
一种楔横轧凸轮轴毛坯的加工工艺.pdf

代瑶****zy


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种楔横轧凸轮轴毛坯的加工工艺.pdf
本发明公开了一种楔横轧凸轮轴毛坯的加工工艺,包括以下步骤:包括以下工艺流程:S1浇注圆柱;S2、根据凸轮轴毛坯图纸设计楔横轧模具和模锻成形模具;S3、将圆棒料按照工艺要求下料,S4、利用轧制余热或再加热,凸轮轴毛坯送入模锻成形模具中,在压力机上进行成形锻造,将预轧成不同形状和直径回转体的凸轮部位按照图纸要求锻出凸轮桃形;切除各凸轮周围飞边,完成凸轮轴毛坯精确成形。本发明锻造成型容易,锻造出的冷轧辊强度好,使用寿命长,安全可靠,利于大批量的工业化的生产,并减少了锻造过程中出现夹污、充不满的现象,产品的力学性
楔横轧轴类毛坯的加工工艺方法.pdf
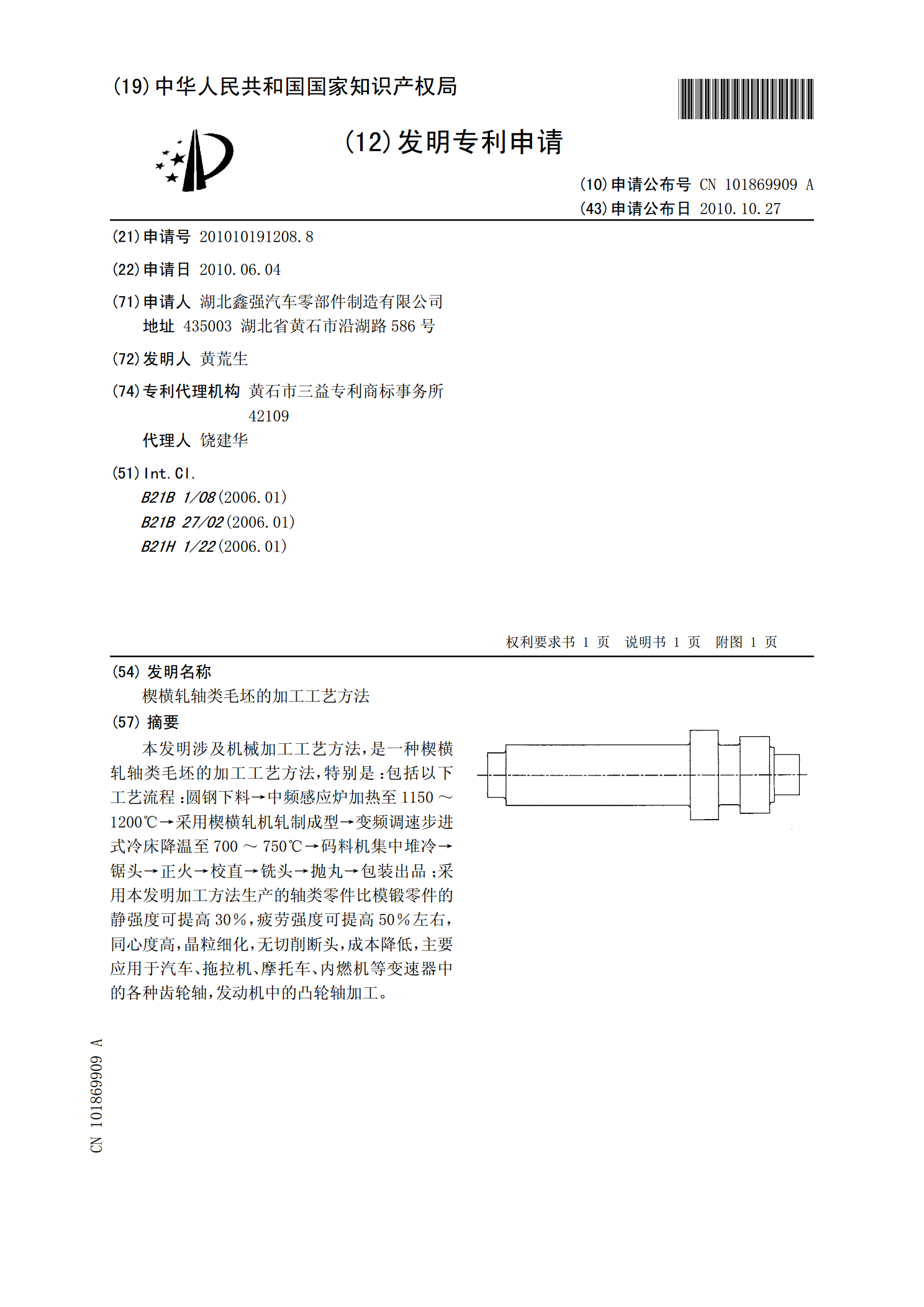
本发明涉及机械加工工艺方法,是一种楔横轧轴类毛坯的加工工艺方法,特别是:包括以下工艺流程:圆钢下料→中频感应炉加热至1150~1200℃→采用楔横轧机轧制成型→变频调速步进式冷床降温至700~750℃→码料机集中堆冷→锯头→正火→校直→铣头→抛丸→包装出品;采用本发明加工方法生产的轴类零件比模锻零件的静强度可提高30%,疲劳强度可提高50%左右,同心度高,晶粒细化,无切削断头,成本降低,主要应用于汽车、拖拉机、摩托车、内燃机等变速器中的各种齿轮轴,发动机中的凸轮轴加工。

一种内燃机凸轮轴毛坯楔横轧精密制坯模锻成形工艺.pdf
本发明一种内燃机凸轮轴毛坯楔横轧精密制坯模锻成形工艺,其实施步骤为:1)根据凸轮轴毛坯图纸设计楔横轧模具和模锻成形模具;2)将圆棒料按照工艺要求下料,加热至轧制温度,将加热后的圆棒料送入楔横轧机中的楔横轧模具进行轧制,使轴底和轴颈部位达到凸轮轴毛坯的最终图纸要求,凸轮部位依据模锻需要轧制成不同形状和直径的回转体;3)利用轧制余热或再加热,凸轮轴毛坯送入模锻成形模具中,在压力机上进行成形锻造,将预轧成不同形状和直径回转体的凸轮部位按照图纸要求锻出凸轮桃形;切除各凸轮周围飞边,完成凸轮轴毛坯精确成形。本发明有

一种楔横轧生产加工设备.pdf
本发明涉及一种楔横轧生产加工设备,包括圆钢跟送机构、缓冲承接机构、圆钢夹紧输送机构、缓冲定位机构、第二光电传感器和第三光电传感器;所述缓冲承接机构包括承接板、第二气缸和弹簧;所述圆钢夹紧输送机构包括圆钢转动驱动装置和圆钢平移驱动装置,所述圆钢转动驱动装置包括变频电机、支座、主动轮和旋转轴;所述圆钢平移驱动装置包括步进电机、丝杠、移动块、推杆、传动杆和偏摆轮;所述缓冲定位机构包括第三气缸、气泵和第一光电传感器;所述第二光电传感器和第三光电传感器在楔横轧机内部,所述第二光电传感器与变频电机电磁阀线路连接,所述
楔横轧工艺在汽车半轴.ppt
楔横轧工艺在汽车半轴生产中的应用一、前言2)摆碾机锻造。用摆碾机使半轴的头部成形,而杆部再利用车削的方法达到形状要求是许多中小型工厂普遍采用的生产工艺。其工艺过程是:首先对坯料进行局部加热,在油压机或螺旋压力机上进行端头墩粗,当金属聚集到一定程度之后,再到摆碾机上进行头部摆碾成型。该工艺特点是,一般需两火加热,因此能耗大生产效率低。4以上两种典型工艺方法,均采用局部墩粗工艺使头部成形而杆部不参加变形。而杆部成形最终是依靠机加工的方法来达到所要求的形状尺寸,这样杆部纤维切断,影响了杆部机械性能,而且材料利用