
一种提高齿轮/齿条使用寿命的短流程塑性加工方法.pdf

努力****绮亦

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高齿轮/齿条使用寿命的短流程塑性加工方法.pdf
一种提高齿轮/齿条使用寿命的短流程塑性加工方法,其特征在于:准备阶段:使用夹具将齿轮/齿条毛坯件固定在工作平台上,然后,将齿轮/齿条毛坯件的工作部位进行搅拌摩擦加工,加工工艺的具体参数为,加工工具转速200-4000转/分钟、行进速度20-1000毫米/分钟;成品阶段:将搅拌摩擦加工后的齿轮/齿条毛坯件的加工区加工出齿轮,制得预制品,然后将预制品进行淬火、回火等常规热处理,获得成品;该方法具有工艺流程短、成本低、易于操作等优点。
用于提高齿轮齿条式转向器使用寿命的装置及方法.pdf
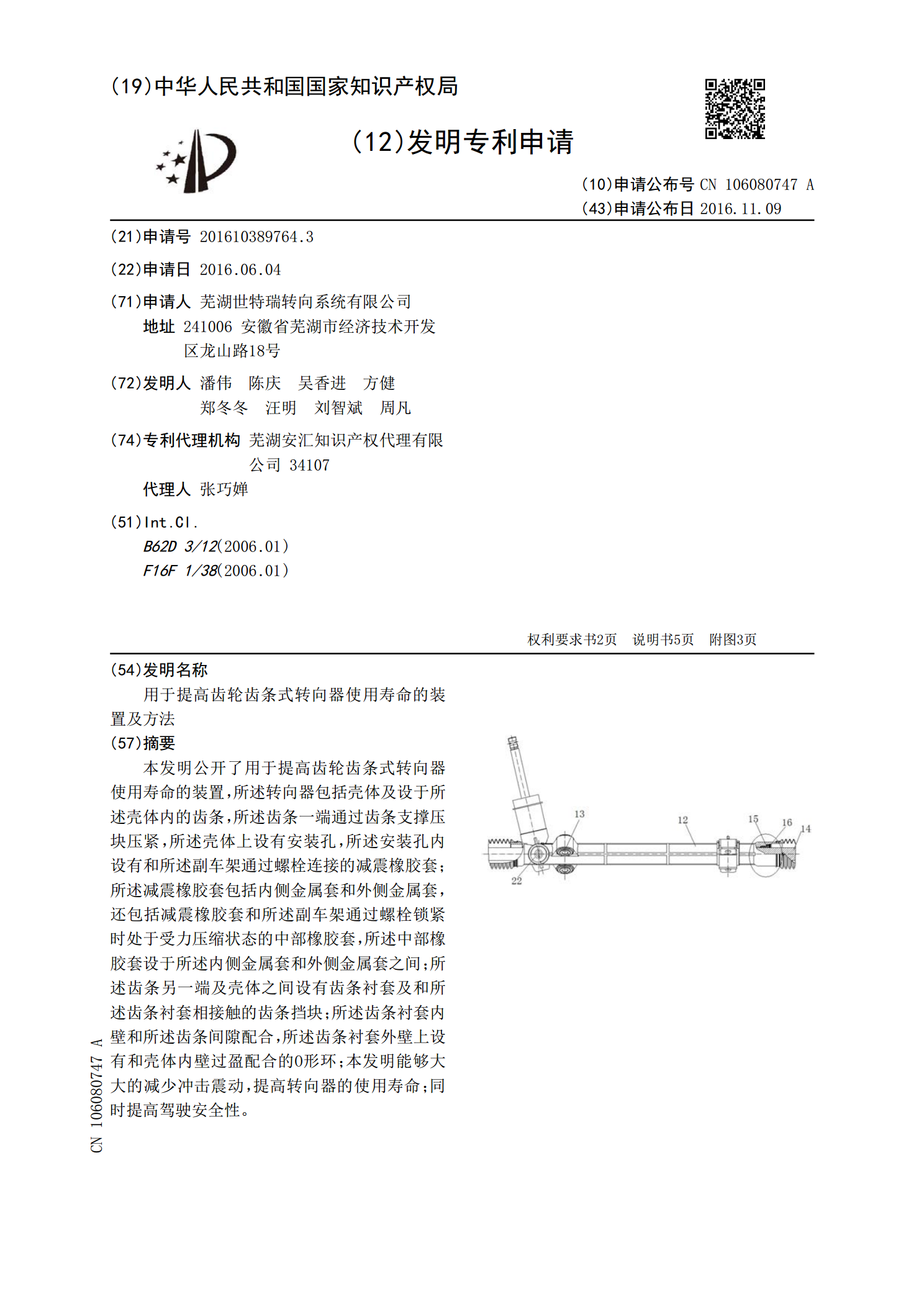
本发明公开了用于提高齿轮齿条式转向器使用寿命的装置,所述转向器包括壳体及设于所述壳体内的齿条,所述齿条一端通过齿条支撑压块压紧,所述壳体上设有安装孔,所述安装孔内设有和所述副车架通过螺栓连接的减震橡胶套;所述减震橡胶套包括内侧金属套和外侧金属套,还包括减震橡胶套和所述副车架通过螺栓锁紧时处于受力压缩状态的中部橡胶套,所述中部橡胶套设于所述内侧金属套和外侧金属套之间;所述齿条另一端及壳体之间设有齿条衬套及和所述齿条衬套相接触的齿条挡块;所述齿条衬套内壁和所述齿条间隙配合,所述齿条衬套外壁上设有和壳体内壁过盈
一种硬齿条齿轮加工工艺.pdf
本发明公开了一种硬齿条齿轮加工工艺,包括步骤:1)齿轮毛坯加工,预热温度600~1200℃,加工温度800~1200℃;2)正火,将硬齿条齿轮工件加热至1000~1200℃,保温3~5h,从炉中取出在空气中或喷水、喷雾或吹风冷却至500~800℃,保温3~5h;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)对硬齿条齿轮工件表面进行硬化处理;先进行基础加工最后进行硬化处理,工艺简单、易于操作。

齿轮齿条式变比转向器齿轮副齿条齿廓的加工方法.pdf
本发明公开了一种齿轮齿条式变比转向器齿轮副齿条齿廓的加工方法,包括以下步骤:S10:根据渐开线斜齿轮基本参数设计出碟形砂轮的轴截面齿廓,以制造碟形砂轮刀具;S20:建立展成加工运动、齿宽方向进给运动和齿高方向进给运动方程以建立磨削加工斜齿变齿距齿条齿廓数学模型;S30:确定切削速度并建立磨削加工斜齿变齿距齿条齿廓数学模型;S40:根据确定出的切削速度和加工数学模型,控制碟形砂轮刀具与工件的运动以加工斜齿变齿距齿条。本发明提出的齿轮齿条式变比转向器齿轮副齿条齿廓的加工方法,提高了齿条齿面精度。
一种齿条的加工方法.pdf
本发明公开了一种齿条的加工方法,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4