
一种轴承套锻件胎模锻制坯及模具环轧成形工艺.pdf

是笛****加盟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轴承套锻件胎模锻制坯及模具环轧成形工艺.pdf
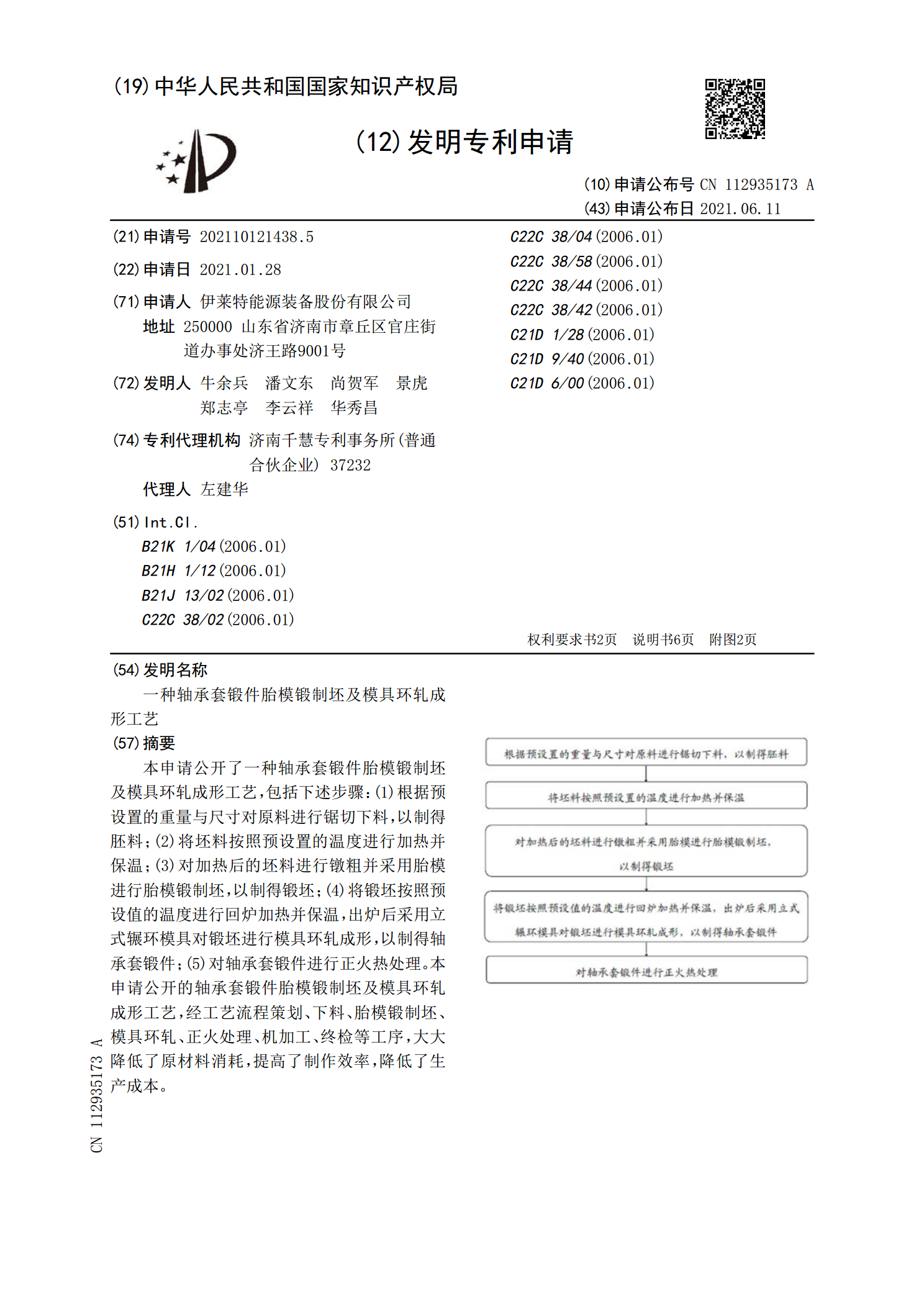
本申请公开了一种轴承套锻件胎模锻制坯及模具环轧成形工艺,包括下述步骤:(1)根据预设置的重量与尺寸对原料进行锯切下料,以制得胚料;(2)将坯料按照预设置的温度进行加热并保温;(3)对加热后的坯料进行镦粗并采用胎模进行胎模锻制坯,以制得锻坯;(4)将锻坯按照预设值的温度进行回炉加热并保温,出炉后采用立式辗环模具对锻坯进行模具环轧成形,以制得轴承套锻件;(5)对轴承套锻件进行正火热处理。本申请公开的轴承套锻件胎模锻制坯及模具环轧成形工艺,经工艺流程策划、下料、胎模锻制坯、模具环轧、正火处理、机加工、终检等工序
一种风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺.pdf
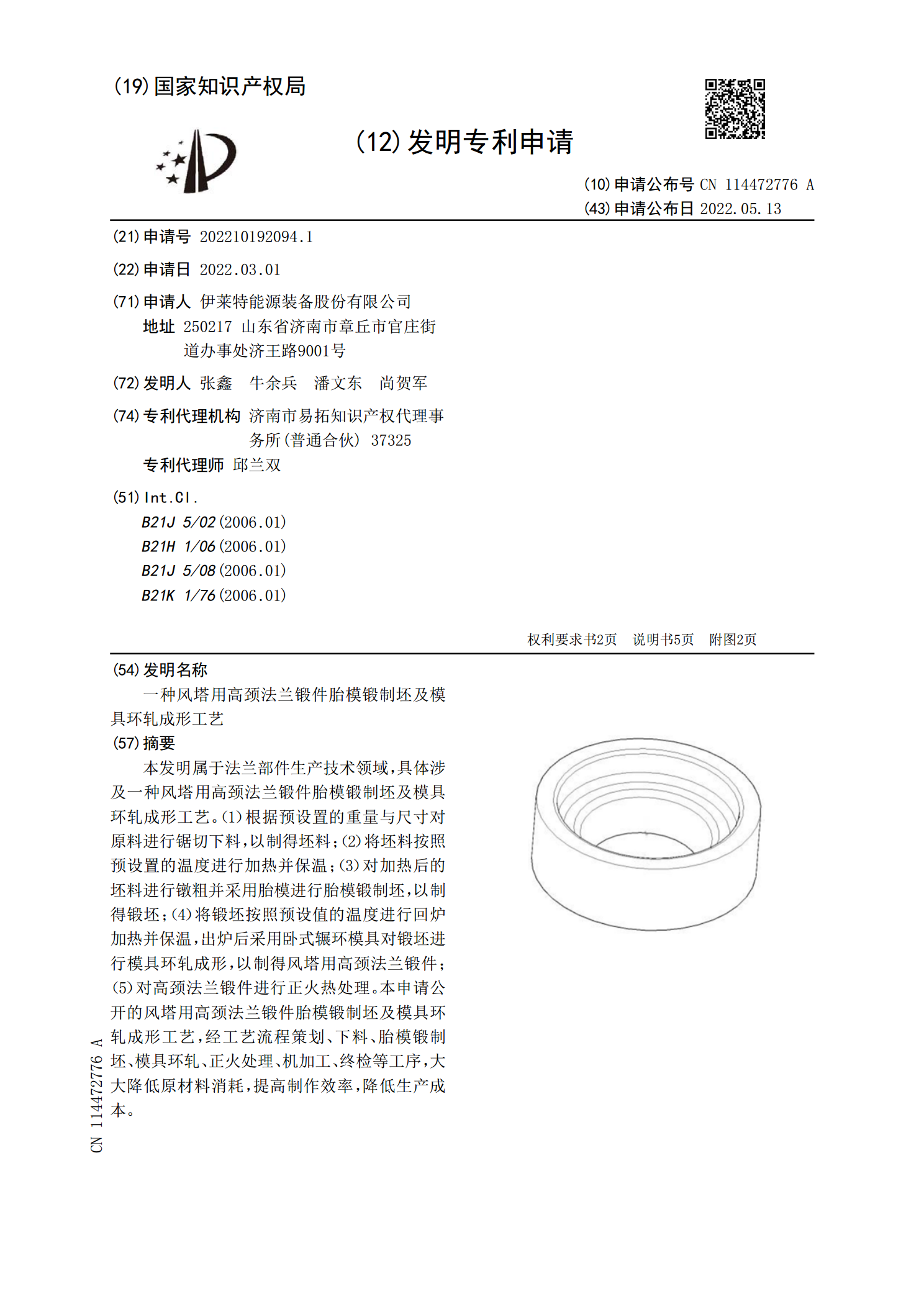
本发明属于法兰部件生产技术领域,具体涉及一种风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺。(1)根据预设置的重量与尺寸对原料进行锯切下料,以制得坯料;(2)将坯料按照预设置的温度进行加热并保温;(3)对加热后的坯料进行镦粗并采用胎模进行胎模锻制坯,以制得锻坯;(4)将锻坯按照预设值的温度进行回炉加热并保温,出炉后采用卧式辗环模具对锻坯进行模具环轧成形,以制得风塔用高颈法兰锻件;(5)对高颈法兰锻件进行正火热处理。本申请公开的风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺,经工艺流程策划、下料、胎模锻制坯

半球截面轴承套锻件辗轧成形工艺的优化与模拟.docx
半球截面轴承套锻件辗轧成形工艺的优化与模拟半球截面轴承套锻件是一种应用广泛的关键零部件,其质量和性能直接影响着整个机械设备的使用寿命和可靠性。在制造过程中,辗轧是一种常用的加工方法,可以在提高生产效率的同时,提高产品质量和性能。因此,将半球截面轴承套锻件辗轧成形工艺进行优化与模拟研究具有重要意义。首先,我们需要了解半球截面轴承套锻件辗轧成形工艺的基本原理。辗轧过程实际上是通过将金属材料通过不同大小的滚轮进行挤压和塑性变形,使其形成所需的形状和尺寸。辗轧过程中,滚轮的直径选择、辗轧速度和辗轧压力等参数都会对

铝合金叉形模锻件的制坯工艺研究.docx
铝合金叉形模锻件的制坯工艺研究铝合金叉形模锻件的制坯工艺研究摘要:随着航空、汽车和船舶等行业的不断发展,铝合金作为一种重要的结构材料,其需求量越来越大。铝合金叉形模锻件作为一种关键零部件,其制造工艺的研究对于提高产品质量和减少生产成本具有重要意义。本文通过对铝合金叉形模锻件的制坯工艺进行分析和研究,旨在为相关行业提供指导和参考。1.引言铝合金作为一种轻质、高强度、耐腐蚀的材料,在航空航天、汽车和船舶等领域得到了广泛应用。铝合金叉形模锻件作为这些行业的关键零部件之一,其制造工艺对于产品质量和生产成本具有重要

铝合金叉形模锻件的制坯工艺研究.docx
铝合金叉形模锻件的制坯工艺研究铝合金叉形模锻件的制坯工艺研究摘要:铝合金叉形模锻件因其在航空、汽车、农机等领域的广泛应用,对其制坯工艺进行研究具有重要意义。本文通过文献综述和实验研究,对铝合金叉形模锻件的制坯工艺进行了深入探讨,提出了一种可行的工艺方案。1.引言铝合金叉形模锻件以其优异的性能和广泛的应用前景而备受关注。制造这种叉形模锻件的关键在于合适的制坯工艺,影响着最终产品的质量和性能。本文围绕铝合金叉形模锻件的制坯工艺进行研究,旨在提出一种可行性高、效果优秀的制坯工艺。2.铝合金叉形模锻件的工艺特点铝