
胎坯旋转装置.pdf

梅雪****67


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

胎坯旋转装置.pdf
本发明提供一种胎坯旋转装置及其旋转方法。本发明的胎坯旋转装置是包含将输送到四边形状结构体的框架上的胎坯的中心对齐的对中单元的胎坯旋转装置,其特征在于包括:在横跨上述框架地设置的托架上设置的、输送并支承胎坯的输送带;贯穿所述输送带而升降的、同时支承并旋转胎坯的十字台;使所述十字台升降的升降单元;使升降的十字台旋转的旋转单元;使旋转的胎坯向硫化机侧倾斜的倾斜单元。
用于组装轮胎胎坯的方法和装置.pdf
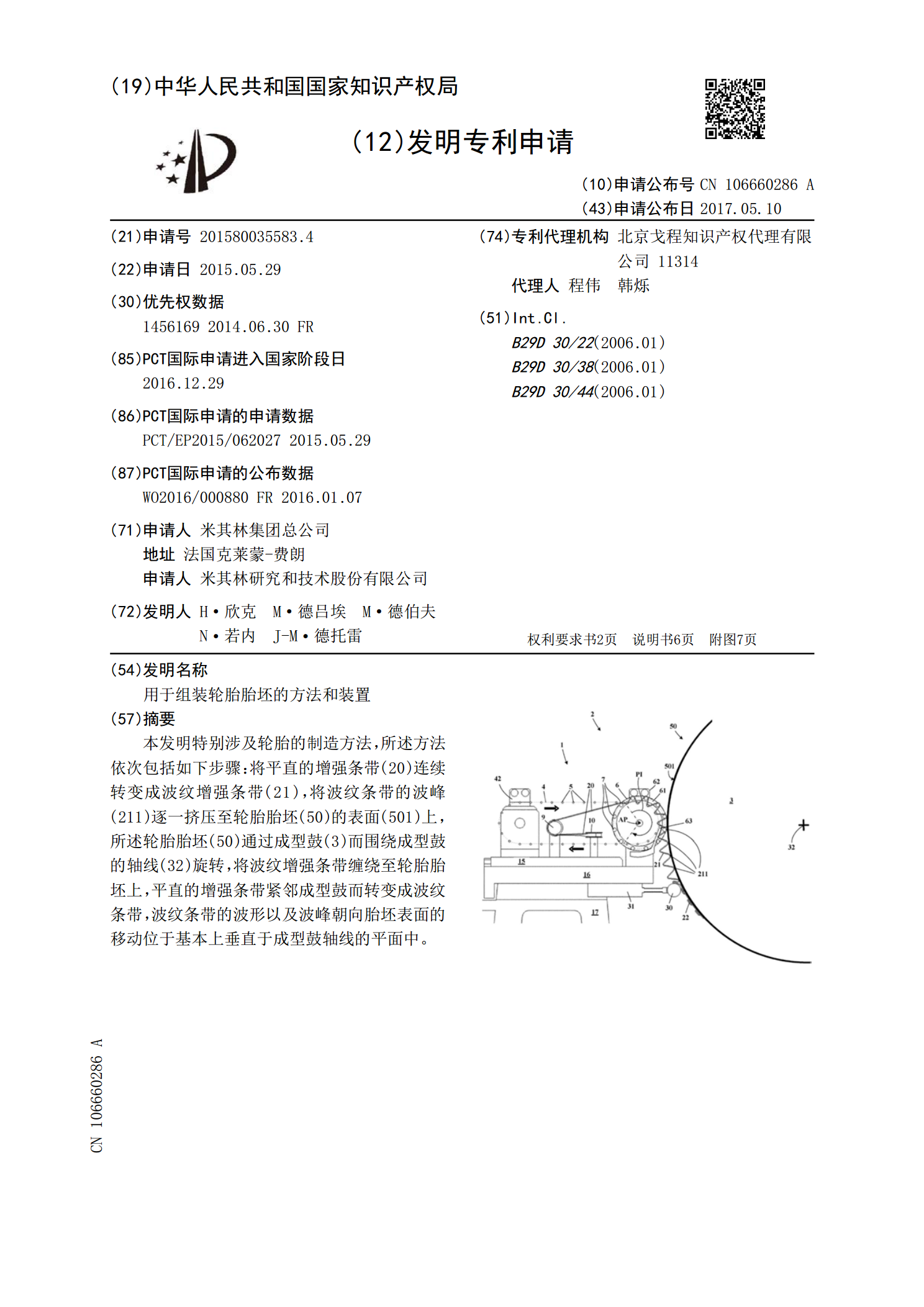
本发明特别涉及轮胎的制造方法,所述方法依次包括如下步骤:将平直的增强条带(20)连续转变成波纹增强条带(21),将波纹条带的波峰(211)逐一挤压至轮胎胎坯(50)的表面(501)上,所述轮胎胎坯(50)通过成型鼓(3)而围绕成型鼓的轴线(32)旋转,将波纹增强条带缠绕至轮胎胎坯上,平直的增强条带紧邻成型鼓而转变成波纹条带,波纹条带的波形以及波峰朝向胎坯表面的移动位于基本上垂直于成型鼓轴线的平面中。

电机机座旋转焊胎装置.pdf
本发明的名称是电机机座旋转焊胎装置,涉及YB系列高压电机水冷机座循环冷却水道筋的分度旋转焊接。它主要是为了解决YB系列高压电机水冷机座循环水道筋的传统滚动机座焊接水道筋引起的劳动强度高,效率低,机座变形大的问题。本发明电机机座旋转焊胎装置是:分度支撑轴通过其两端上的滚轮分别支承在左、右支撑架上的支承滚轮上,在分度支撑轴的一端上固定有分度盘,在分度盘的同一半径圆周上设有等分的定位销孔。本发明制作工艺简单,适用性强,劳动强度低,可以大大提升焊接效率,有效地控制焊接变形。

胎坯成型鼓设备的驱动传递装置.pdf
本发明涉及胎坯成型鼓设备的驱动传递装置,胎坯成型鼓设备包括:胎体鼓轴;左侧成型鼓及右侧成型鼓,在胎体鼓轴上左右对称地被设置,且能够沿胎体鼓轴的轴向左右移动;指安装台,使分别安装于左侧成型鼓及右侧成型鼓的翻起指进行上下动作;以及驱动部,对左侧成型鼓及右侧成型鼓的旋转和左右移动、以及左右侧翻起指的上下动作,传递动力;其中,驱动传递装置具有如下结构:驱动部的下部伺服电机的动力经由连结于滚珠丝杠的左侧推拉板及右侧推拉板传递至左侧成型鼓及右侧成型鼓,驱动部的上部伺服电机的动力经由连结于另一滚珠丝杠的左侧推拉板及右侧

一种轮胎制造用胎坯周换向装置.pdf
本发明公开了一种轮胎制造用胎坯周换向装置,包括机器主体底座、积水箱、盘架、盖板和液压制动机构,机器主体底座设置在装置的最底端,机器主体底座上方设置有积水箱,积水箱上方连接有进水管,盘架上方安装有辅助轮组,辅助轮组上方设置有旋转盘,旋转盘右方设置有回转支承,回转支承右下方安装有支座,支座右方连接有驱动机构,盖板内侧嵌套有行程开关,行程开关上电性连接有液压制动机构,盖板外侧设置有出水管道,出水管道下方设置有油路管道。进水管与积水箱为一体连接,驱动机构上设置的旋转盘由内部电线连接,本发明实现了胎坯的灵活周转,使