
一种齿轮轴的精锻成形模具及成形方法.pdf

英哲****公主

1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种齿轮轴精锻成形模具及成形方法.pdf
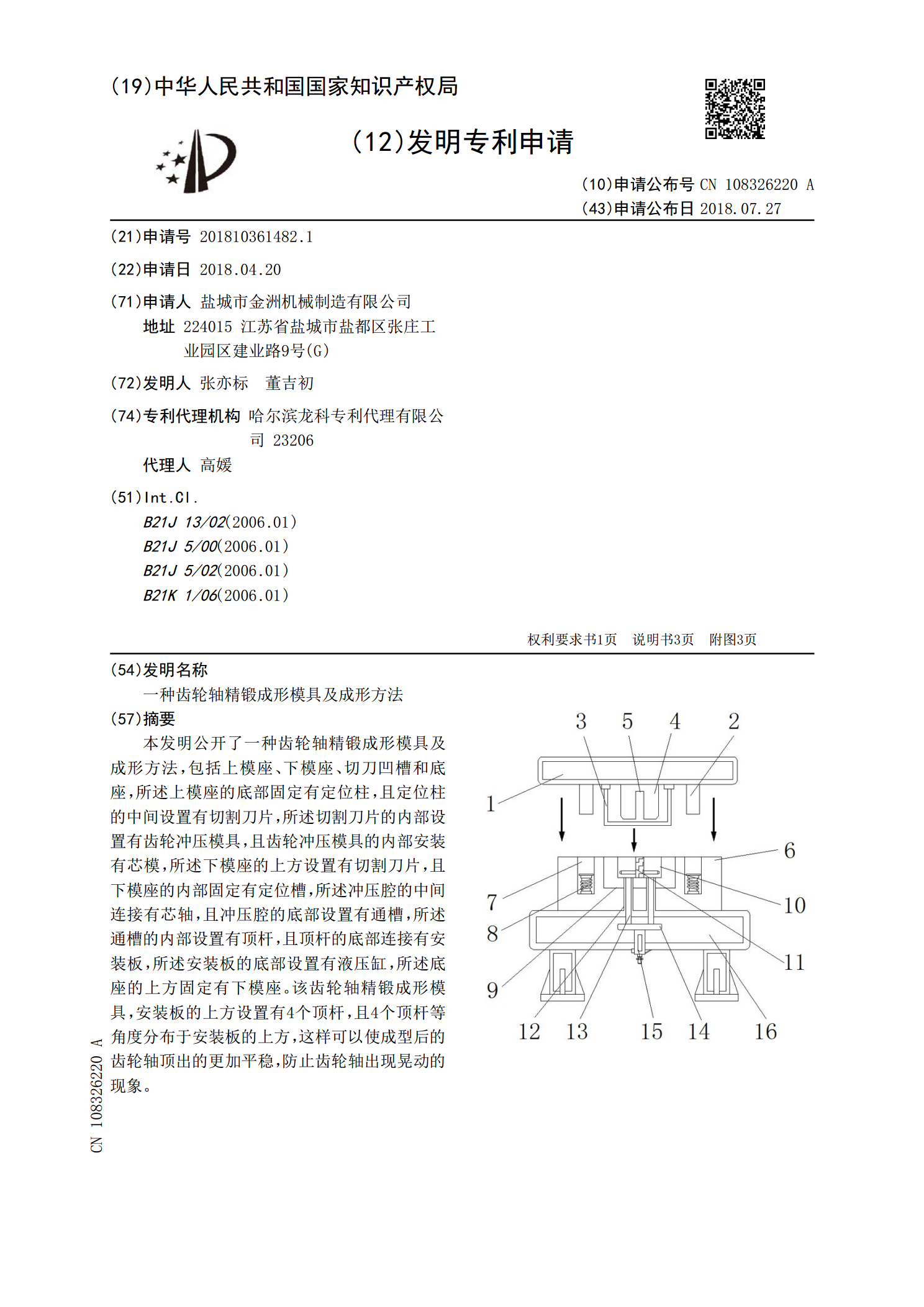
本发明公开了一种齿轮轴精锻成形模具及成形方法,包括上模座、下模座、切刀凹槽和底座,所述上模座的底部固定有定位柱,且定位柱的中间设置有切割刀片,所述切割刀片的内部设置有齿轮冲压模具,且齿轮冲压模具的内部安装有芯模,所述下模座的上方设置有切割刀片,且下模座的内部固定有定位槽,所述冲压腔的中间连接有芯轴,且冲压腔的底部设置有通槽,所述通槽的内部设置有顶杆,且顶杆的底部连接有安装板,所述安装板的底部设置有液压缸,所述底座的上方固定有下模座。该齿轮轴精锻成形模具,安装板的上方设置有4个顶杆,且4个顶杆等角度分布于安

一种齿轮轴的精锻成形模具及成形方法.pdf
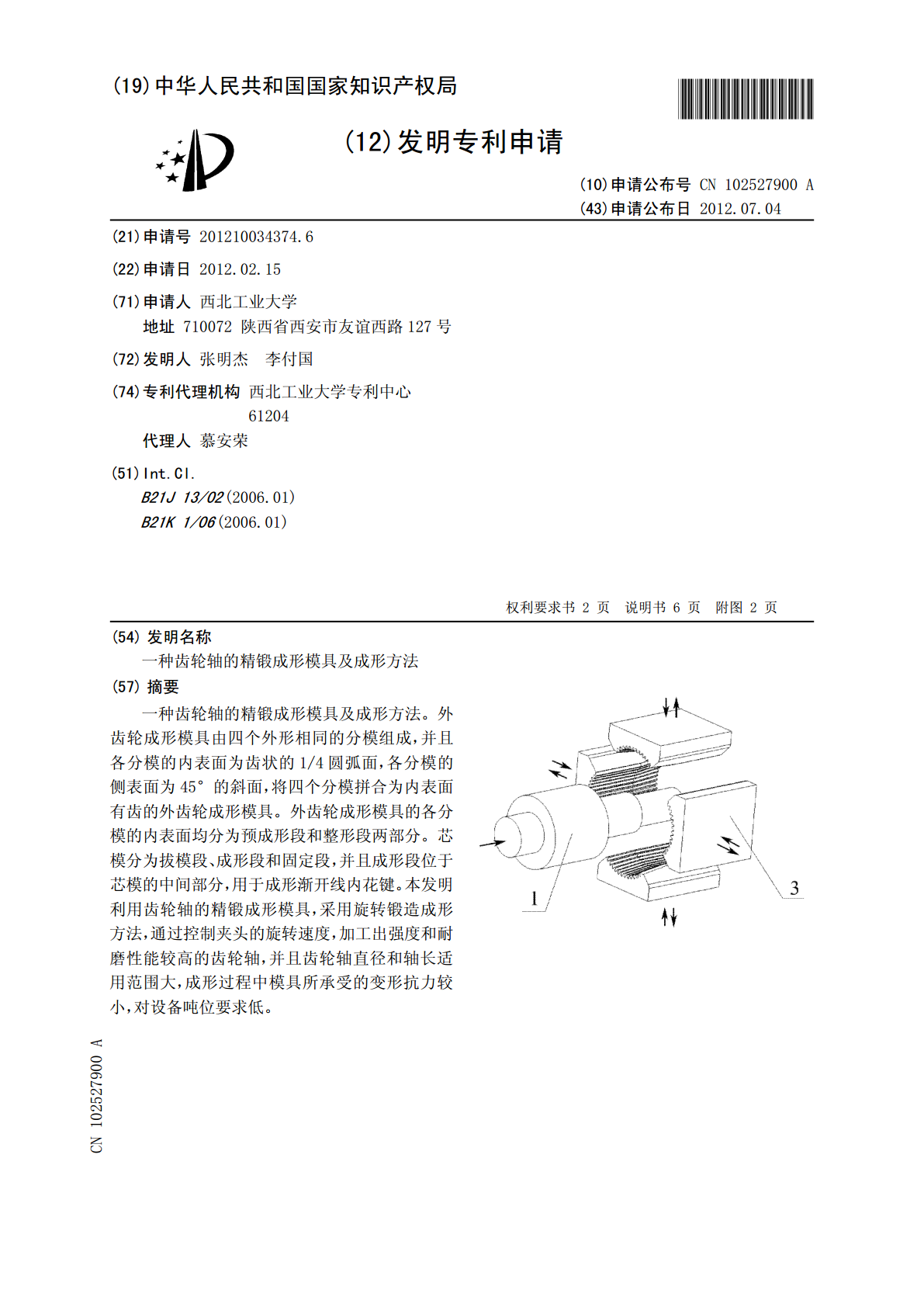
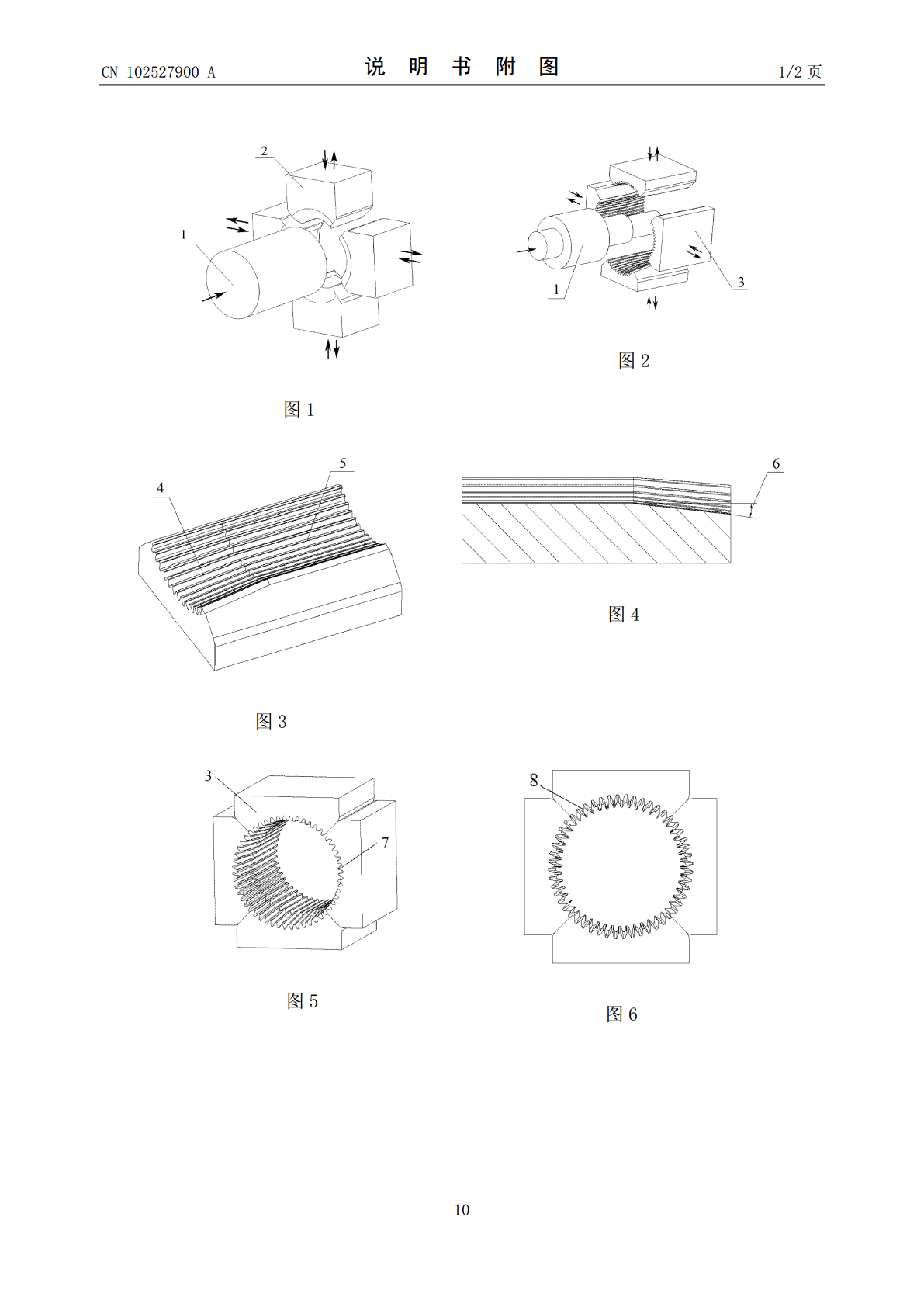
一种齿轮轴的精锻成形模具及成形方法。外齿轮成形模具由四个外形相同的分模组成,并且各分模的内表面为齿状的1/4圆弧面,各分模的侧表面为45°的斜面,将四个分模拼合为内表面有齿的外齿轮成形模具。外齿轮成形模具的各分模的内表面均分为预成形段和整形段两部分。芯模分为拔模段、成形段和固定段,并且成形段位于芯模的中间部分,用于成形渐开线内花键。本发明利用齿轮轴的精锻成形模具,采用旋转锻造成形方法,通过控制夹头的旋转速度,加工出强度和耐磨性能较高的齿轮轴,并且齿轮轴直径和轴长适用范围大,成形过程中模具所承受的变形抗力较

一种温锻挤压成形模具.pdf
本发明公开了一种温锻挤压成形模具,凹模设置在凹模固定套内,凹模模芯设置在凹模内并且可在外力的作用下沿凹模内壁上下移动;凹模的下端依次设置有凹模垫块、梅花垫块和氮气弹簧;凹模垫块固定设置在凹模应力圈内并设有供模芯顶杆穿透的孔洞,模芯顶杆向上与凹模模芯底部连接、向下与梅花垫块上端面连接;梅花垫块可沿凹模应力圈内壁向下滑动并复位;凹模垫块和梅花垫块都设置有供退料顶杆穿透的孔洞;凹模模芯的底部设置有活动退料塞,退料顶杆与活动退料塞相对应。采用该模具生产的新能源汽车轴承座金属流线不被切断,机械性能高,减少了车削加工

一种大高径比伞齿轮轴成形模具及成形方法.pdf
本发明公开了一种大高径比伞齿轮轴成形模具及成形方法,其特征在于:包括上模和下模,上模由压头连接板、压头、脱模杆、脱模弹簧、弹簧调整垫片、齿形模、脱模螺母、限位调整垫和承压板组成,脱模杆头部安装在压头连接板安装孔里且脱模杆尾部安装在齿形模顶端法兰安装孔里,下模由压缩垫、第一下模弹簧杆、固定螺母、第二下模弹簧、第二下模弹簧杆、芯模、顶料杆、下限位板、下限位调整垫片、调整垫片、凹模圈和第一下模弹簧组成,第一下模弹簧安装在第一下模弹簧杆上且第一下模弹簧底部顶在凹模圈顶端法兰顶面上。本发明工艺过程简单,成形质量好,
用于非圆锥齿轮的热锻成形模具及热锻成形工艺.pdf
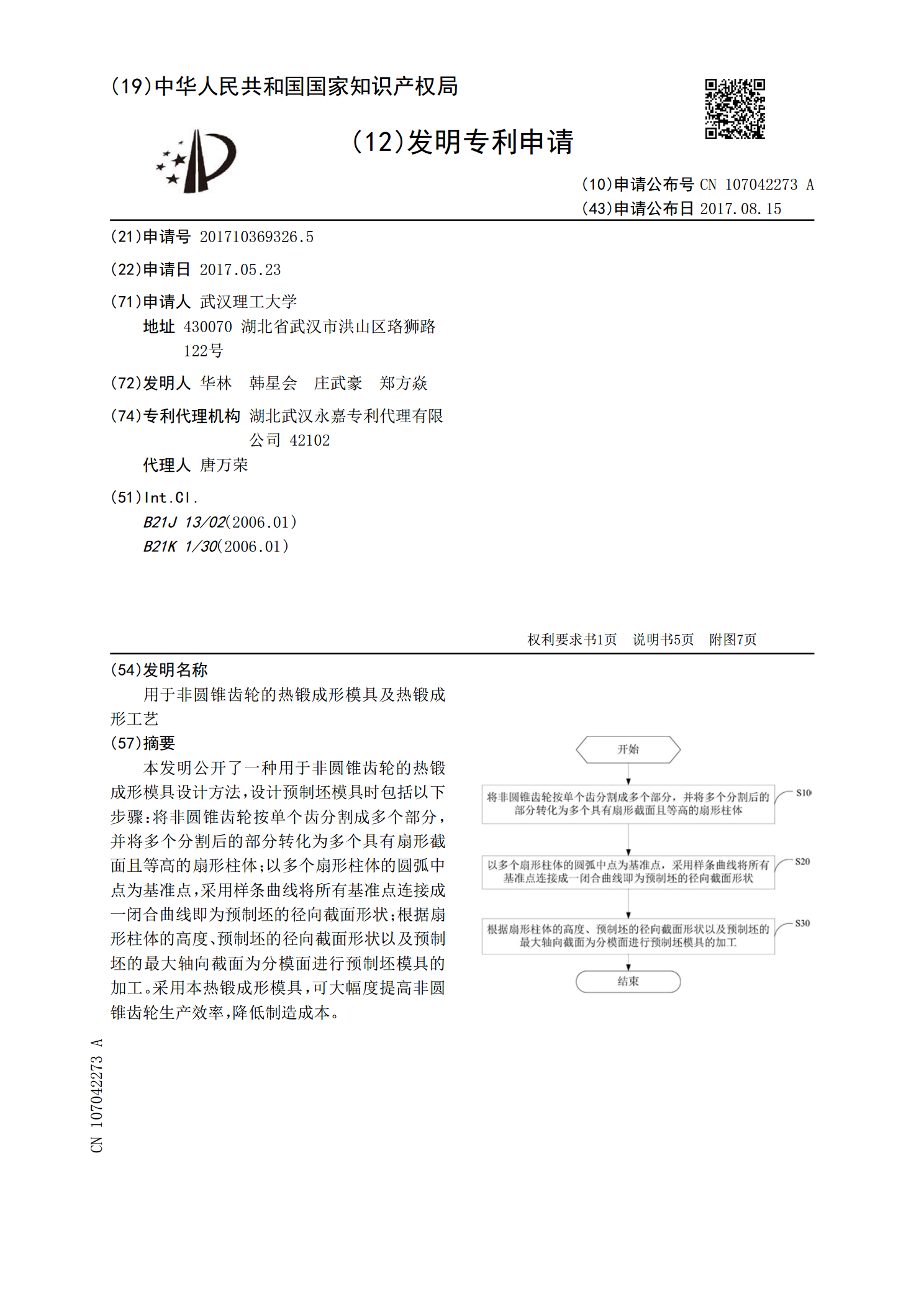
本发明公开了一种用于非圆锥齿轮的热锻成形模具设计方法,设计预制坯模具时包括以下步骤:将非圆锥齿轮按单个齿分割成多个部分,并将多个分割后的部分转化为多个具有扇形截面且等高的扇形柱体;以多个扇形柱体的圆弧中点为基准点,采用样条曲线将所有基准点连接成一闭合曲线即为预制坯的径向截面形状;根据扇形柱体的高度、预制坯的径向截面形状以及预制坯的最大轴向截面为分模面进行预制坯模具的加工。采用本热锻成形模具,可大幅度提高非圆锥齿轮生产效率,降低制造成本。