
高精度数控转子磨床.pdf

悠柔****找我


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高精度数控转子磨床.pdf
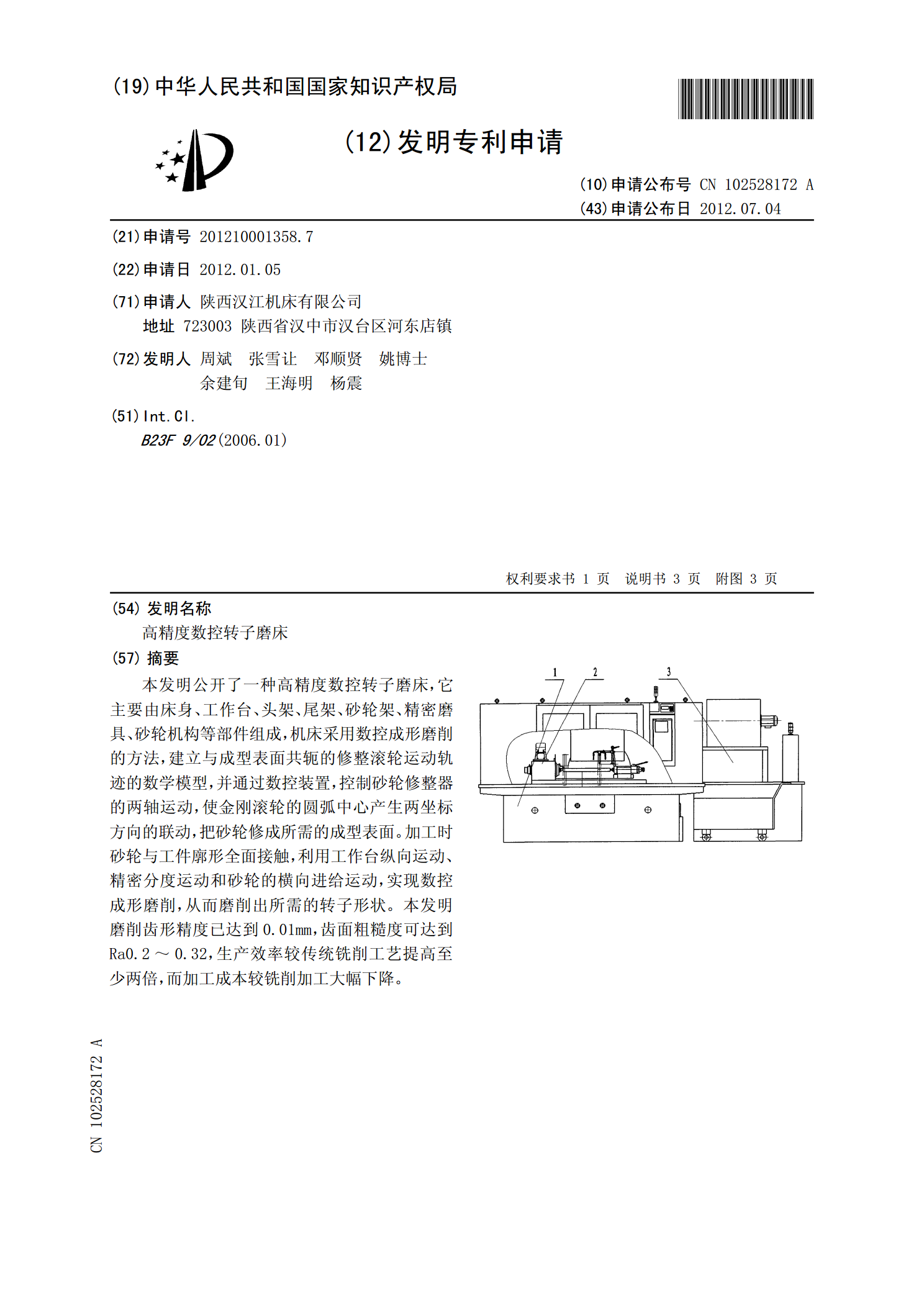
本发明公开了一种高精度数控转子磨床,它主要由床身、工作台、头架、尾架、砂轮架、精密磨具、砂轮机构等部件组成,机床采用数控成形磨削的方法,建立与成型表面共轭的修整滚轮运动轨迹的数学模型,并通过数控装置,控制砂轮修整器的两轴运动,使金刚滚轮的圆弧中心产生两坐标方向的联动,把砂轮修成所需的成型表面。加工时砂轮与工件廓形全面接触,利用工作台纵向运动、精密分度运动和砂轮的横向进给运动,实现数控成形磨削,从而磨削出所需的转子形状。本发明磨削齿形精度已达到0.01mm,齿面粗糙度可达到Ra0.2~0.32,生产效率较传

高精度数控螺杆转子磨床动态性能及精度分析与优化研究.docx
高精度数控螺杆转子磨床动态性能及精度分析与优化研究摘要:磨床是一种广泛应用于各种工业领域的机床。本文主要讨论了高精度数控螺杆转子磨床的动态性能和精度分析与优化。通过对磨床结构进行分析,本文发现了磨床主轴旋转的不稳定性问题,并试图通过改变轴承结构和优化动态控制系统的方法来解决这个问题。通过对磨削传递过程的规律和机床动态精度的分析与研究,本文进一步确认了该磨床的加工精度能够满足高精度加工的要求。该研究具有理论与实践意义,能够为高精度数控磨床的研发和应用提供一定的参考价值。关键词:磨床;动态性能;精度分析;优化

一种高精度磨削的数控磨床.pdf
本发明提供了一种高精度磨削的数控磨床,其采用双磨头结构加工内孔和外齿以保证齿轮内孔和外齿的位置精度,采用双回转工作台结构加工环形分布孔以保证环形分布孔之间的位置精度,上述加工均在一次装夹后进行,无需多次装夹,以保证整体的位置精度较高。本发明具有结构简单、设计巧妙、一次装夹、定位精度高、无多次装夹造成的位置精度误差等优点。
一种高精度数控内圆磨床.pdf
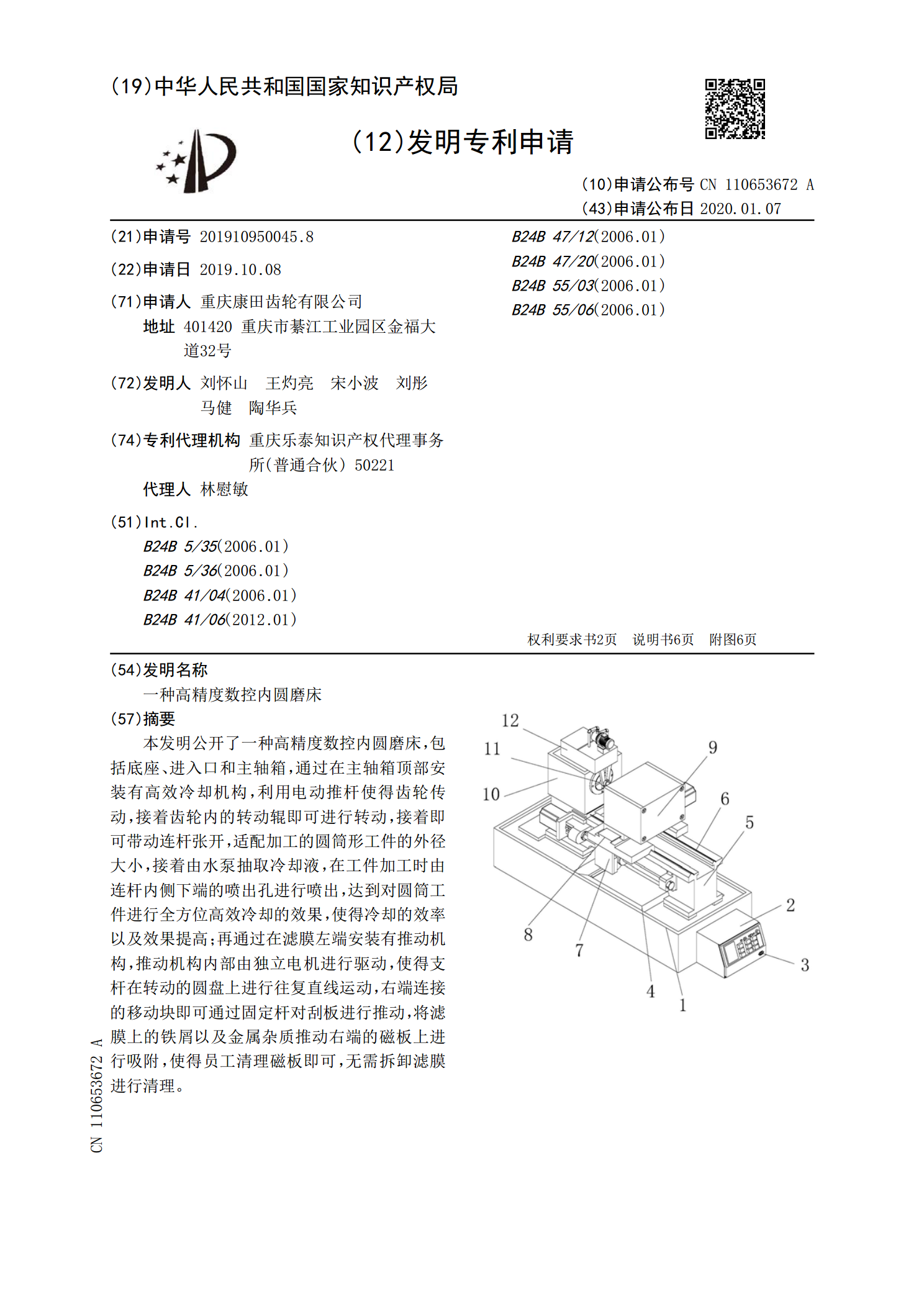
本发明公开了一种高精度数控内圆磨床,包括底座、进入口和主轴箱,通过在主轴箱顶部安装有高效冷却机构,利用电动推杆使得齿轮传动,接着齿轮内的转动辊即可进行转动,接着即可带动连杆张开,适配加工的圆筒形工件的外径大小,接着由水泵抽取冷却液,在工件加工时由连杆内侧下端的喷出孔进行喷出,达到对圆筒工件进行全方位高效冷却的效果,使得冷却的效率以及效果提高;再通过在滤膜左端安装有推动机构,推动机构内部由独立电机进行驱动,使得支杆在转动的圆盘上进行往复直线运动,右端连接的移动块即可通过固定杆对刮板进行推动,将滤膜上的铁屑以
一种高精度双面数控磨床机构.pdf
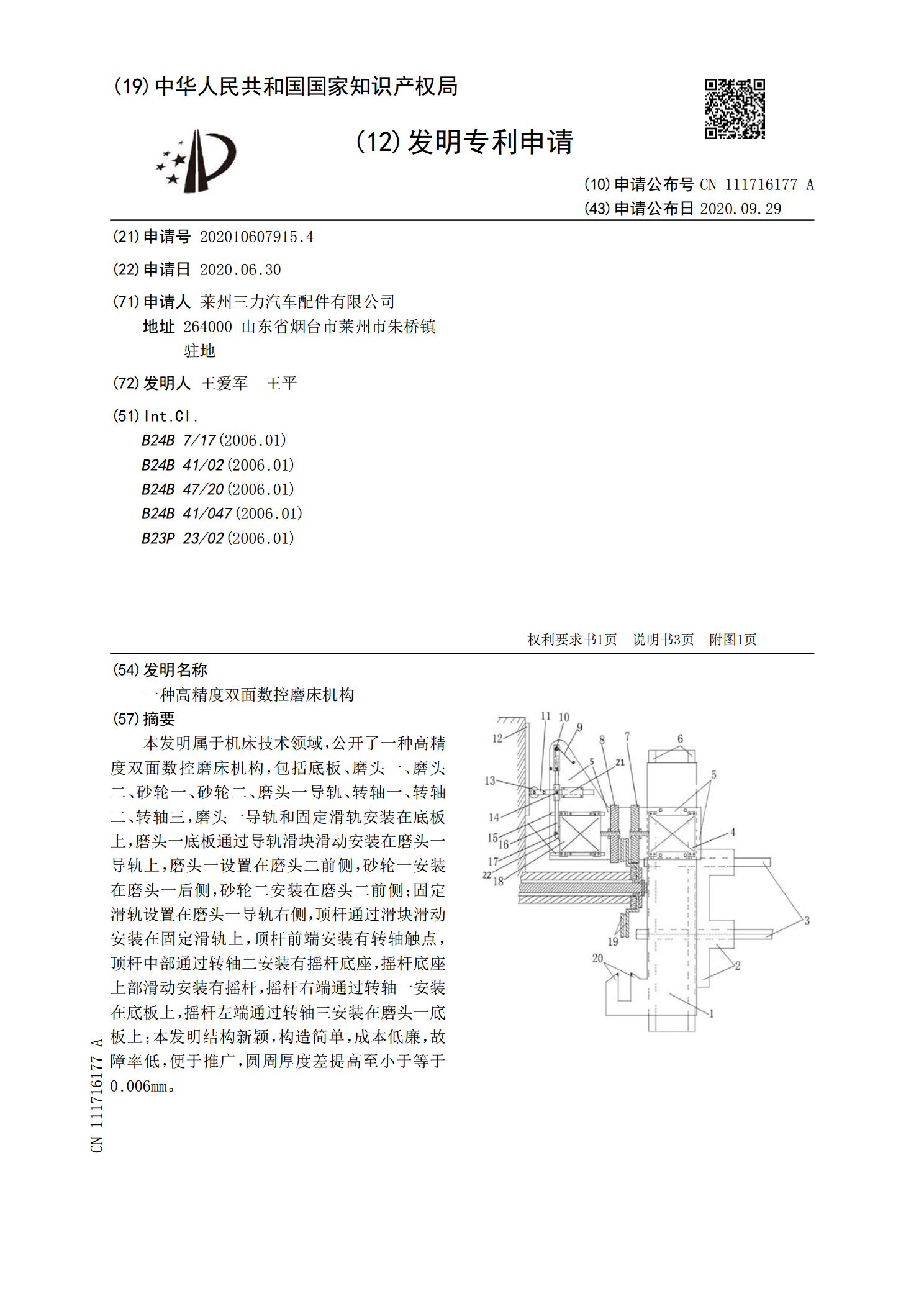
本发明属于机床技术领域,公开了一种高精度双面数控磨床机构,包括底板、磨头一、磨头二、砂轮一、砂轮二、磨头一导轨、转轴一、转轴二、转轴三,磨头一导轨和固定滑轨安装在底板上,磨头一底板通过导轨滑块滑动安装在磨头一导轨上,磨头一设置在磨头二前侧,砂轮一安装在磨头一后侧,砂轮二安装在磨头二前侧;固定滑轨设置在磨头一导轨右侧,顶杆通过滑块滑动安装在固定滑轨上,顶杆前端安装有转轴触点,顶杆中部通过转轴二安装有摇杆底座,摇杆底座上部滑动安装有摇杆,摇杆右端通过转轴一安装在底板上,摇杆左端通过转轴三安装在磨头一底板上;本