
一种修砂轮的方法.pdf

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种修砂轮的方法.pdf
本发明公开一种修砂轮的方法,所述方法包括步骤:采用激光对待修砂轮上需要修去的部分进行切削,以在砂轮上形成预定曲面。本发明由于利用激光对砂轮进行修磨,进而可以通过精确的控制激光束的切削轨迹,实现对砂轮进行精确的修磨,可以准确获得所需砂轮磨削部分的曲面,避免了人工修磨造成的误差,提高砂轮边缘处曲面的精度和质量,提高修磨成功率;同时,由于激光焦点所到之处均可以确保砂轮被切削掉,而激光束本身不会被破坏,不会使得激光切削轨迹缺失,使得在修磨过程中,激光对砂轮的切削量不会产生误差,也就是说,切削的误差也将会降到更低,
砂轮修平设备与砂轮修平方法.pdf
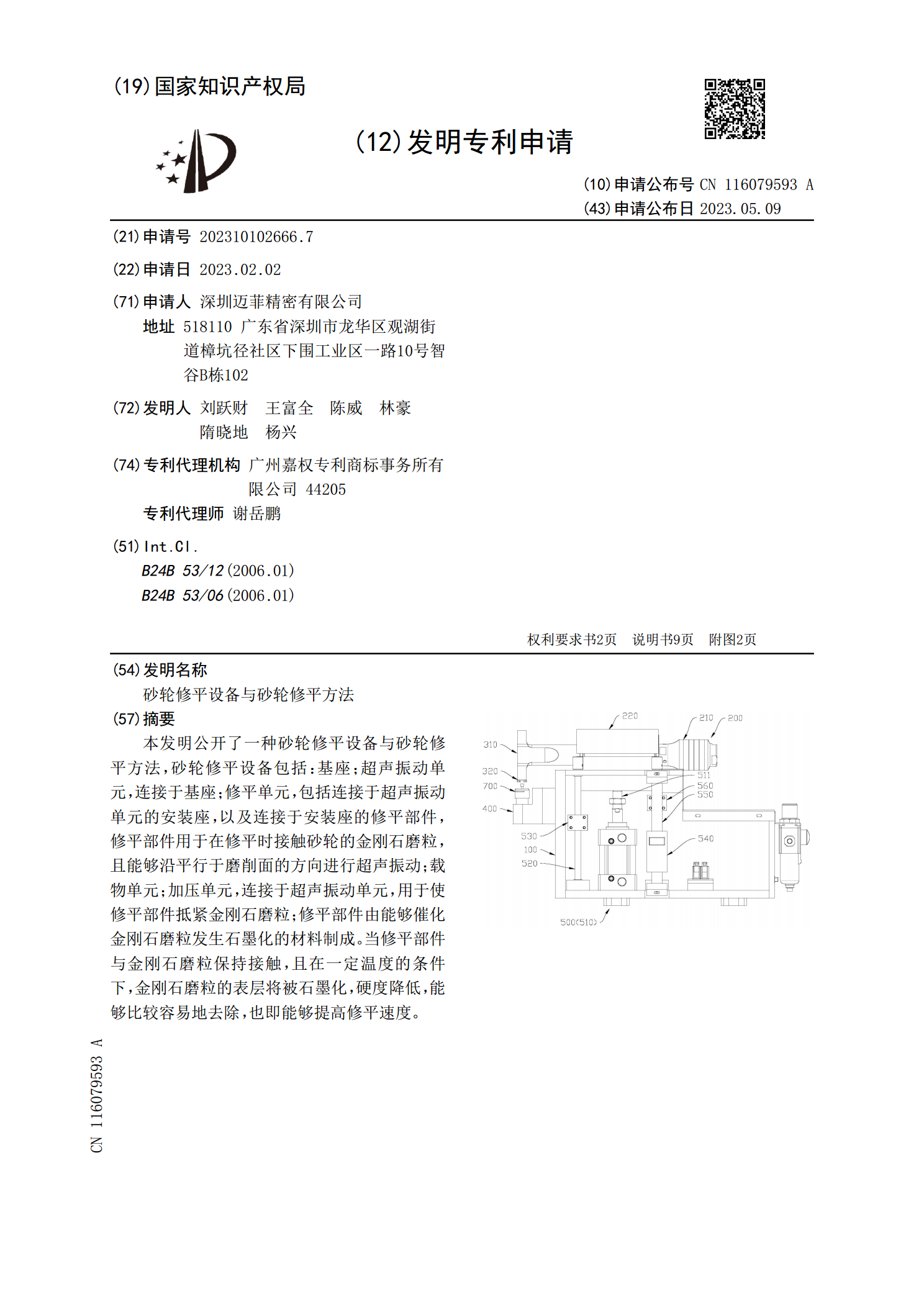
本发明公开了一种砂轮修平设备与砂轮修平方法,砂轮修平设备包括:基座;超声振动单元,连接于基座;修平单元,包括连接于超声振动单元的安装座,以及连接于安装座的修平部件,修平部件用于在修平时接触砂轮的金刚石磨粒,且能够沿平行于磨削面的方向进行超声振动;载物单元;加压单元,连接于超声振动单元,用于使修平部件抵紧金刚石磨粒;修平部件由能够催化金刚石磨粒发生石墨化的材料制成。当修平部件与金刚石磨粒保持接触,且在一定温度的条件下,金刚石磨粒的表层将被石墨化,硬度降低,能够比较容易地去除,也即能够提高修平速度。
一种圆弧砂轮修磨方法.pdf
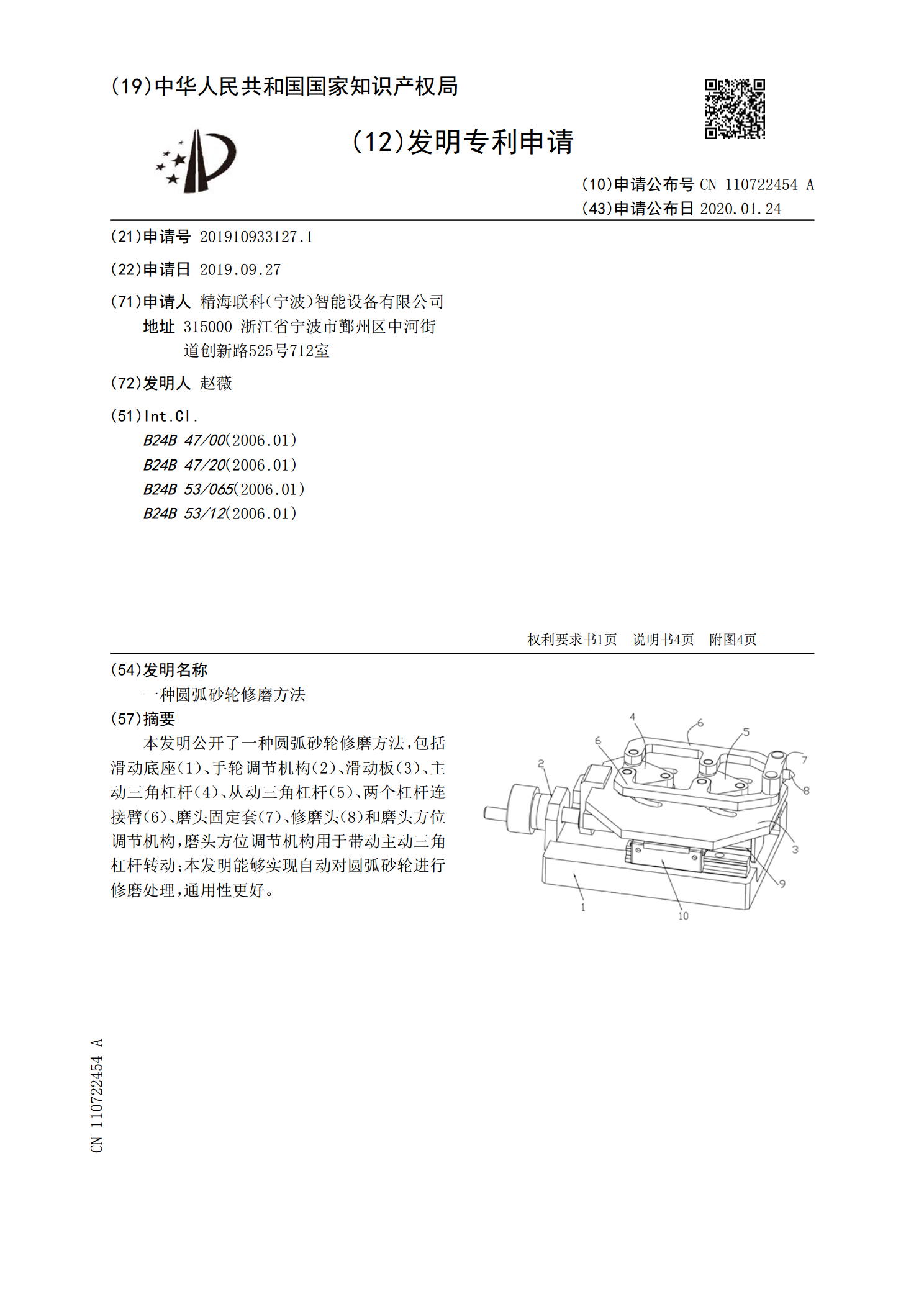
本发明公开了一种圆弧砂轮修磨方法,包括滑动底座(1)、手轮调节机构(2)、滑动板(3)、主动三角杠杆(4)、从动三角杠杆(5)、两个杠杆连接臂(6)、磨头固定套(7)、修磨头(8)和磨头方位调节机构,磨头方位调节机构用于带动主动三角杠杆转动;本发明能够实现自动对圆弧砂轮进行修磨处理,通用性更好。
一种成型砂轮修形方法.pdf
本发明公开了一种成型砂轮修形方法,首先绘制成型砂轮的轮廓图形,然后将成型砂轮的轮廓图形导入砂轮修整机,所述的砂轮修整机上设有金刚石砂轮轴和碳化硅砂轮轴,将待修形的标准砂轮安装在标准砂轮轴上,并将对磨的碳化硅砂轮安装在碳化硅砂轮轴上,通过进给并摆动碳化硅砂轮对标准砂轮进行修形,修形时先进行粗修形,然后再进行精修形。本发明先通过粗修形去余量为精修形做准备,然后沿着轮廓形状进行精修形,确保了砂轮的轮廓精度,显著改善了成型砂轮修形效果,从而达到了成型砂轮高效、高精修形的目的。

一种砂轮自动修圆修锐机构及其打磨方法.pdf
本发明公开了一种砂轮自动修圆修锐机构及其打磨方法,目的在于解决在锅坯打磨领域中,通常采用人工方式对砂轮进行打磨,危险系数较大,一致性较差的问题。其包括基座、滑轨、第一气缸、第二气缸、连接板、设置在连接板上的支撑架、连杆、用与对砂轮修圆的金刚轮、用于对砂轮修锐的钢齿轮。本发明能够完全自动地实现砂轮修圆和砂轮修锐功能,大大降低人工干预程度,避免砂轮修圆和修锐过程中,对工人的伤害,减少安全隐患。同时,本发明采用自动修圆和修锐,一致性较好,并具有极高的效率,能实现砂轮的不停机修复。本发明设计合理,构思巧妙,操作简