
一种环形磨料锯原线的制造方法.pdf

猫巷****忠娟


1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环形磨料锯原线的制造方法.pdf
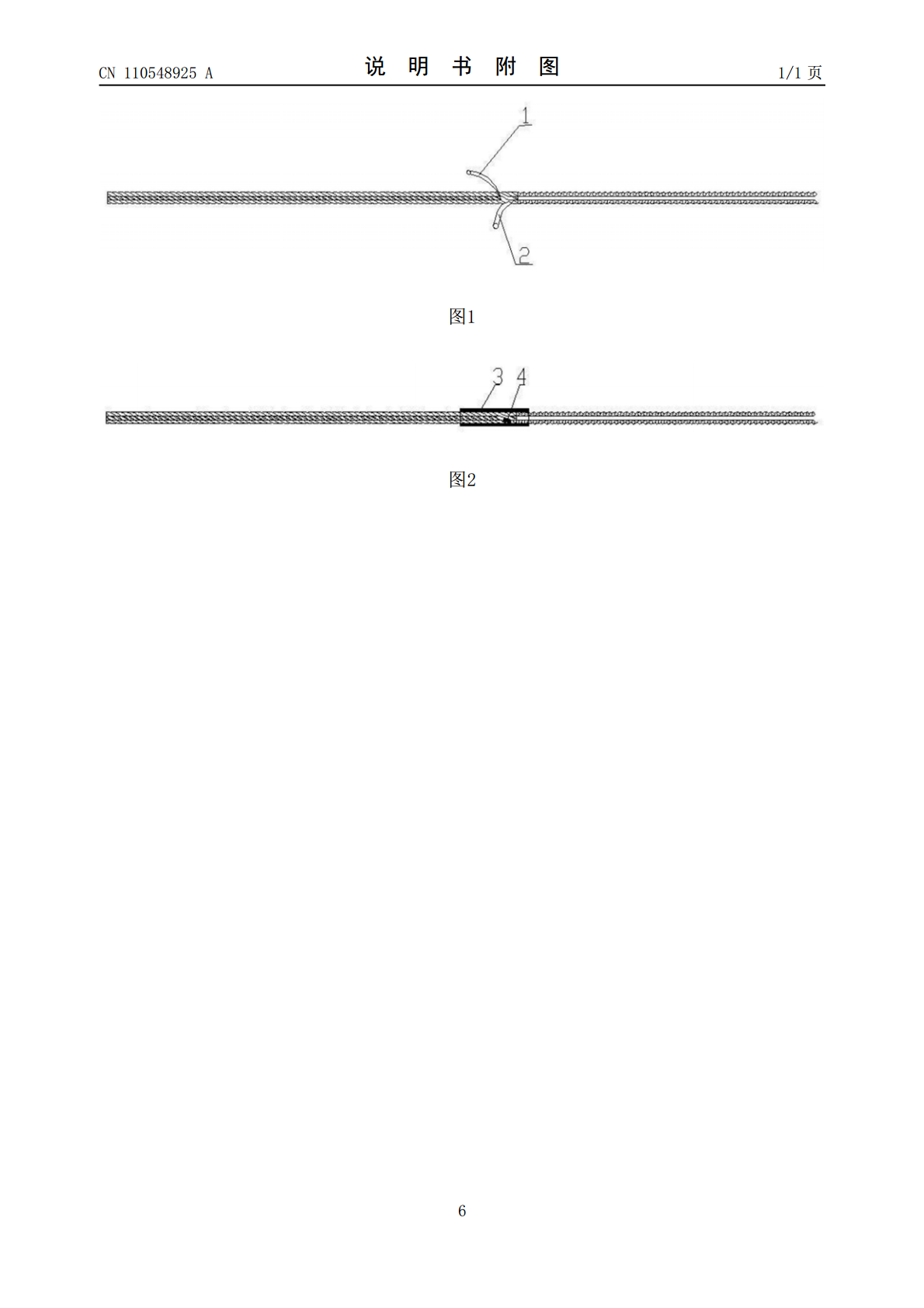
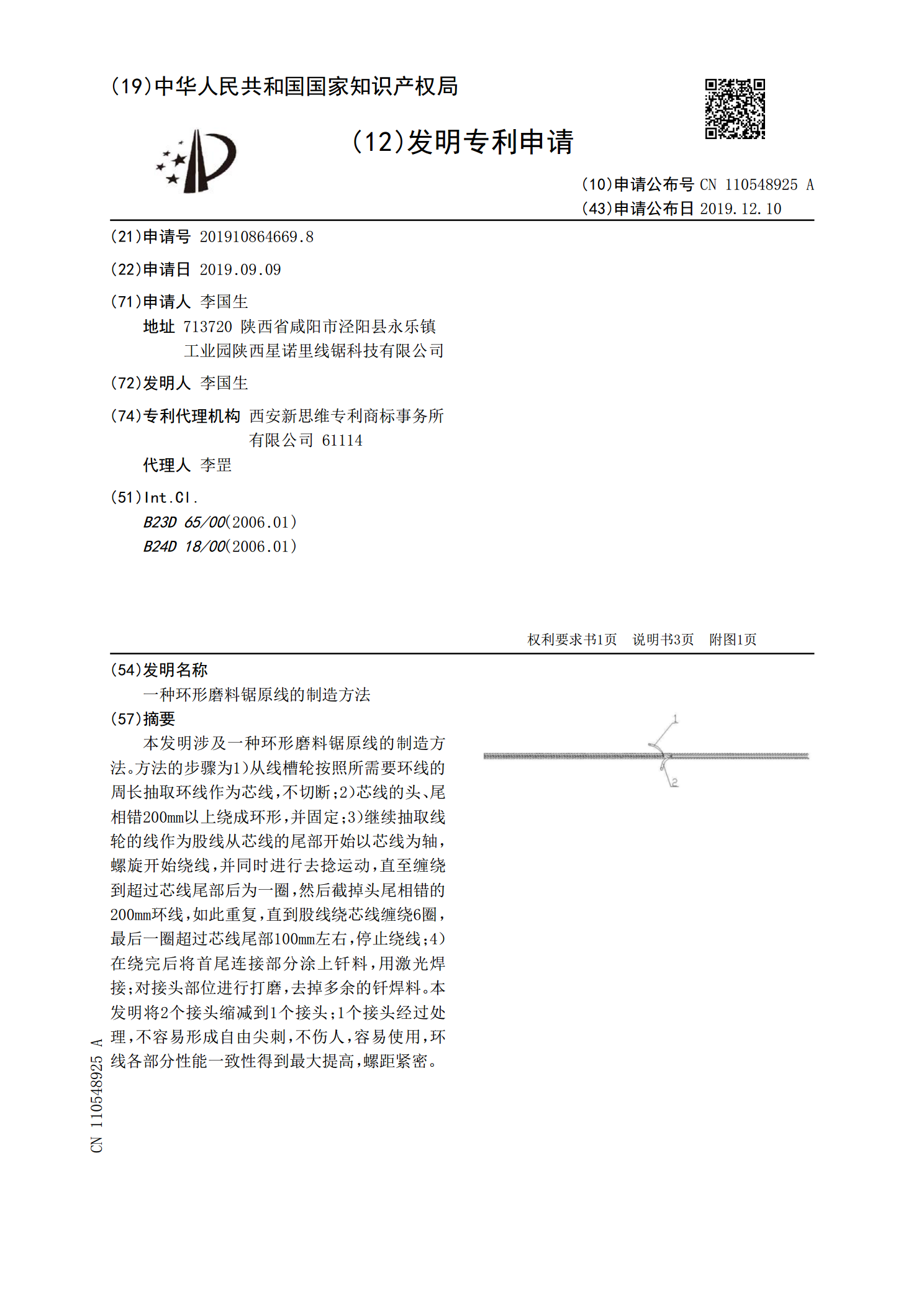
本发明涉及一种环形磨料锯原线的制造方法。方法的步骤为1)从线槽轮按照所需要环线的周长抽取环线作为芯线,不切断;2)芯线的头、尾相错200mm以上绕成环形,并固定;3)继续抽取线轮的线作为股线从芯线的尾部开始以芯线为轴,螺旋开始绕线,并同时进行去捻运动,直至缠绕到超过芯线尾部后为一圈,然后截掉头尾相错的200mm环线,如此重复,直到股线绕芯线缠绕6圈,最后一圈超过芯线尾部100mm左右,停止绕线;4)在绕完后将首尾连接部分涂上钎料,用激光焊接;对接头部位进行打磨,去掉多余的钎焊料。本发明将2个接头缩减到1个
一种环形母线的编制方法、环形母线及环形线锯.pdf
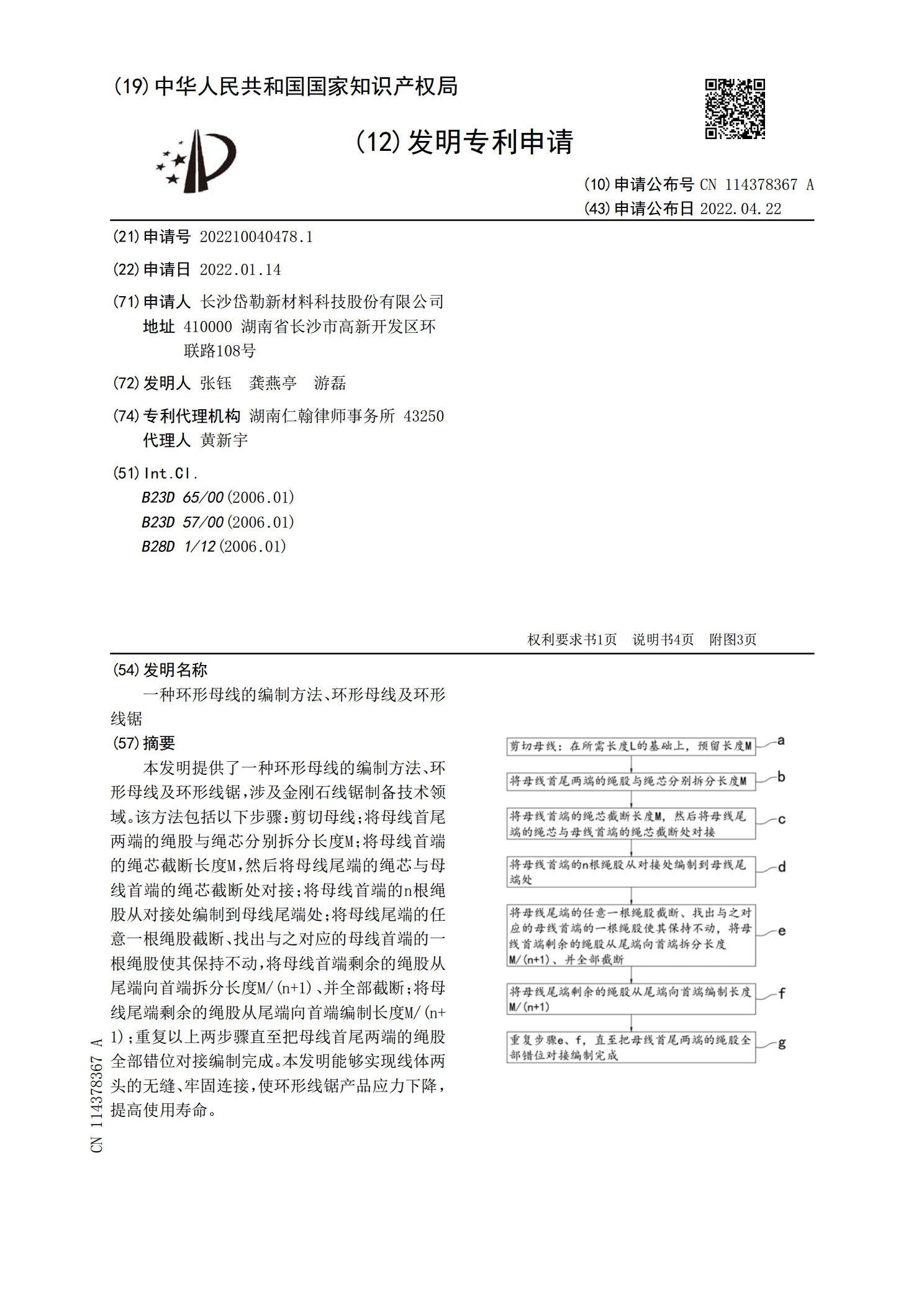
本发明提供了一种环形母线的编制方法、环形母线及环形线锯,涉及金刚石线锯制备技术领域。该方法包括以下步骤:剪切母线;将母线首尾两端的绳股与绳芯分别拆分长度M;将母线首端的绳芯截断长度M,然后将母线尾端的绳芯与母线首端的绳芯截断处对接;将母线首端的n根绳股从对接处编制到母线尾端处;将母线尾端的任意一根绳股截断、找出与之对应的母线首端的一根绳股使其保持不动,将母线首端剩余的绳股从尾端向首端拆分长度M/(n+1)、并全部截断;将母线尾端剩余的绳股从尾端向首端编制长度M/(n+1);重复以上两步骤直至把母线首尾两端

超硬磨料线锯、其制造方法以及其制造设备.pdf
本发明公开一种超硬磨料线锯、其制造方法以及其制造设备,超硬磨料线锯的制造方法包括:1)金属丝经过超硬磨料涂覆装置,使得金属丝表面粘有超硬磨料;2)将表面粘有超硬磨料的金属丝穿过滚动的滚压装置,所述滚压装置包括至少1组滚压轮,每组滚压轮包括至少2个滚压轮,滚压轮的轮面均开设有环形槽,各滚压轮的环形槽横截面共同组成一个完整的用于线锯成形的成形孔,对表面粘有超硬磨料层的金属丝进行至少为1个道次的滚压,使得超硬磨料被滚压进入金属丝表面,形成直径均匀的超硬磨料线锯。本发明采用通过滚压装置的成形孔将超硬磨料滚压进入金
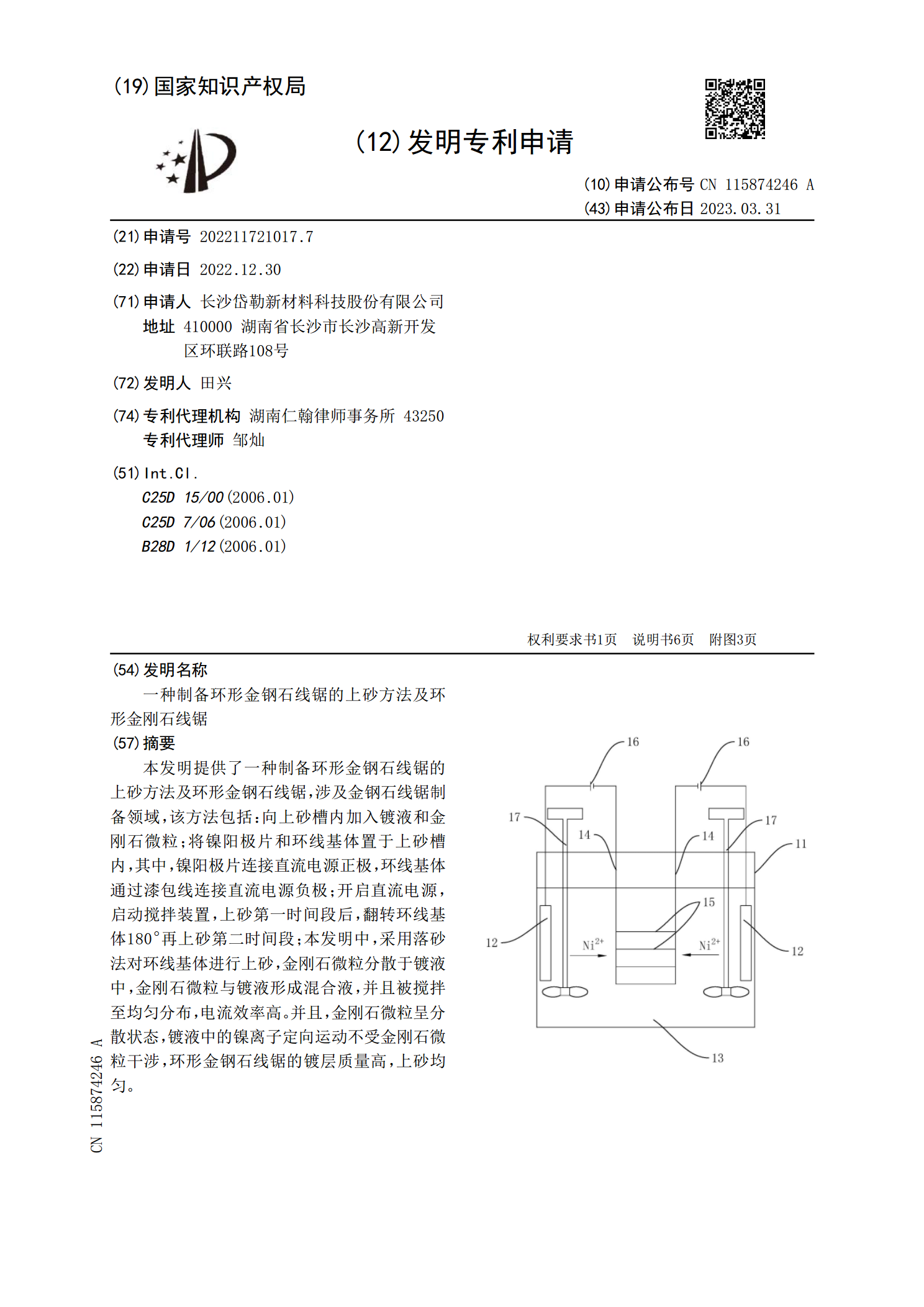
一种制备环形金钢石线锯的上砂方法及环形金刚石线锯.pdf
本发明提供了一种制备环形金钢石线锯的上砂方法及环形金钢石线锯,涉及金钢石线锯制备领域,该方法包括:向上砂槽内加入镀液和金刚石微粒;将镍阳极片和环线基体置于上砂槽内,其中,镍阳极片连接直流电源正极,环线基体通过漆包线连接直流电源负极;开启直流电源,启动搅拌装置,上砂第一时间段后,翻转环线基体180°再上砂第二时间段;本发明中,采用落砂法对环线基体进行上砂,金刚石微粒分散于镀液中,金刚石微粒与镀液形成混合液,并且被搅拌至均匀分布,电流效率高。并且,金刚石微粒呈分散状态,镀液中的镍离子定向运动不受金刚石微粒干涉
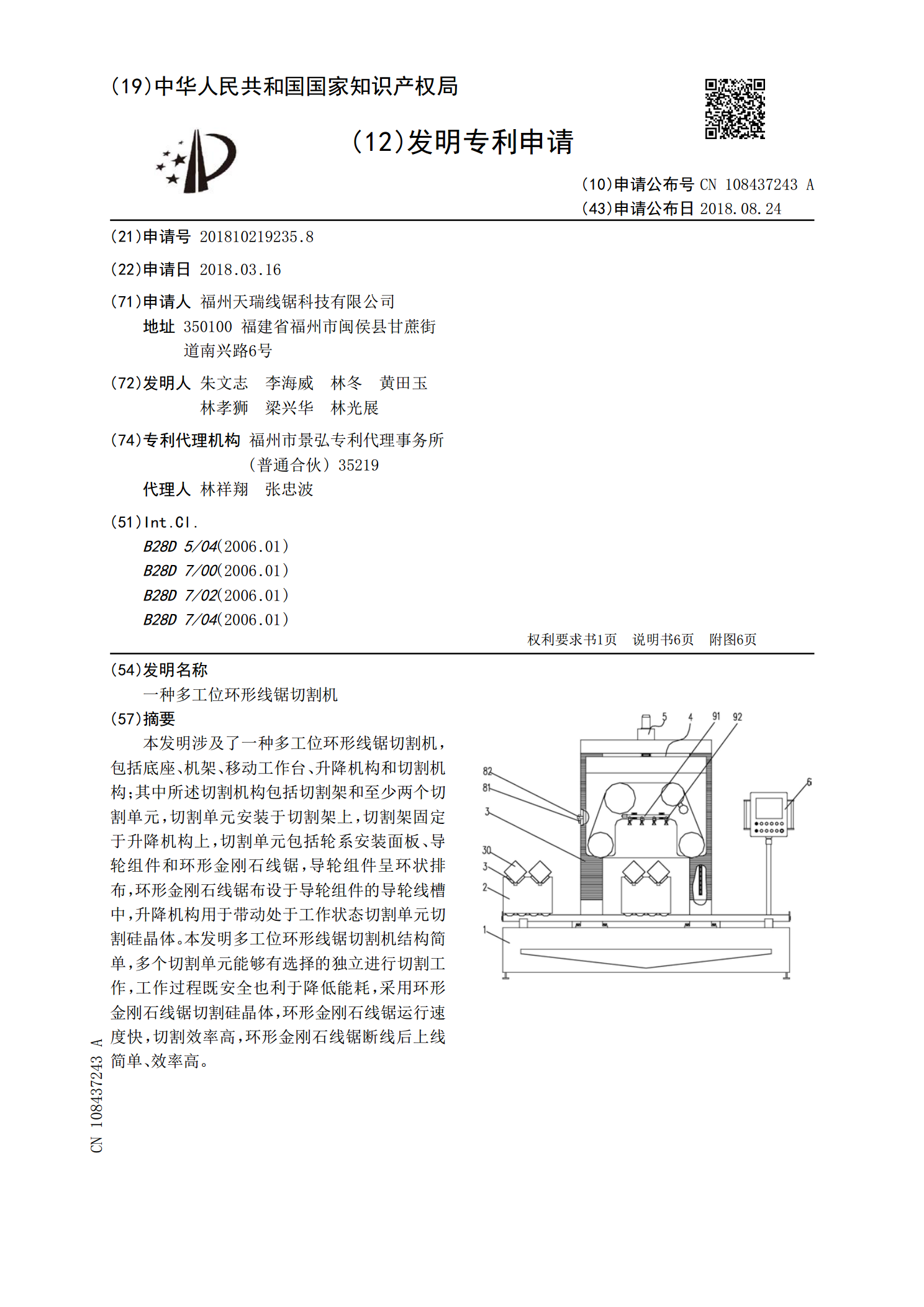
一种多工位环形线锯切割机.pdf
本发明涉及了一种多工位环形线锯切割机,包括底座、机架、移动工作台、升降机构和切割机构;其中所述切割机构包括切割架和至少两个切割单元,切割单元安装于切割架上,切割架固定于升降机构上,切割单元包括轮系安装面板、导轮组件和环形金刚石线锯,导轮组件呈环状排布,环形金刚石线锯布设于导轮组件的导轮线槽中,升降机构用于带动处于工作状态切割单元切割硅晶体。本发明多工位环形线锯切割机结构简单,多个切割单元能够有选择的独立进行切割工作,工作过程既安全也利于降低能耗,采用环形金刚石线锯切割硅晶体,环形金刚石线锯运行速度快,切割