
一种大高径比伞齿轮轴成形模具及成形方法.pdf

戊午****jj


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大高径比伞齿轮轴成形模具及成形方法.pdf
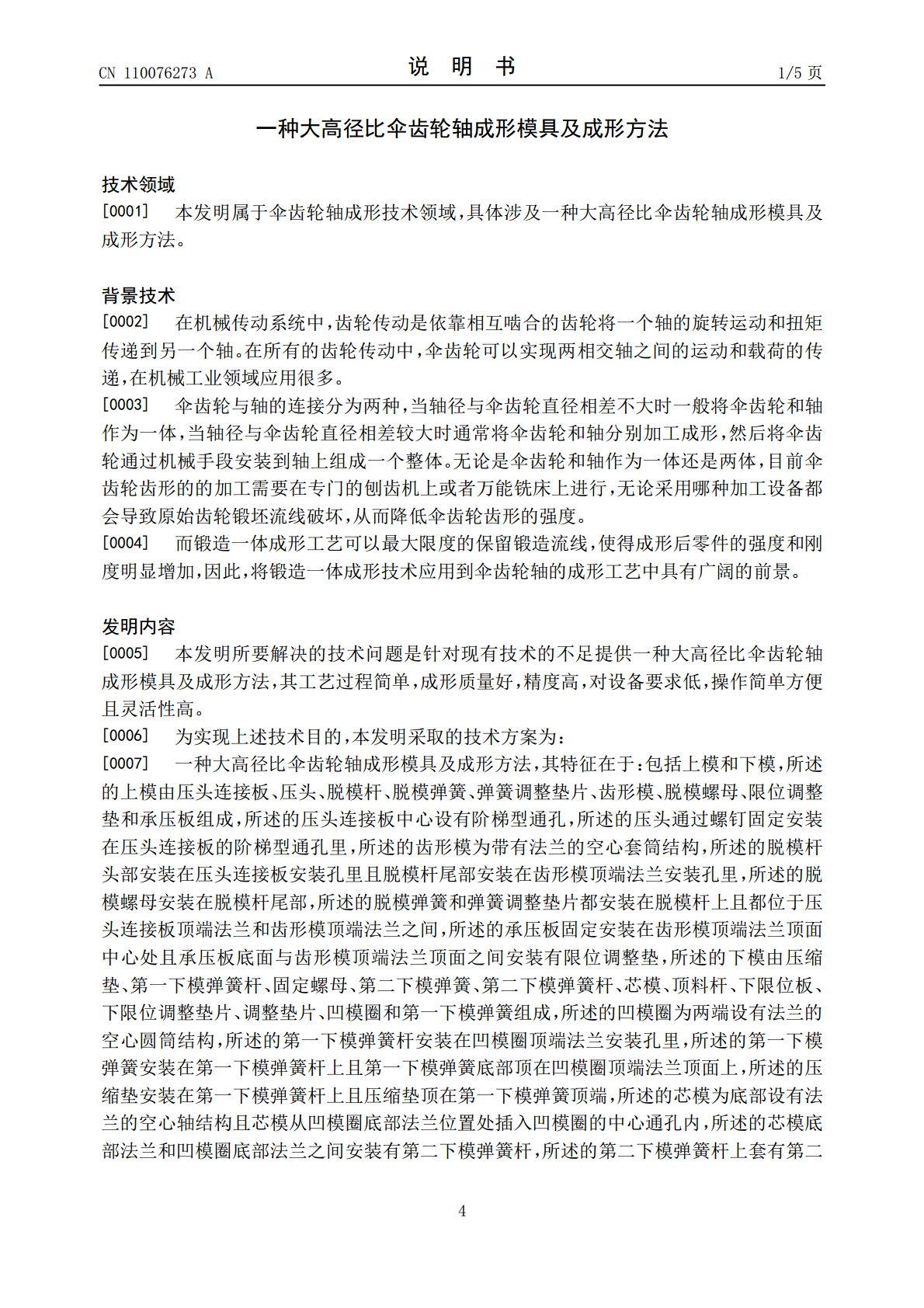
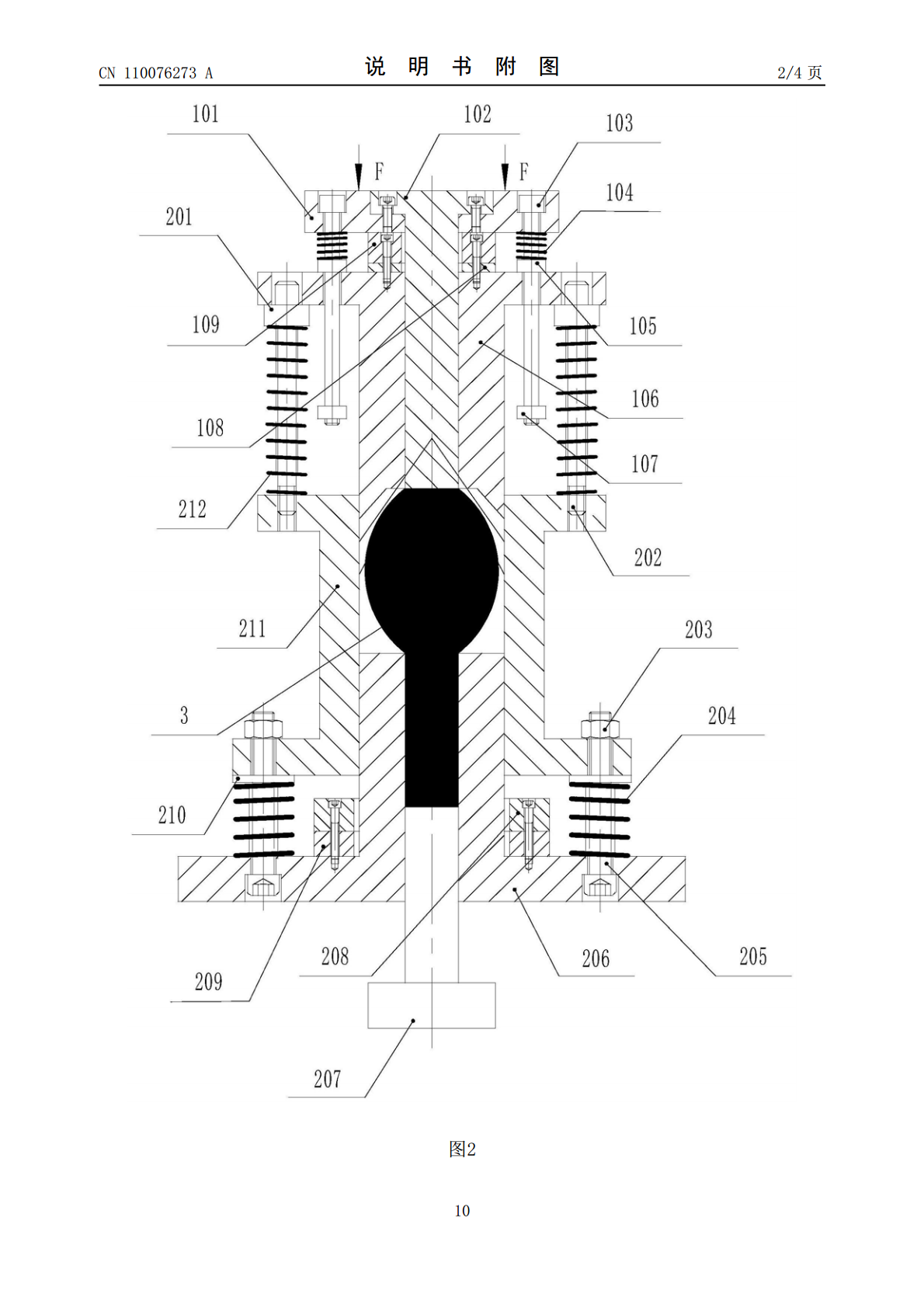
本发明公开了一种大高径比伞齿轮轴成形模具及成形方法,其特征在于:包括上模和下模,上模由压头连接板、压头、脱模杆、脱模弹簧、弹簧调整垫片、齿形模、脱模螺母、限位调整垫和承压板组成,脱模杆头部安装在压头连接板安装孔里且脱模杆尾部安装在齿形模顶端法兰安装孔里,下模由压缩垫、第一下模弹簧杆、固定螺母、第二下模弹簧、第二下模弹簧杆、芯模、顶料杆、下限位板、下限位调整垫片、调整垫片、凹模圈和第一下模弹簧组成,第一下模弹簧安装在第一下模弹簧杆上且第一下模弹簧底部顶在凹模圈顶端法兰顶面上。本发明工艺过程简单,成形质量好,
一种齿轮轴精锻成形模具及成形方法.pdf
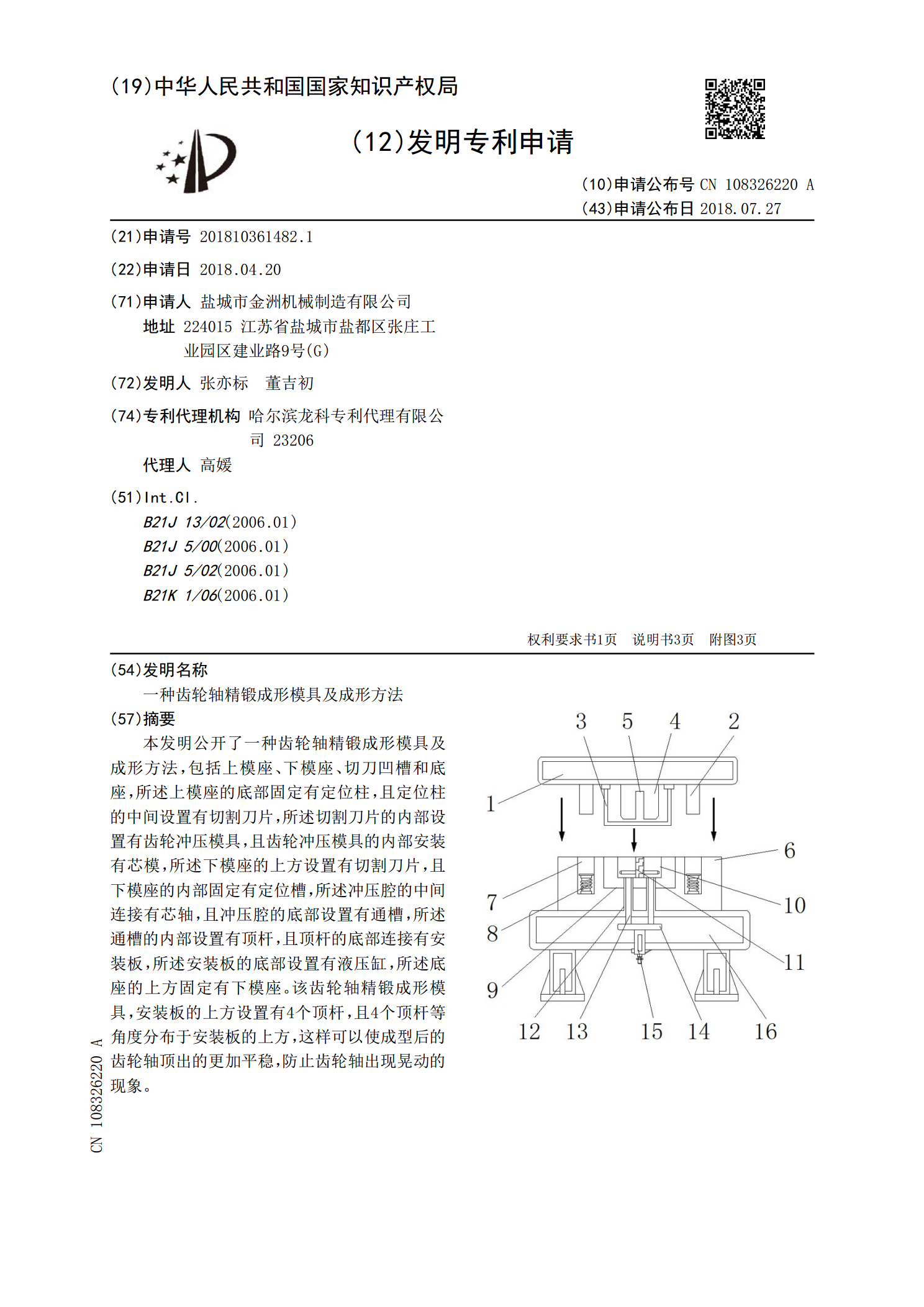
本发明公开了一种齿轮轴精锻成形模具及成形方法,包括上模座、下模座、切刀凹槽和底座,所述上模座的底部固定有定位柱,且定位柱的中间设置有切割刀片,所述切割刀片的内部设置有齿轮冲压模具,且齿轮冲压模具的内部安装有芯模,所述下模座的上方设置有切割刀片,且下模座的内部固定有定位槽,所述冲压腔的中间连接有芯轴,且冲压腔的底部设置有通槽,所述通槽的内部设置有顶杆,且顶杆的底部连接有安装板,所述安装板的底部设置有液压缸,所述底座的上方固定有下模座。该齿轮轴精锻成形模具,安装板的上方设置有4个顶杆,且4个顶杆等角度分布于安

一种齿轮轴的精锻成形模具及成形方法.pdf
一种齿轮轴的精锻成形模具及成形方法。外齿轮成形模具由四个外形相同的分模组成,并且各分模的内表面为齿状的1/4圆弧面,各分模的侧表面为45°的斜面,将四个分模拼合为内表面有齿的外齿轮成形模具。外齿轮成形模具的各分模的内表面均分为预成形段和整形段两部分。芯模分为拔模段、成形段和固定段,并且成形段位于芯模的中间部分,用于成形渐开线内花键。本发明利用齿轮轴的精锻成形模具,采用旋转锻造成形方法,通过控制夹头的旋转速度,加工出强度和耐磨性能较高的齿轮轴,并且齿轮轴直径和轴长适用范围大,成形过程中模具所承受的变形抗力较

一种大高径比镁合金棒料均匀镦粗成形模具.pdf
本发明公开一种大高径比镁合金棒料均匀镦粗成形模具,该模具包括凸模、凹模,该凸模的冲头的端面是构成中间凸周边凹的形状,从轴截面看分别由三段圆弧凹凸凹的波浪轮廓,并且中段圆弧的顶点与左右段圆弧的顶点之间的距离保持适中;凹模的模腔的底部中部形成平面,周边成凹槽,平面与周边成凹槽之间平滑过渡,从轴截面看呈现凹平凹的波浪形。该模具能够有效改善各部分金属的应力、应变状态,减小模具与镁合金棒料之间的摩擦力,提高成形的均匀性,改善锻件性能。
航天用大腔径比补偿器连续成形模具及其成形控制方法.pdf
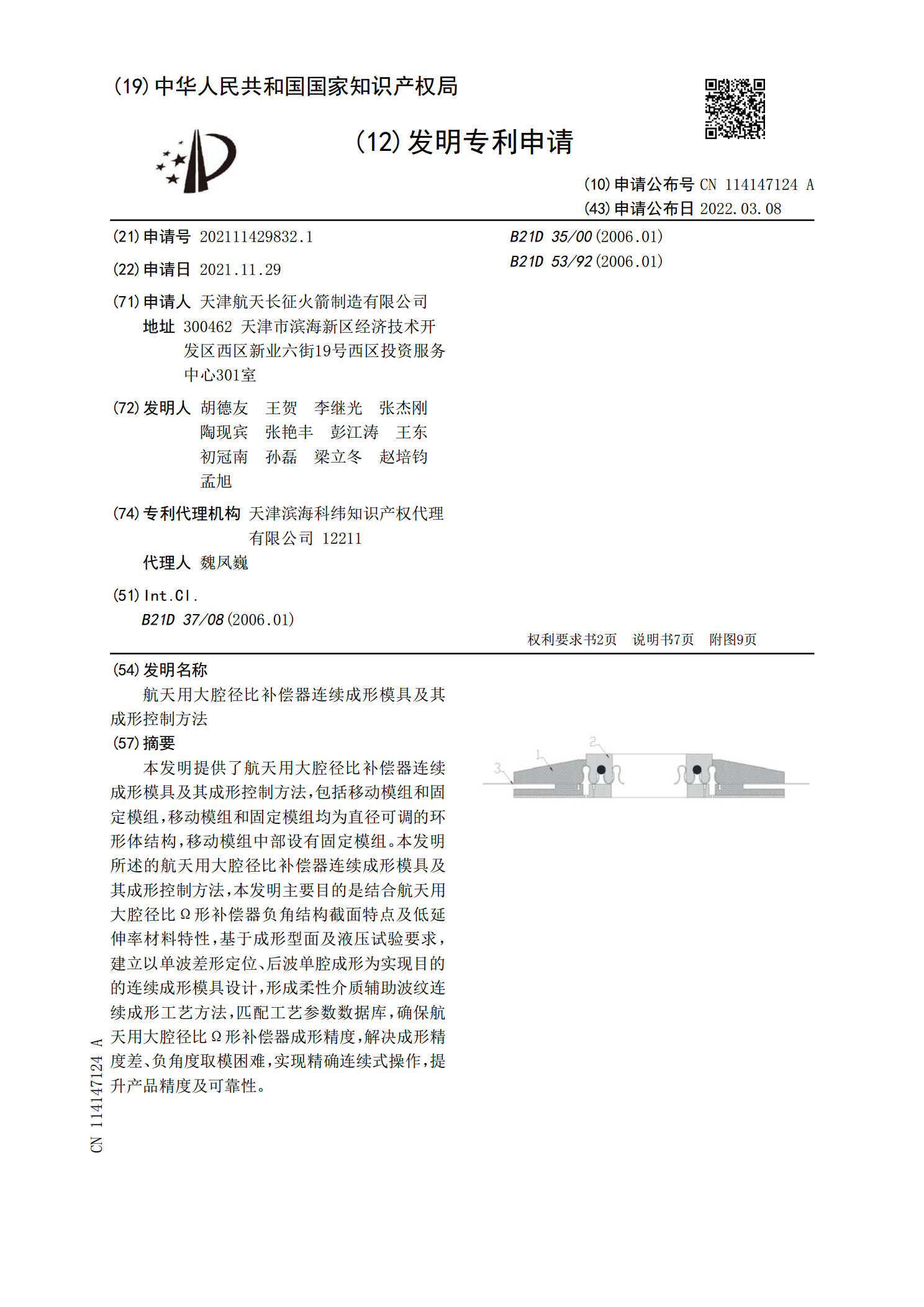
本发明提供了航天用大腔径比补偿器连续成形模具及其成形控制方法,包括移动模组和固定模组,移动模组和固定模组均为直径可调的环形体结构,移动模组中部设有固定模组。本发明所述的航天用大腔径比补偿器连续成形模具及其成形控制方法,本发明主要目的是结合航天用大腔径比Ω形补偿器负角结构截面特点及低延伸率材料特性,基于成形型面及液压试验要求,建立以单波差形定位、后波单腔成形为实现目的的连续成形模具设计,形成柔性介质辅助波纹连续成形工艺方法,匹配工艺参数数据库,确保航天用大腔径比Ω形补偿器成形精度,解决成形精度差、负角度取模