
新型被动锥齿轮的压淬工艺.pdf

元枫****文章


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

新型被动锥齿轮的压淬工艺.pdf
本发明公开了一种新型被动锥齿轮的压淬工艺,包括第一步压淬步骤,第二步压淬步骤,外环压力点1在锥齿轮底平面0.7mm台阶垂直法线向上所对应的齿顶位置1,内环压力点2在齿轮内直口平台位置2。第一步压淬时间为10s,喷油量为780L/min。第二步压淬时间为240s,喷油量为400L/min。压淬过程中内环压力为4MPa,外环压力为2MPa。压淬过程中压力脉动频率为10次/min,每步施压5s,卸压1s。减小锥齿轮的变形,延长锥齿轮的使用寿命,改善产品质量,满足了被动锥齿轮的技术要求。

一种整体式被动锥齿轮自动化压淬结构.pdf
本发明公开了一种整体式被动锥齿轮自动化压淬结构,涉及自动化压淬技术领域;而本发明包括有驱动机构,驱动机构的顶端设有偏转机构,且偏转机构与驱动机构传动连接,偏转机构的顶端滑动设有移动机构,且移动机构与驱动机构传动连接,移动机构远离偏转机构的一端固定连接有两个夹持机构,利用驱动机构首先带动夹持机构对整体式被动锥齿轮进行夹持固定,随后再利用驱动机构带动移动机构移动,对整体式被动锥齿轮进行运输,最后利用驱动机构使移动机构和夹持机构能够复位,以此来实现整体式被动锥齿轮的自动上料,通过调节夹持机构的夹持爪的位置,使夹

锥齿轮热处理双排连续渗碳、压淬生产线及其生产工艺.pdf
本发明公开了一种锥齿轮热处理双排连续渗碳、压淬生产线及其生产工艺,在淬火压床和压淬保温炉之间设置能360°旋转的机器人进行转运,转运时间短,控制在13s以内,避免了工件长时间在空气中暴露而氧化,保证了工件的高表面硬度,提高使用寿命;在一条生产线中设计双排热处理线,采用带有两个油槽的淬火油槽和一个压淬保温炉,结合提高推料速度或温度控制,使其可以生产两种性能指标的锥齿轮,节省了一条生产线,提高了生产效率。
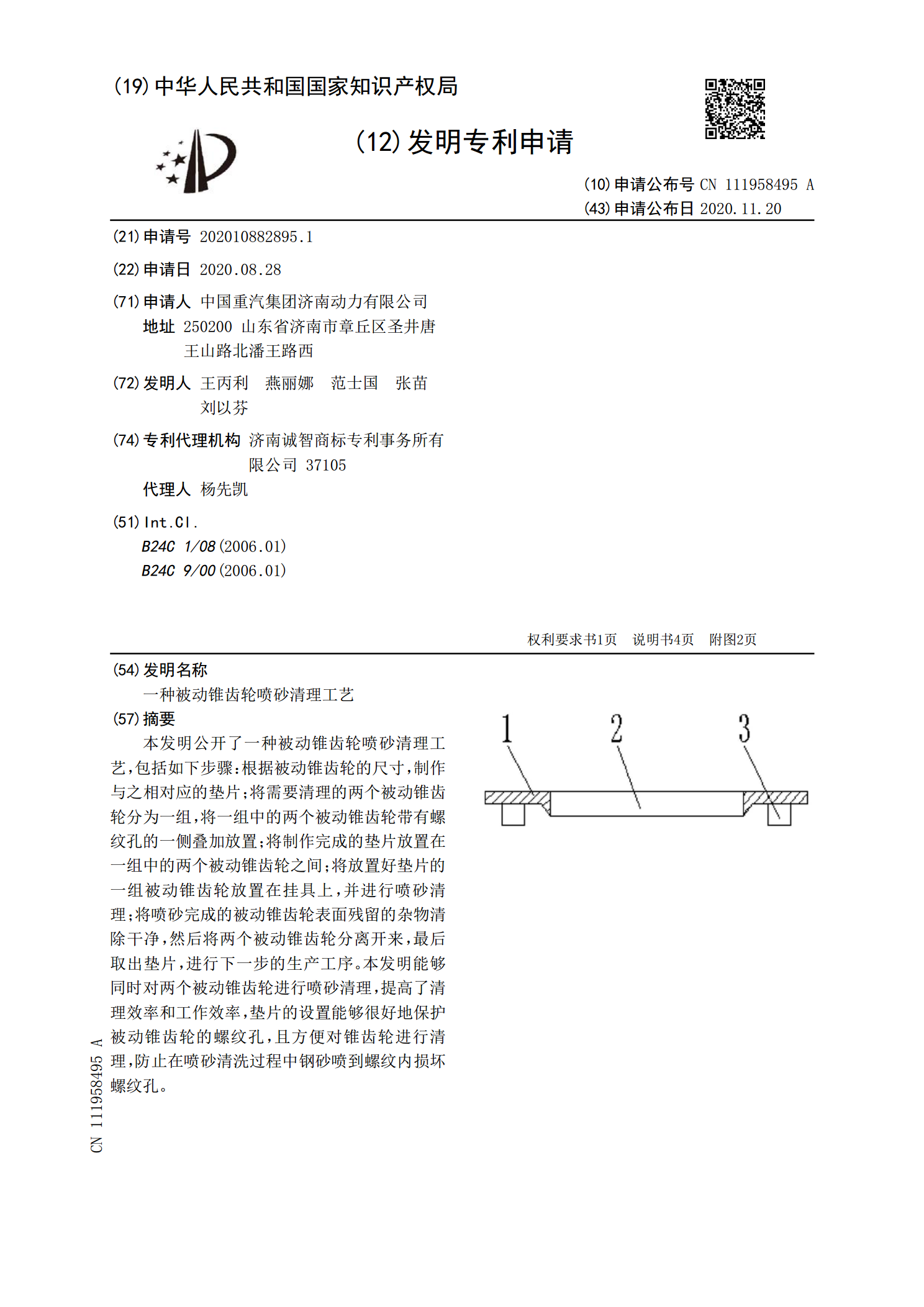
一种被动锥齿轮喷砂清理工艺.pdf
本发明公开了一种被动锥齿轮喷砂清理工艺,包括如下步骤:根据被动锥齿轮的尺寸,制作与之相对应的垫片;将需要清理的两个被动锥齿轮分为一组,将一组中的两个被动锥齿轮带有螺纹孔的一侧叠加放置;将制作完成的垫片放置在一组中的两个被动锥齿轮之间;将放置好垫片的一组被动锥齿轮放置在挂具上,并进行喷砂清理;将喷砂完成的被动锥齿轮表面残留的杂物清除干净,然后将两个被动锥齿轮分离开来,最后取出垫片,进行下一步的生产工序。本发明能够同时对两个被动锥齿轮进行喷砂清理,提高了清理效率和工作效率,垫片的设置能够很好地保护被动锥齿轮的
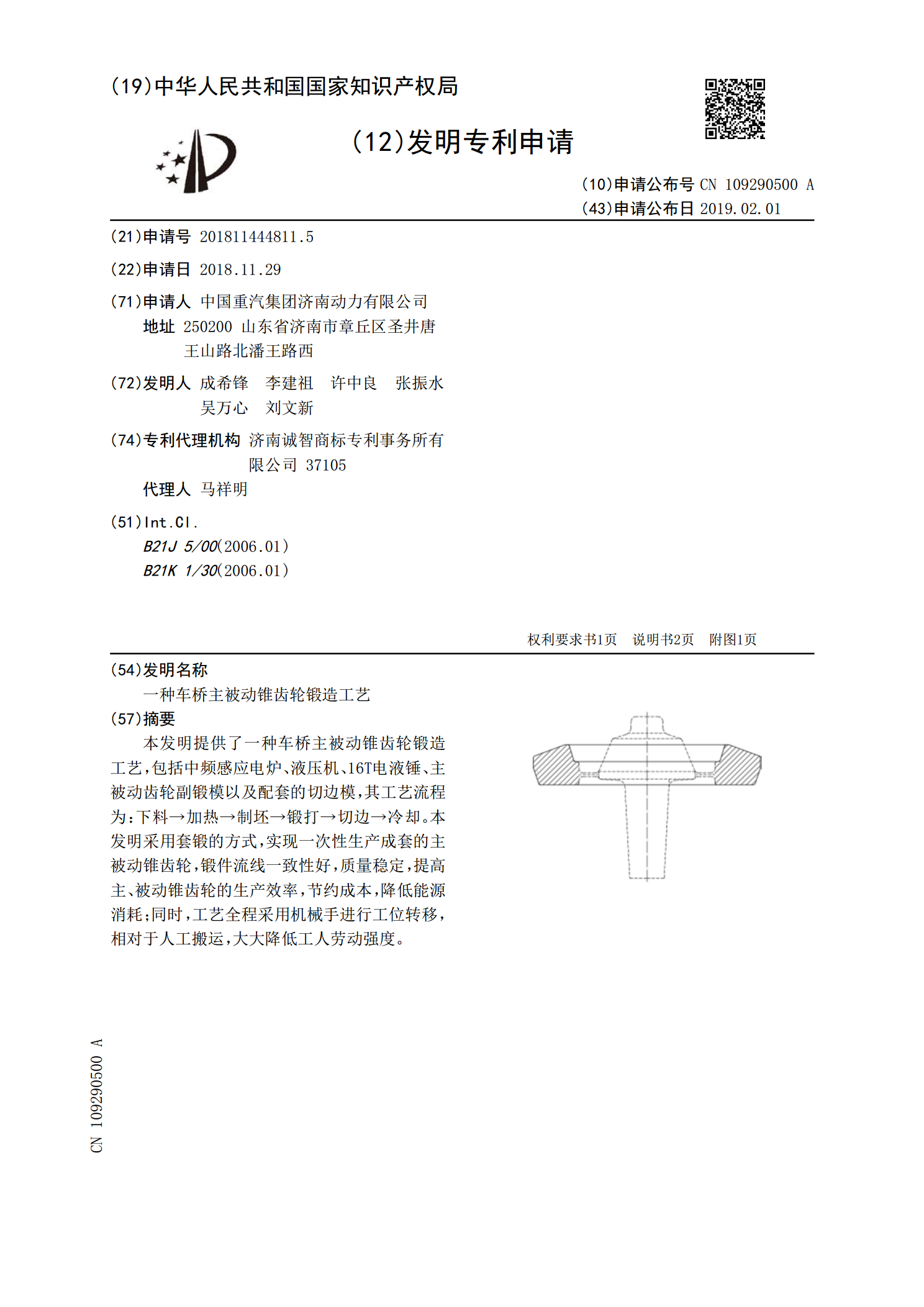
一种车桥主被动锥齿轮锻造工艺.pdf
本发明提供了一种车桥主被动锥齿轮锻造工艺,包括中频感应电炉、液压机、16T电液锤、主被动齿轮副锻模以及配套的切边模,其工艺流程为:下料→加热→制坯→锻打→切边→冷却。本发明采用套锻的方式,实现一次性生产成套的主被动锥齿轮,锻件流线一致性好,质量稳定,提高主、被动锥齿轮的生产效率,节约成本,降低能源消耗;同时,工艺全程采用机械手进行工位转移,相对于人工搬运,大大降低工人劳动强度。