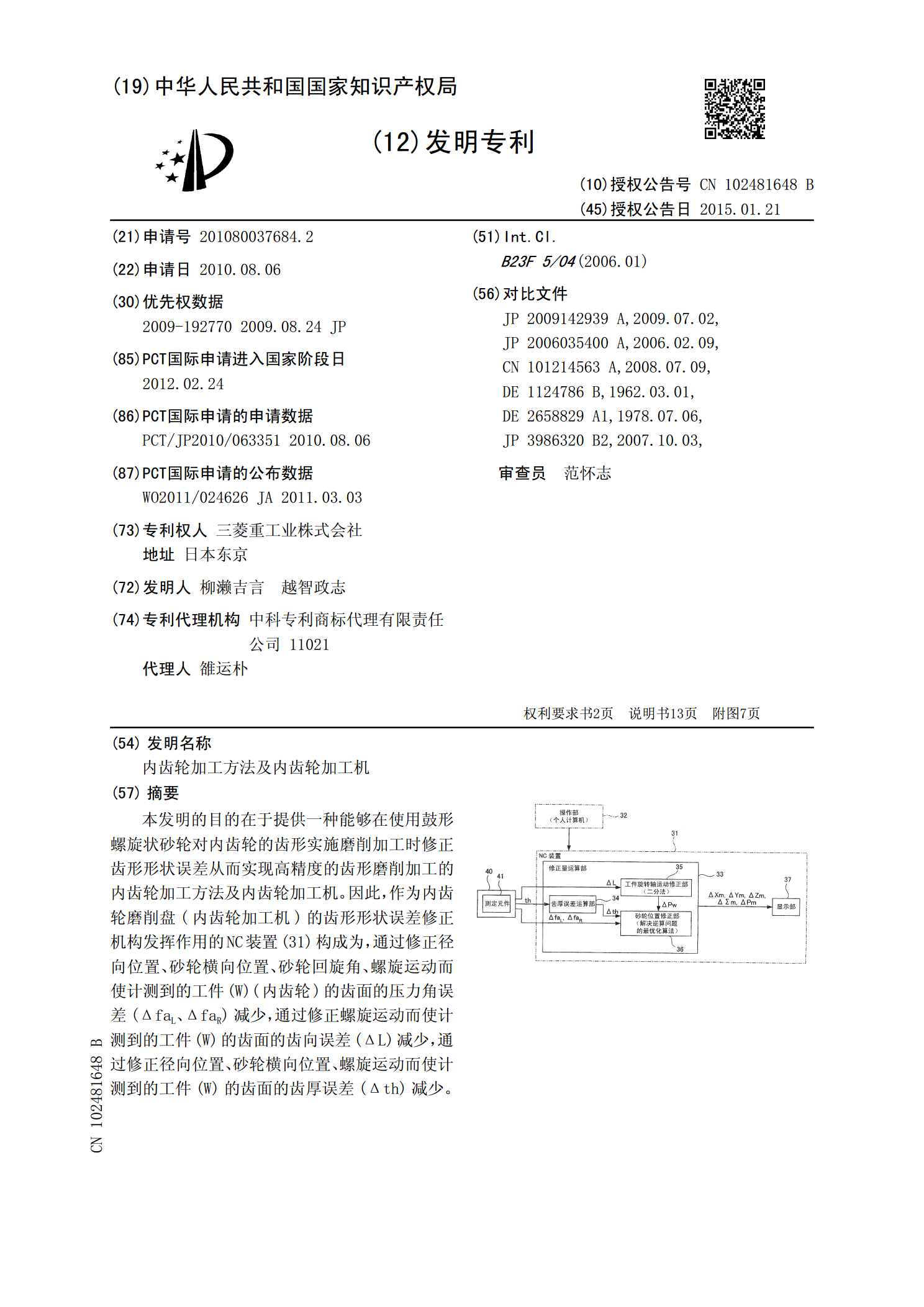
内齿轮加工方法及内齿轮加工机.pdf
本发明的目的在于提供一种能够在使用鼓形螺旋状砂轮对内齿轮的齿形实施磨削加工时修正齿形形状误差从而实现高精度的齿形磨削加工的内齿轮加工方法及内齿轮加工机。因此,作为内齿轮磨削盘(内齿轮加工机)的齿形形状误差修正机构发挥作用的NC装置(31)构成为,通过修正径向位置、砂轮横向位置、砂轮回旋角、螺旋运动而使计测到的工件(W)(内齿轮)的齿面的压力角误差(ΔfaL、ΔfaR)减少,通过修正螺旋运动而使计测到的工件(W)的齿面的齿向误差(ΔL)减少,通过修正径向位置、砂轮横向位置、螺旋运动而使计测到的工件(W)的齿

一种内齿轮加工方法.pdf
本发明提供了一种内齿轮加工方法,其步骤包括备料、下料、锻造、热处理和加工,将经过步骤(4)后的齿轮体通过数控车床和加工中心加工后,得到内齿轮成品,通过采用锻造余热等温退火工艺科会直接得到回火马氏体+残余奥氏体组织,这种组织经碳渗、淬火、回火后其回火马氏体以及奥氏体晶粒度均与正火处理的组织接近,符合生产技术要求,同时该工艺生产出的内齿轮硬度高、耐冲击、变形小、连接质量好,满足了工程机械及重型车辆的工况。

一种精密内齿轮的加工方法.pdf
本发明公开了一种精密内齿轮的加工方法,其特征在于包括以下步骤:选择合适的合金钢;对合金钢进行切削加工,将合金钢切削成为毛坯;对合金钢进行调质热处理;对毛坯进行切削加工,加工成所需要尺寸的齿坯;对齿坯进行热处理,令齿坯达到所需要的硬度要求;使用慢走丝线切割机对齿坯进行线切割,将齿坯切割成为内齿轮所需要齿数和模数的内齿轮。本发明提供的精密内齿轮的加工方法,通过先热处理,再进行线切割加工,从而提高了内齿轮的精度等级和真圆精密度,同时提高了生产效率。
一种内齿轮轮齿的加工方法.pdf
一种内齿轮轮齿的加工方法,包括:加工精度为5级以上、大侧隙的碾压外齿轮;设计碾压外齿轮齿面轮廓形状的高次样条修形曲线;对碾压外齿轮进行磨齿修形加工;加工精度为7~8级的内齿轮毛坯;对内齿轮毛坯进行正火或调质热处理;对内齿轮毛坯进行正转和反转的碾压加工,碾压速度为3~20rpm,碾压速度的递增速度为每分钟4~6rpm,碾压变形量为0.05~0.4mm;对碾压后的内齿轮在高速跑合机上进行渐变荷载和渐变跑合,完成精度为6~7级的内齿轮轮齿加工。本发明提供的内齿轮轮齿加工方法,通过对多种参数的严格制,实现了加工精
一种内齿轮轮齿的加工方法.pdf
一种内齿轮轮齿的加工方法,包括:加工精度为5级以上、大侧隙的碾压外齿轮;设计碾压外齿轮齿面轮廓形状的高次样条修形曲线;对碾压外齿轮进行磨齿修形加工;加工精度为7~8级的内齿轮毛坯;对内齿轮毛坯进行正火或调质热处理;对内齿轮毛坯进行正转和反转的碾压加工,碾压速度为3~20rpm,碾压速度的递增速度为每分钟4~6rpm,碾压变形量为0.05~0.4mm;对碾压后的内齿轮在高速跑合机上进行渐变荷载和渐变跑合,完成精度为6~7级的内齿轮轮齿加工。本发明提供的内齿轮轮齿加工方法,通过对多种参数的严格制,实现了加工精