
一种被动锥齿轮喷砂清理工艺.pdf

如灵****姐姐


1/8
2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种被动锥齿轮喷砂清理工艺.pdf
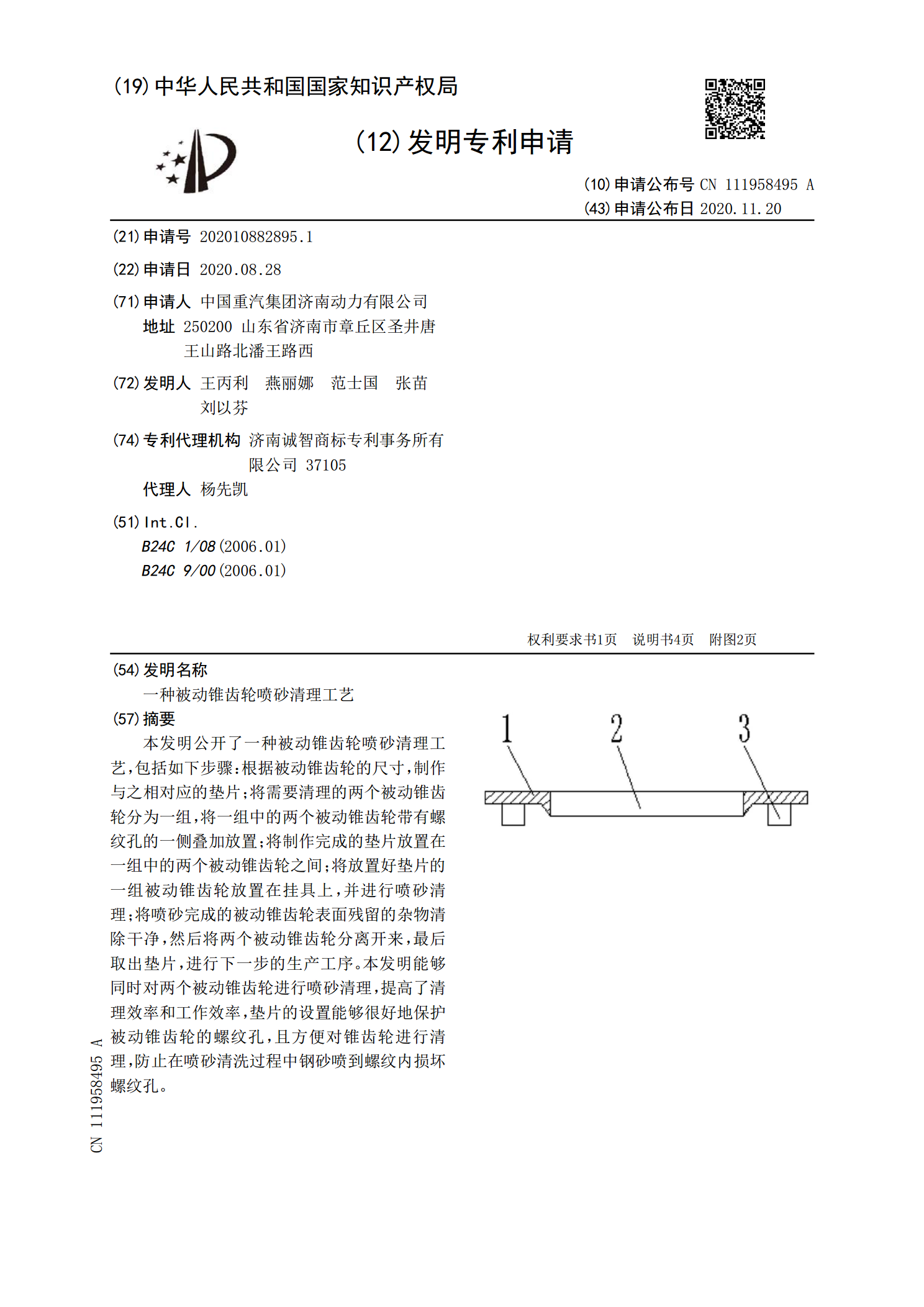
本发明公开了一种被动锥齿轮喷砂清理工艺,包括如下步骤:根据被动锥齿轮的尺寸,制作与之相对应的垫片;将需要清理的两个被动锥齿轮分为一组,将一组中的两个被动锥齿轮带有螺纹孔的一侧叠加放置;将制作完成的垫片放置在一组中的两个被动锥齿轮之间;将放置好垫片的一组被动锥齿轮放置在挂具上,并进行喷砂清理;将喷砂完成的被动锥齿轮表面残留的杂物清除干净,然后将两个被动锥齿轮分离开来,最后取出垫片,进行下一步的生产工序。本发明能够同时对两个被动锥齿轮进行喷砂清理,提高了清理效率和工作效率,垫片的设置能够很好地保护被动锥齿轮的
一种车桥主被动锥齿轮锻造工艺.pdf
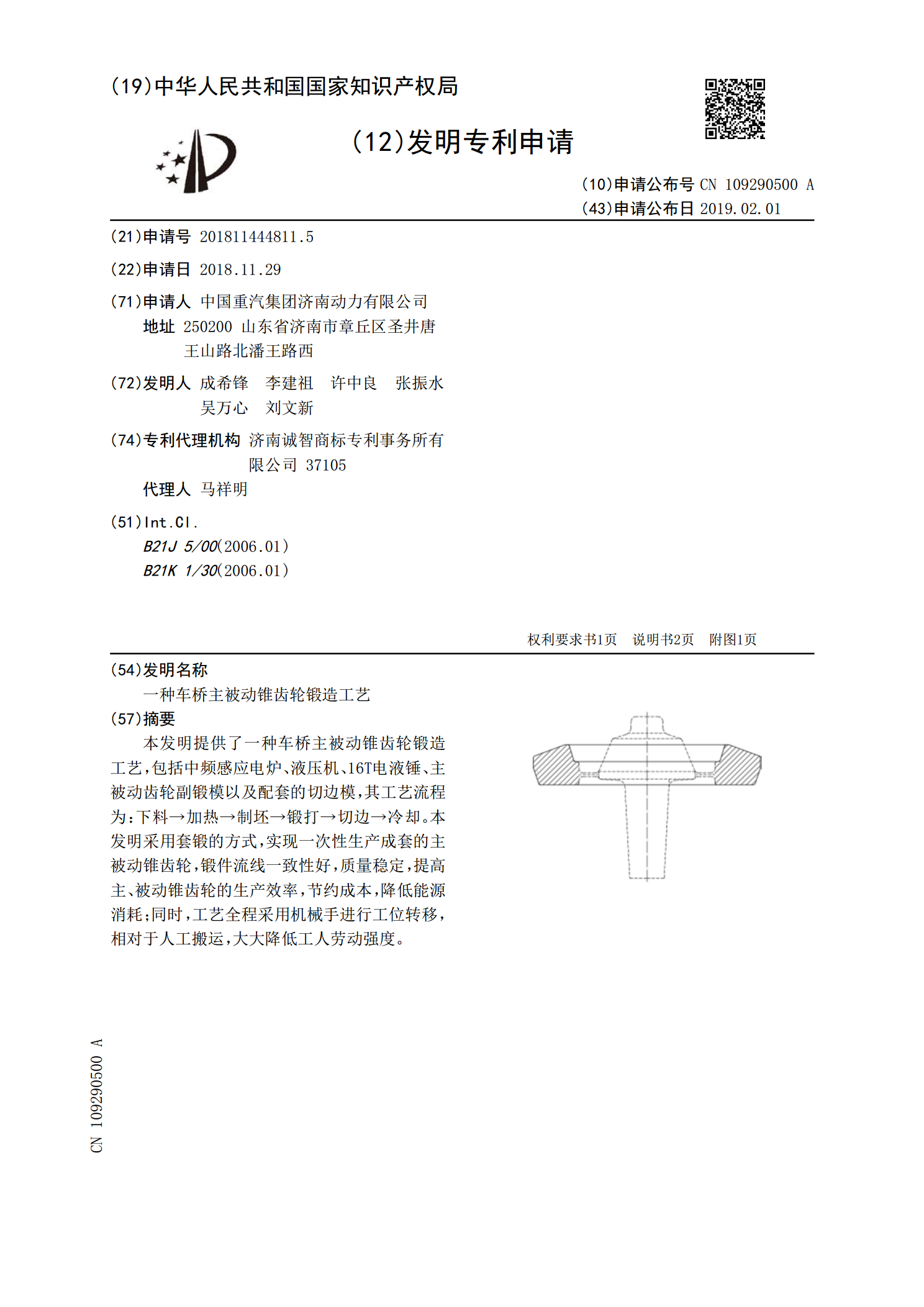
本发明提供了一种车桥主被动锥齿轮锻造工艺,包括中频感应电炉、液压机、16T电液锤、主被动齿轮副锻模以及配套的切边模,其工艺流程为:下料→加热→制坯→锻打→切边→冷却。本发明采用套锻的方式,实现一次性生产成套的主被动锥齿轮,锻件流线一致性好,质量稳定,提高主、被动锥齿轮的生产效率,节约成本,降低能源消耗;同时,工艺全程采用机械手进行工位转移,相对于人工搬运,大大降低工人劳动强度。

新型被动锥齿轮的压淬工艺.pdf
本发明公开了一种新型被动锥齿轮的压淬工艺,包括第一步压淬步骤,第二步压淬步骤,外环压力点1在锥齿轮底平面0.7mm台阶垂直法线向上所对应的齿顶位置1,内环压力点2在齿轮内直口平台位置2。第一步压淬时间为10s,喷油量为780L/min。第二步压淬时间为240s,喷油量为400L/min。压淬过程中内环压力为4MPa,外环压力为2MPa。压淬过程中压力脉动频率为10次/min,每步施压5s,卸压1s。减小锥齿轮的变形,延长锥齿轮的使用寿命,改善产品质量,满足了被动锥齿轮的技术要求。
一种螺旋锥齿轮被动齿轮起吊夹具.pdf
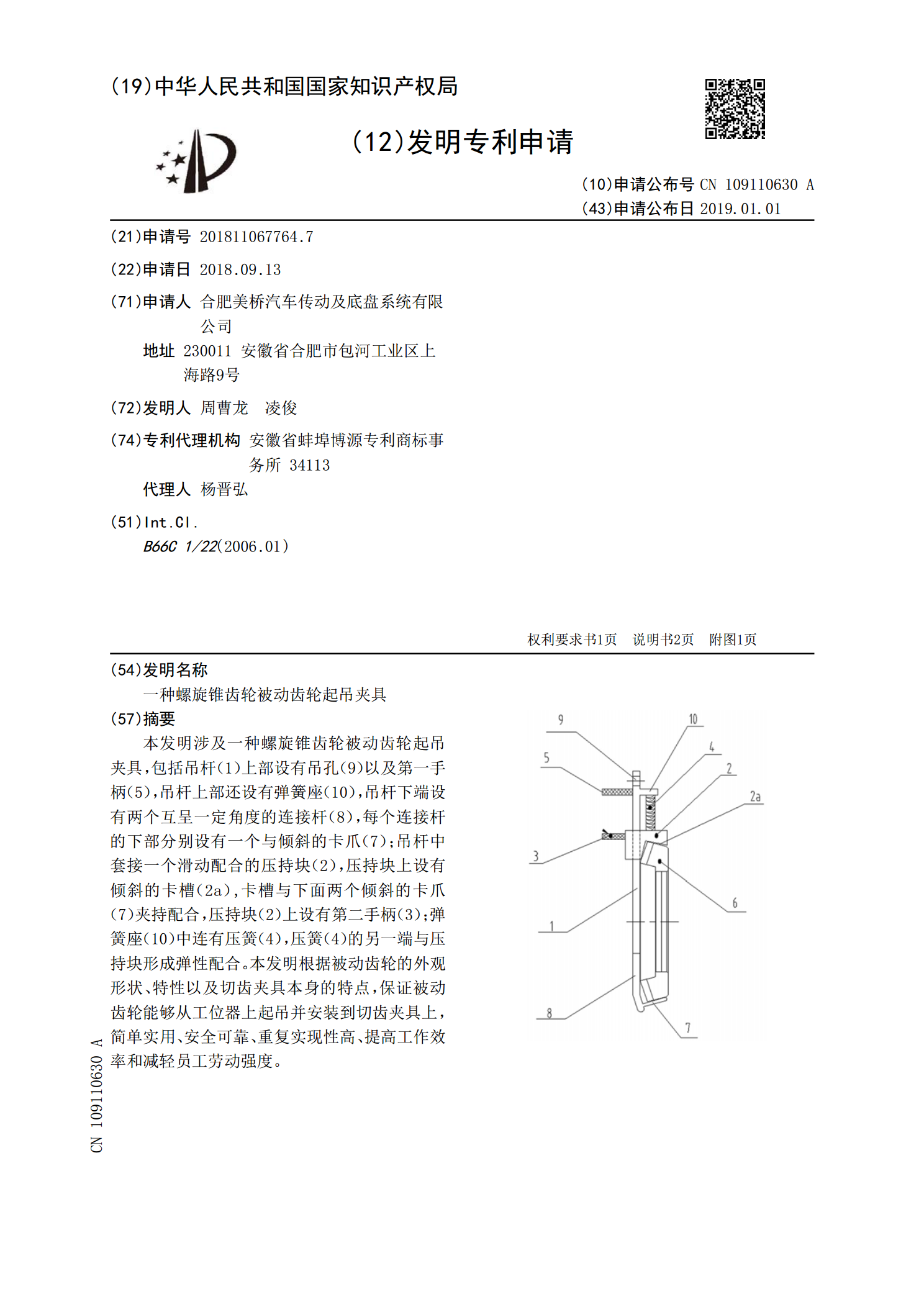
本发明涉及一种螺旋锥齿轮被动齿轮起吊夹具,包括吊杆(1)上部设有吊孔(9)以及第一手柄(5),吊杆上部还设有弹簧座(10),吊杆下端设有两个互呈一定角度的连接杆(8),每个连接杆的下部分别设有一个与倾斜的卡爪(7);吊杆中套接一个滑动配合的压持块(2),压持块上设有倾斜的卡槽(2a),卡槽与下面两个倾斜的卡爪(7)夹持配合,压持块(2)上设有第二手柄(3);弹簧座(10)中连有压簧(4),压簧(4)的另一端与压持块形成弹性配合。本发明根据被动齿轮的外观形状、特性以及切齿夹具本身的特点,保证被动齿轮能够从工

一种高精密齿轮清理喷砂设备.pdf
本发明涉及齿轮加工设备技术领域,且公开了一种高精密齿轮清理喷砂设备,包括底板,所述底板的顶面固定安装有支撑架,所述支撑架的顶面固定安装有料盒,所述料盒的内腔底端活动连接有传动轴,所述传动轴的表面固定安装有搅拌板,所述传动轴的地面固定安装有齿轮一。该高精密齿轮清理喷砂设备,通过传动轴在转动时带动搅拌板对料盒内的砂料进行搅拌,升降环在转动时与挡杆的接触,使得升降环可以带动传动轴在转动时间进行上下震荡,从而对料盒内的砂料进行充分的搅拌,并且通过在料盒的内壁中设置加热丝,加热丝对料盒内的砂料进行加热烘干,避免砂料