
一种变凸度轧机的支持辊辊型设计方法.pdf

佳宁****么啦

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种变凸度轧机的支持辊辊型设计方法.pdf
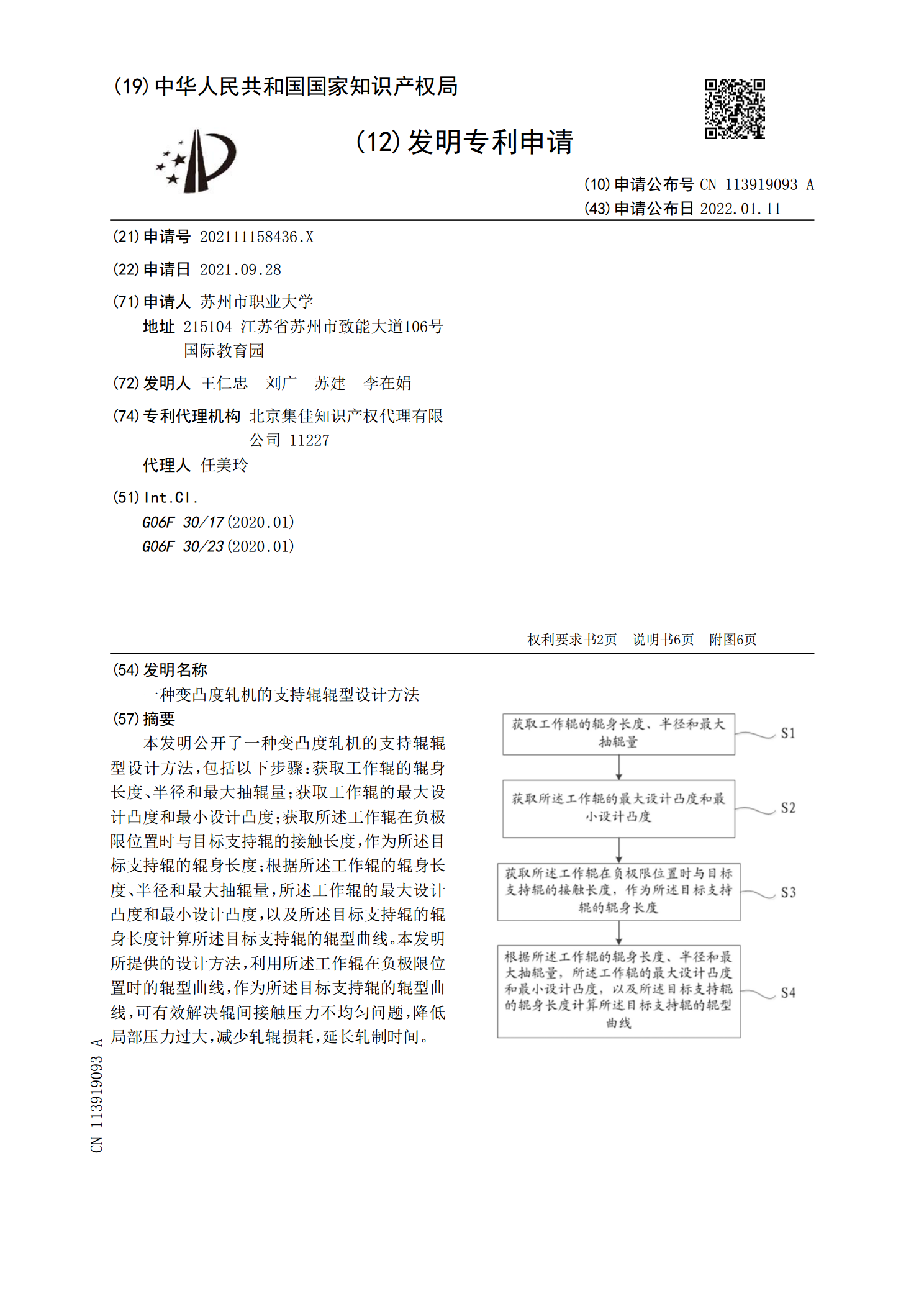
本发明公开了一种变凸度轧机的支持辊辊型设计方法,包括以下步骤:获取工作辊的辊身长度、半径和最大抽辊量;获取工作辊的最大设计凸度和最小设计凸度;获取所述工作辊在负极限位置时与目标支持辊的接触长度,作为所述目标支持辊的辊身长度;根据所述工作辊的辊身长度、半径和最大抽辊量,所述工作辊的最大设计凸度和最小设计凸度,以及所述目标支持辊的辊身长度计算所述目标支持辊的辊型曲线。本发明所提供的设计方法,利用所述工作辊在负极限位置时的辊型曲线,作为所述目标支持辊的辊型曲线,可有效解决辊间接触压力不均匀问题,降低局部压力过大

四辊轧机轴向移位变凸度辊型的研究.docx
四辊轧机轴向移位变凸度辊型的研究摘要:四辊轧机是一种高效的轧制设备,常用于金属材料的冷轧加工过程中。本文主要研究了四辊轧机中轧制压力引起的轴向移位对辊型凸度的影响,探讨了轴向移位调节对辊型凸度的改善作用。实验结果表明,轴向移位可以显著提高辊型凸度的轧制均匀性,从而提高轧制产品的质量。关键词:四辊轧机;轴向移位;凸度辊型;轧制均匀性;质量提升一、简介四辊轧机是金属材料冷轧加工中常用的轧制设备之一,广泛应用于钢铁、有色金属和铝型材等行业中。与双辊、三辊轧机相比,四辊轧机有更高的轧制效率和精度,能够实现金属材料

三辊行星轧机辊型设计方法.docx
三辊行星轧机辊型设计方法标题:三辊行星轧机辊型设计方法摘要:三辊行星轧机是钢铁工业中常用的轧制设备,其辊型设计直接影响到轧制产品的质量和生产效率。本文以提高轧机辊型设计的准确性和效率为目标,综合了现有的辊型设计方法,并提出了一种基于数值模拟的三维辊型设计方法。通过对轧辊的受力分析和轧制工艺参数的优化,本文能够为轧机辊型设计提供科学的依据,提高轧制产品的质量和生产效率。1.引言三辊行星轧机是用来将连续铸坯或以轧制带材为首的长轧件轧制成规定尺寸和形状的轧机设备。辊型设计是轧机的关键技术,合理的辊型设计可以提高

热带钢轧机线性变凸度工作辊的研制及应用.docx
热带钢轧机线性变凸度工作辊的研制及应用热带钢轧机是现代钢铁工业中的主要设备之一。在加工过程中,工作辊是热带钢轧机的核心元件之一,负责将钢坯加工成所需的规格和形状。因此,工作辊的性能对热带钢轧机的加工效率、成品质量以及设备的运行稳定性都有着重要的影响。其中,线性变凸度工作辊是目前广泛应用的一种工作辊,本文将从研制和应用两方面介绍线性变凸度工作辊的相关内容。一、线性变凸度工作辊的研制1.线性变凸度工作辊的概念线性变凸度工作辊是指在整个工作辊长度内,通过改变轧辊形状来实现辊缘部与轧件接触压力的逐步加大的一种工作
一种精轧机用辊型凸度可变轧辊结构.pdf
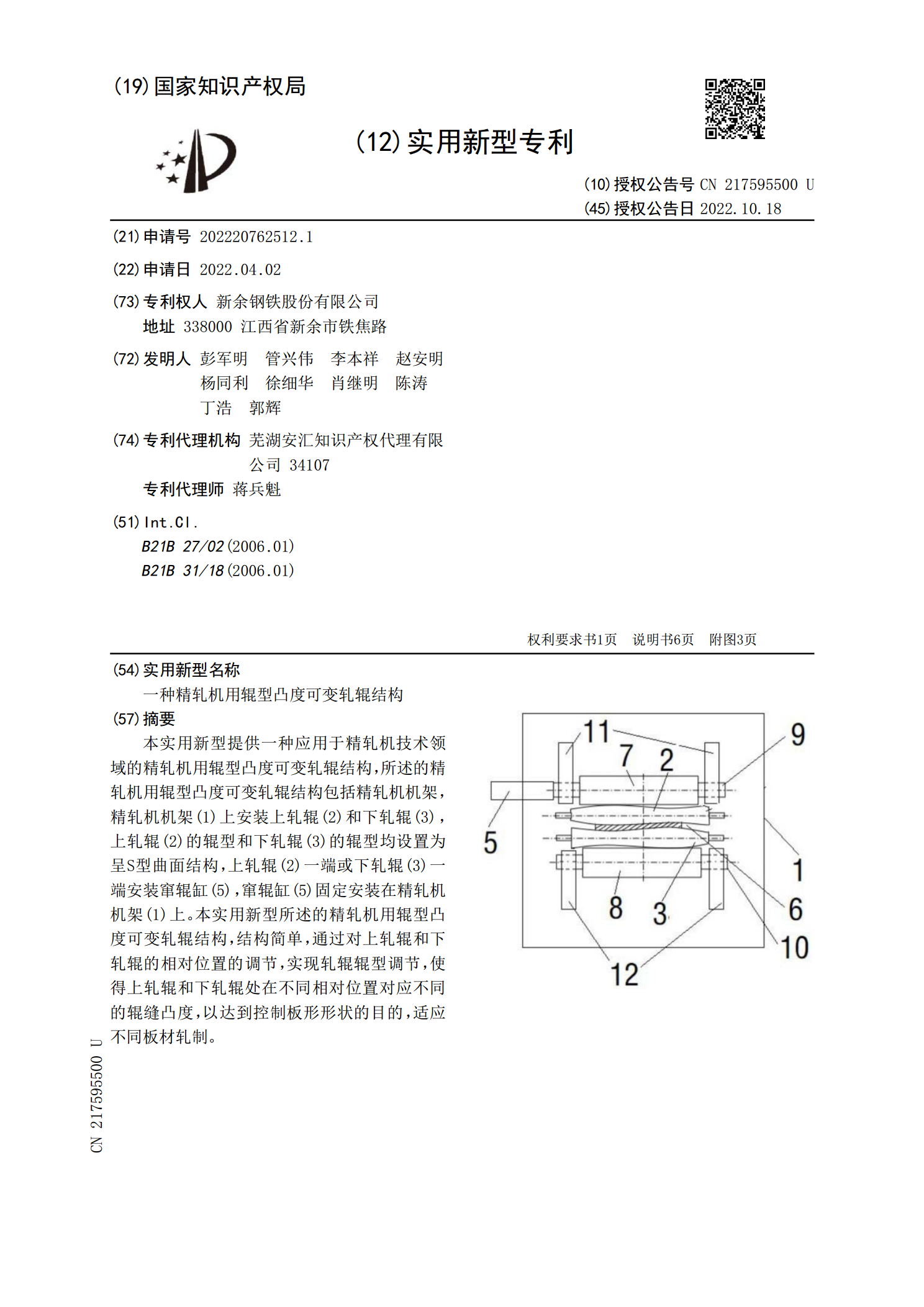
本实用新型提供一种应用于精轧机技术领域的精轧机用辊型凸度可变轧辊结构,所述的精轧机用辊型凸度可变轧辊结构包括精轧机机架,精轧机机架(1)上安装上轧辊(2)和下轧辊(3),上轧辊(2)的辊型和下轧辊(3)的辊型均设置为呈S型曲面结构,上轧辊(2)一端或下轧辊(3)一端安装窜辊缸(5),窜辊缸(5)固定安装在精轧机机架(1)上。本实用新型所述的精轧机用辊型凸度可变轧辊结构,结构简单,通过对上轧辊和下轧辊的相对位置的调节,实现轧辊辊型调节,使得上轧辊和下轧辊处在不同相对位置对应不同的辊缝凸度,以达到控制板形形状