
一种内燃机凸轮轴毛坯楔横轧精密制坯模锻成形工艺.pdf

冷霜****魔王


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种内燃机凸轮轴毛坯楔横轧精密制坯模锻成形工艺.pdf
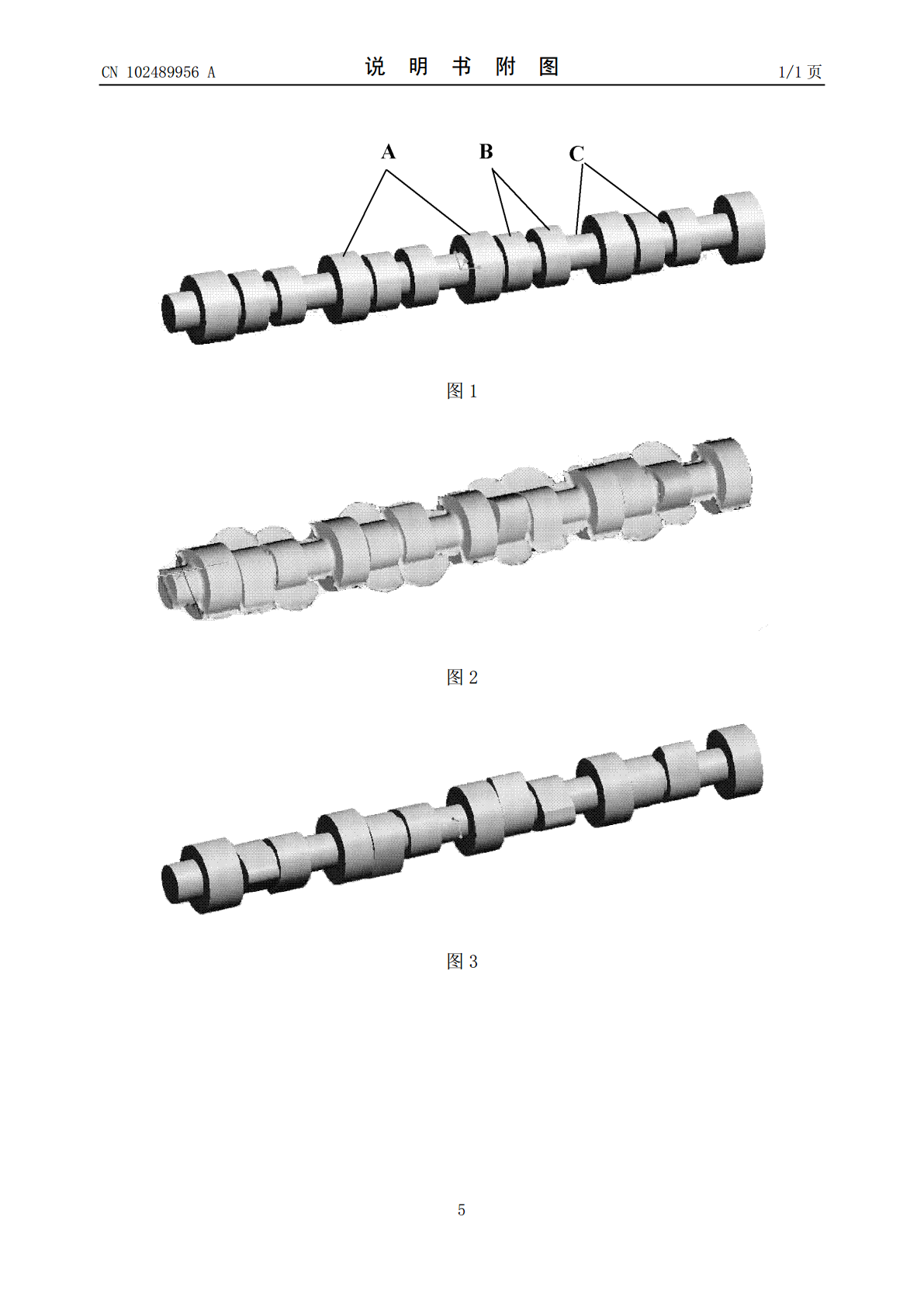
本发明一种内燃机凸轮轴毛坯楔横轧精密制坯模锻成形工艺,其实施步骤为:1)根据凸轮轴毛坯图纸设计楔横轧模具和模锻成形模具;2)将圆棒料按照工艺要求下料,加热至轧制温度,将加热后的圆棒料送入楔横轧机中的楔横轧模具进行轧制,使轴底和轴颈部位达到凸轮轴毛坯的最终图纸要求,凸轮部位依据模锻需要轧制成不同形状和直径的回转体;3)利用轧制余热或再加热,凸轮轴毛坯送入模锻成形模具中,在压力机上进行成形锻造,将预轧成不同形状和直径回转体的凸轮部位按照图纸要求锻出凸轮桃形;切除各凸轮周围飞边,完成凸轮轴毛坯精确成形。本发明有

一种楔横轧凸轮轴毛坯的加工工艺.pdf
本发明公开了一种楔横轧凸轮轴毛坯的加工工艺,包括以下步骤:包括以下工艺流程:S1浇注圆柱;S2、根据凸轮轴毛坯图纸设计楔横轧模具和模锻成形模具;S3、将圆棒料按照工艺要求下料,S4、利用轧制余热或再加热,凸轮轴毛坯送入模锻成形模具中,在压力机上进行成形锻造,将预轧成不同形状和直径回转体的凸轮部位按照图纸要求锻出凸轮桃形;切除各凸轮周围飞边,完成凸轮轴毛坯精确成形。本发明锻造成型容易,锻造出的冷轧辊强度好,使用寿命长,安全可靠,利于大批量的工业化的生产,并减少了锻造过程中出现夹污、充不满的现象,产品的力学性
一种轴承套锻件胎模锻制坯及模具环轧成形工艺.pdf
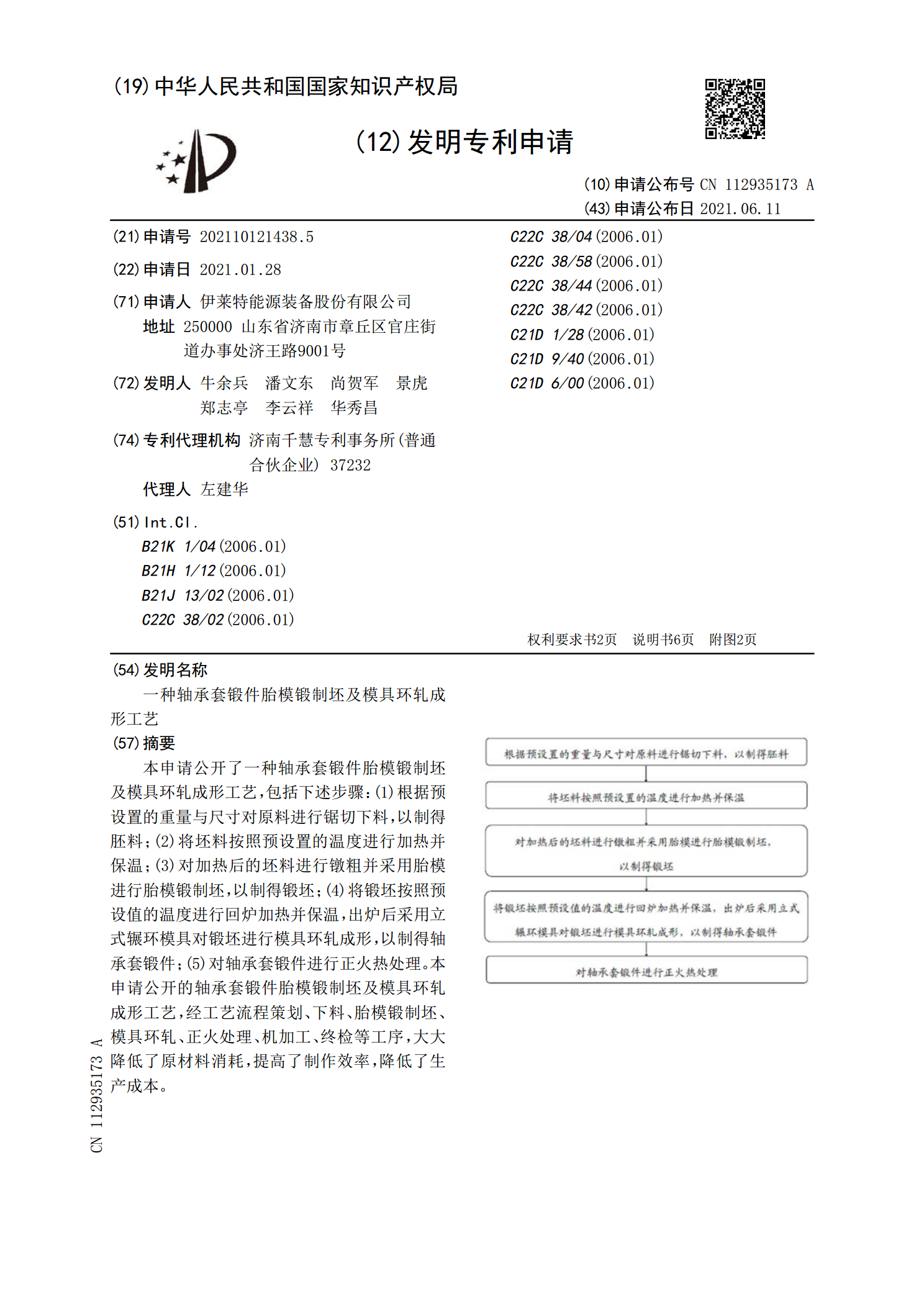
本申请公开了一种轴承套锻件胎模锻制坯及模具环轧成形工艺,包括下述步骤:(1)根据预设置的重量与尺寸对原料进行锯切下料,以制得胚料;(2)将坯料按照预设置的温度进行加热并保温;(3)对加热后的坯料进行镦粗并采用胎模进行胎模锻制坯,以制得锻坯;(4)将锻坯按照预设值的温度进行回炉加热并保温,出炉后采用立式辗环模具对锻坯进行模具环轧成形,以制得轴承套锻件;(5)对轴承套锻件进行正火热处理。本申请公开的轴承套锻件胎模锻制坯及模具环轧成形工艺,经工艺流程策划、下料、胎模锻制坯、模具环轧、正火处理、机加工、终检等工序
楔横轧轴类毛坯的加工工艺方法.pdf
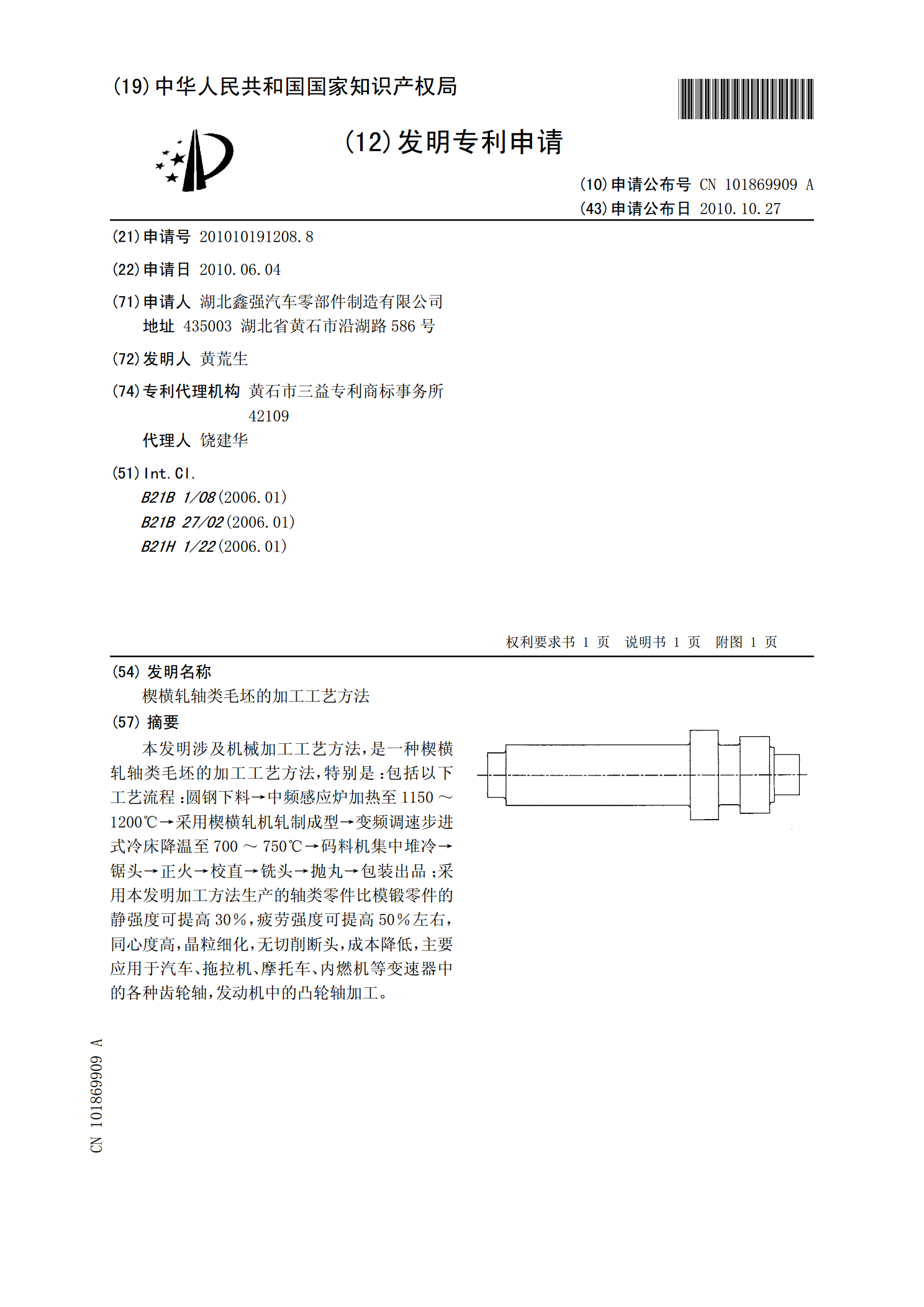
本发明涉及机械加工工艺方法,是一种楔横轧轴类毛坯的加工工艺方法,特别是:包括以下工艺流程:圆钢下料→中频感应炉加热至1150~1200℃→采用楔横轧机轧制成型→变频调速步进式冷床降温至700~750℃→码料机集中堆冷→锯头→正火→校直→铣头→抛丸→包装出品;采用本发明加工方法生产的轴类零件比模锻零件的静强度可提高30%,疲劳强度可提高50%左右,同心度高,晶粒细化,无切削断头,成本降低,主要应用于汽车、拖拉机、摩托车、内燃机等变速器中的各种齿轮轴,发动机中的凸轮轴加工。

盲孔轴板式楔横轧成形工艺及装置.pdf
本发明涉及金属塑性成形工艺与装备技术领域,提供了一种盲孔轴板式楔横轧成形工艺及装置,所述装置包括两个芯棒、两个板式楔横轧模具、芯棒驱动单元和模具驱动单元;两个所述板式楔横轧模具布置在实心圆棒料的径向两侧;两个所述芯棒具有轴向进给运动和随动旋转运动,分别布置在实心圆棒料的轴向两侧。所述工艺包括:下料、设计或选择芯棒及轧辊、实心圆棒料加热到设定变形温度、实心圆棒料被所述装置轧制成两侧带孔的盲孔轴零件。本发明具有楔横轧的成形高效率、成形精度高的特点,尤其是板式楔横轧结构适合大断面收缩率轧制或者带切刀成对轧制,在