
超硬磨料线锯、其制造方法以及其制造设备.pdf

兴朝****45


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

超硬磨料线锯、其制造方法以及其制造设备.pdf
本发明公开一种超硬磨料线锯、其制造方法以及其制造设备,超硬磨料线锯的制造方法包括:1)金属丝经过超硬磨料涂覆装置,使得金属丝表面粘有超硬磨料;2)将表面粘有超硬磨料的金属丝穿过滚动的滚压装置,所述滚压装置包括至少1组滚压轮,每组滚压轮包括至少2个滚压轮,滚压轮的轮面均开设有环形槽,各滚压轮的环形槽横截面共同组成一个完整的用于线锯成形的成形孔,对表面粘有超硬磨料层的金属丝进行至少为1个道次的滚压,使得超硬磨料被滚压进入金属丝表面,形成直径均匀的超硬磨料线锯。本发明采用通过滚压装置的成形孔将超硬磨料滚压进入金
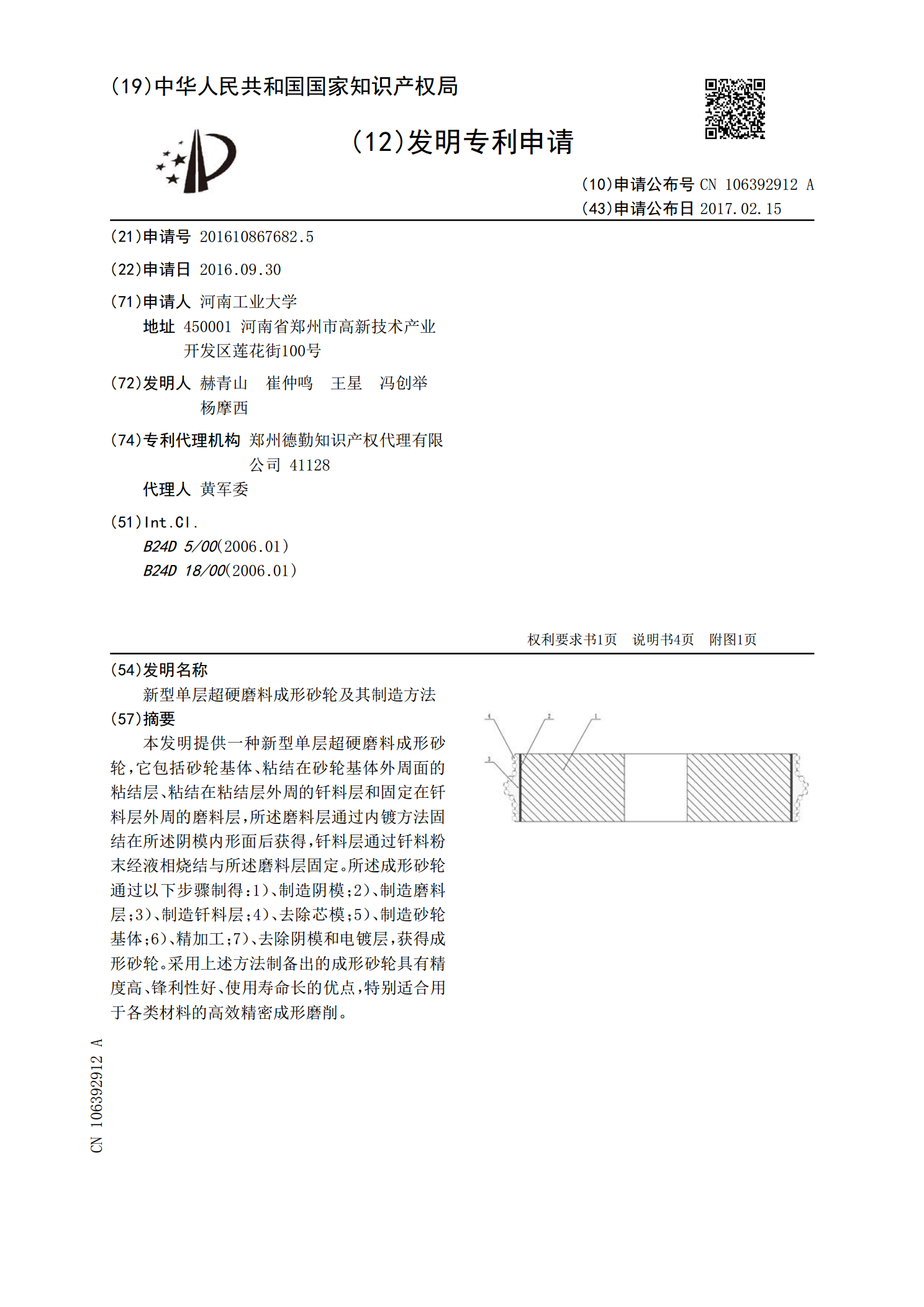
新型单层超硬磨料成形砂轮及其制造方法.pdf
本发明提供一种新型单层超硬磨料成形砂轮,它包括砂轮基体、粘结在砂轮基体外周面的粘结层、粘结在粘结层外周的钎料层和固定在钎料层外周的磨料层,所述磨料层通过内镀方法固结在所述阴模内形面后获得,钎料层通过钎料粉末经液相烧结与所述磨料层固定。所述成形砂轮通过以下步骤制得:1)、制造阴模;2)、制造磨料层;3)、制造钎料层;4)、去除芯模;5)、制造砂轮基体;6)、精加工;7)、去除阴模和电镀层,获得成形砂轮。采用上述方法制备出的成形砂轮具有精度高、锋利性好、使用寿命长的优点,特别适合用于各类材料的高效精密成形磨削
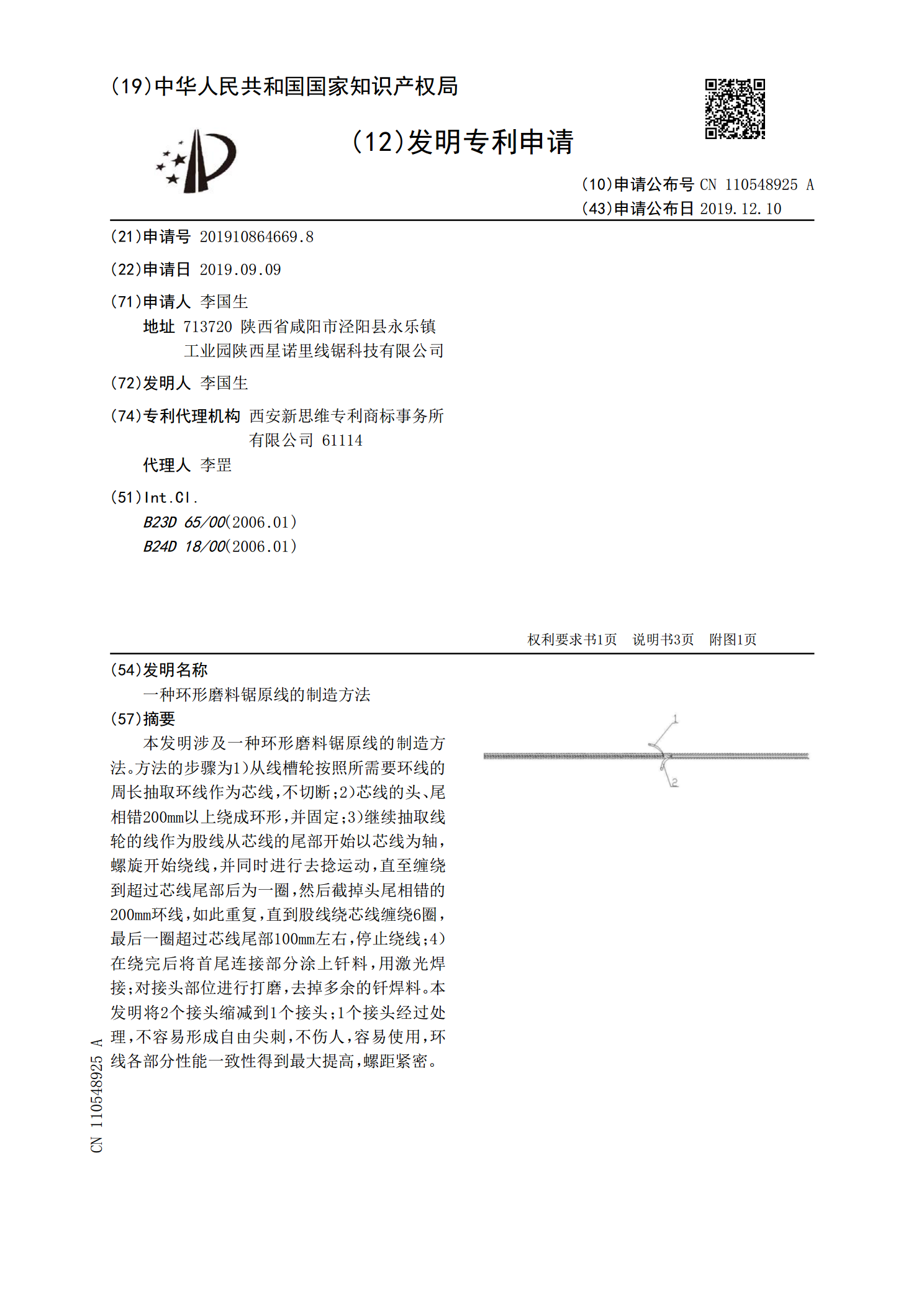
一种环形磨料锯原线的制造方法.pdf
本发明涉及一种环形磨料锯原线的制造方法。方法的步骤为1)从线槽轮按照所需要环线的周长抽取环线作为芯线,不切断;2)芯线的头、尾相错200mm以上绕成环形,并固定;3)继续抽取线轮的线作为股线从芯线的尾部开始以芯线为轴,螺旋开始绕线,并同时进行去捻运动,直至缠绕到超过芯线尾部后为一圈,然后截掉头尾相错的200mm环线,如此重复,直到股线绕芯线缠绕6圈,最后一圈超过芯线尾部100mm左右,停止绕线;4)在绕完后将首尾连接部分涂上钎料,用激光焊接;对接头部位进行打磨,去掉多余的钎焊料。本发明将2个接头缩减到1个

超硬混合飞艇和其制造方法.pdf
本发明涉及一种超硬的混合飞艇,它具有模块化结构,该结构包括:直径为该飞艇直径的5-10%的中心管(1);围绕该中心管和最好与该中心管同心并用螺栓(3)与该管连接的结构环(2);由薄的金属板制成的外盖(4),其上散布着复合材料树脂和纤维,由轻的气体加压和予置应力,它是硬的,导电的,不燃烧和气体不渗透的;充以氢和放置在由相邻的结构环(2)形成的结构部分中的气球(6);充空气的至少两个互相连接的套箍(7),它可作为平衡器,保证该飞艇的重量,压力和容积的平衡;飞艇零件的尺寸和数量取决于这种模块化设计的飞艇的尺寸。
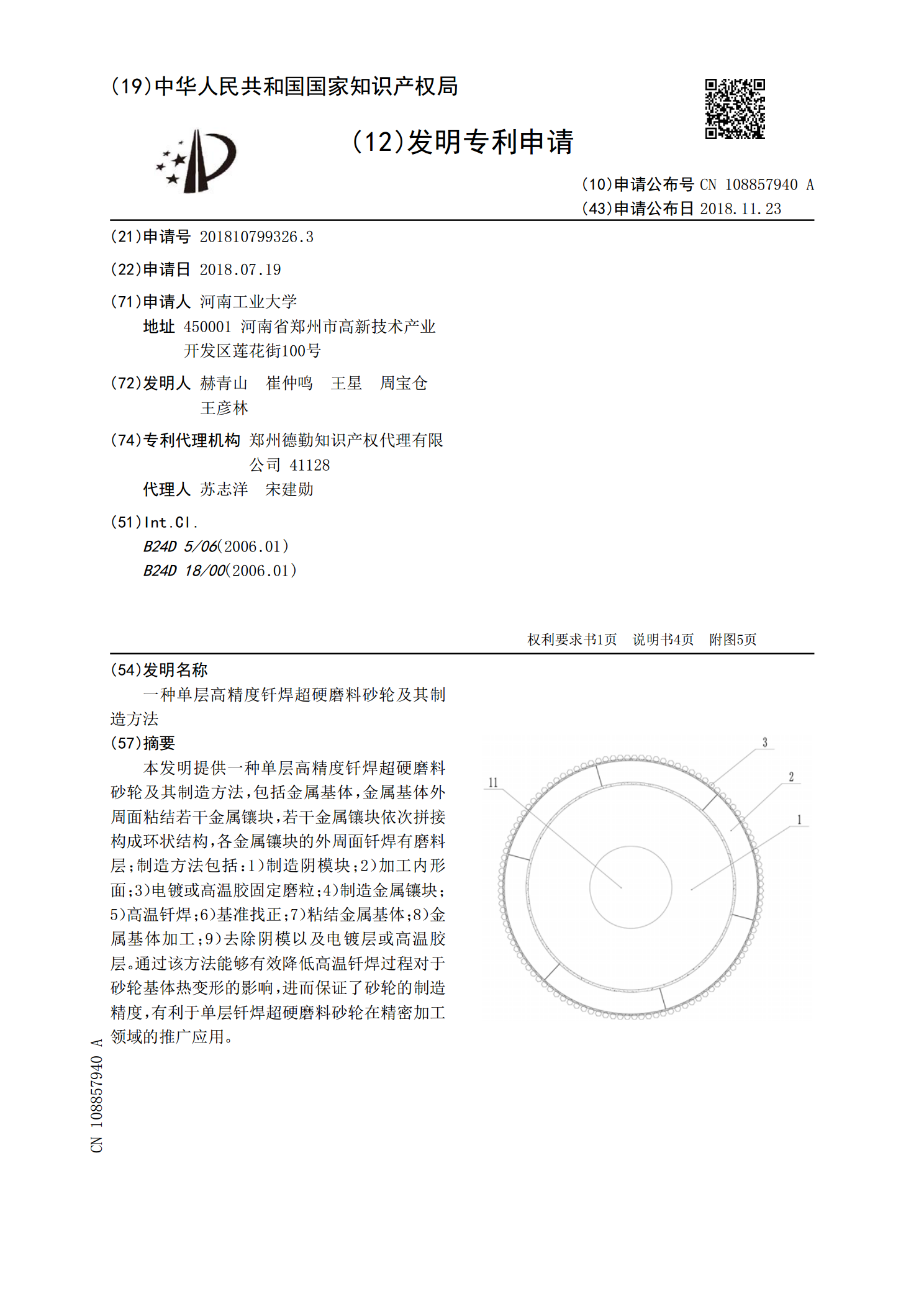
一种单层高精度钎焊超硬磨料砂轮及其制造方法.pdf
本发明提供一种单层高精度钎焊超硬磨料砂轮及其制造方法,包括金属基体,金属基体外周面粘结若干金属镶块,若干金属镶块依次拼接构成环状结构,各金属镶块的外周面钎焊有磨料层;制造方法包括:1)制造阴模块;2)加工内形面;3)电镀或高温胶固定磨粒;4)制造金属镶块;5)高温钎焊;6)基准找正;7)粘结金属基体;8)金属基体加工;9)去除阴模以及电镀层或高温胶层。通过该方法能够有效降低高温钎焊过程对于砂轮基体热变形的影响,进而保证了砂轮的制造精度,有利于单层钎焊超硬磨料砂轮在精密加工领域的推广应用。