
一种成型砂轮修形方法.pdf

小凌****甜蜜


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种成型砂轮修形方法.pdf
本发明公开了一种成型砂轮修形方法,首先绘制成型砂轮的轮廓图形,然后将成型砂轮的轮廓图形导入砂轮修整机,所述的砂轮修整机上设有金刚石砂轮轴和碳化硅砂轮轴,将待修形的标准砂轮安装在标准砂轮轴上,并将对磨的碳化硅砂轮安装在碳化硅砂轮轴上,通过进给并摆动碳化硅砂轮对标准砂轮进行修形,修形时先进行粗修形,然后再进行精修形。本发明先通过粗修形去余量为精修形做准备,然后沿着轮廓形状进行精修形,确保了砂轮的轮廓精度,显著改善了成型砂轮修形效果,从而达到了成型砂轮高效、高精修形的目的。

一种成型砂轮修形控制系统.pdf
本发明公开了一种成型砂轮修形控制系统,该系统包括PC平台、运动控制平台和硬件平台。其中,PC平台负责管理参数及数据的处理,获取并处理反馈信号,监控运动控制平台的运行状况,PC平台与运动控制平台通过各自的通信模块进行数据交换;运动控制平台,负责接收来自PC平台的指令,它需要将这种信号转化为能够驱动伺服电机的控制信号,让其完成伺服控制、路径规划等任务;硬件平台负责完成工件的物理加工以及加工过程中的辅助功能和检测功能。采用本发明不仅实现成型砂轮修形的智能化,提高工作的质量和效率的目的,还通过模块化的系统设计,降

一种成型曲线砂轮修型装置.pdf
一种成型曲线砂轮修型装置,涉及砂轮修型技术领域,包括用于与磨床工作台固定连接的底座,所述底座上设置有导向滑轨,所述导向滑轨上方设置有滑动工作台,与所述滑动工作台连接设置有滑轮,所述滑轮能够与导向滑轨配合滑动,导向滑轨的形状与成型曲线砂轮的形状相一致;所述底座上设置有用于驱动滑动工作台沿导向滑轨移动的驱动机构,所述滑动工作台上设置有用于对成型曲线砂轮修型的修型机构,所述修型机构工作端设置有用于防止修型机构工作端摆动的定位机构。本发明能够对曲线砂轮进行修型,而且修型精度高,提高了生产效率,便于使用者安全操作。
一种螺杆的砂轮修形方法及其装置.pdf
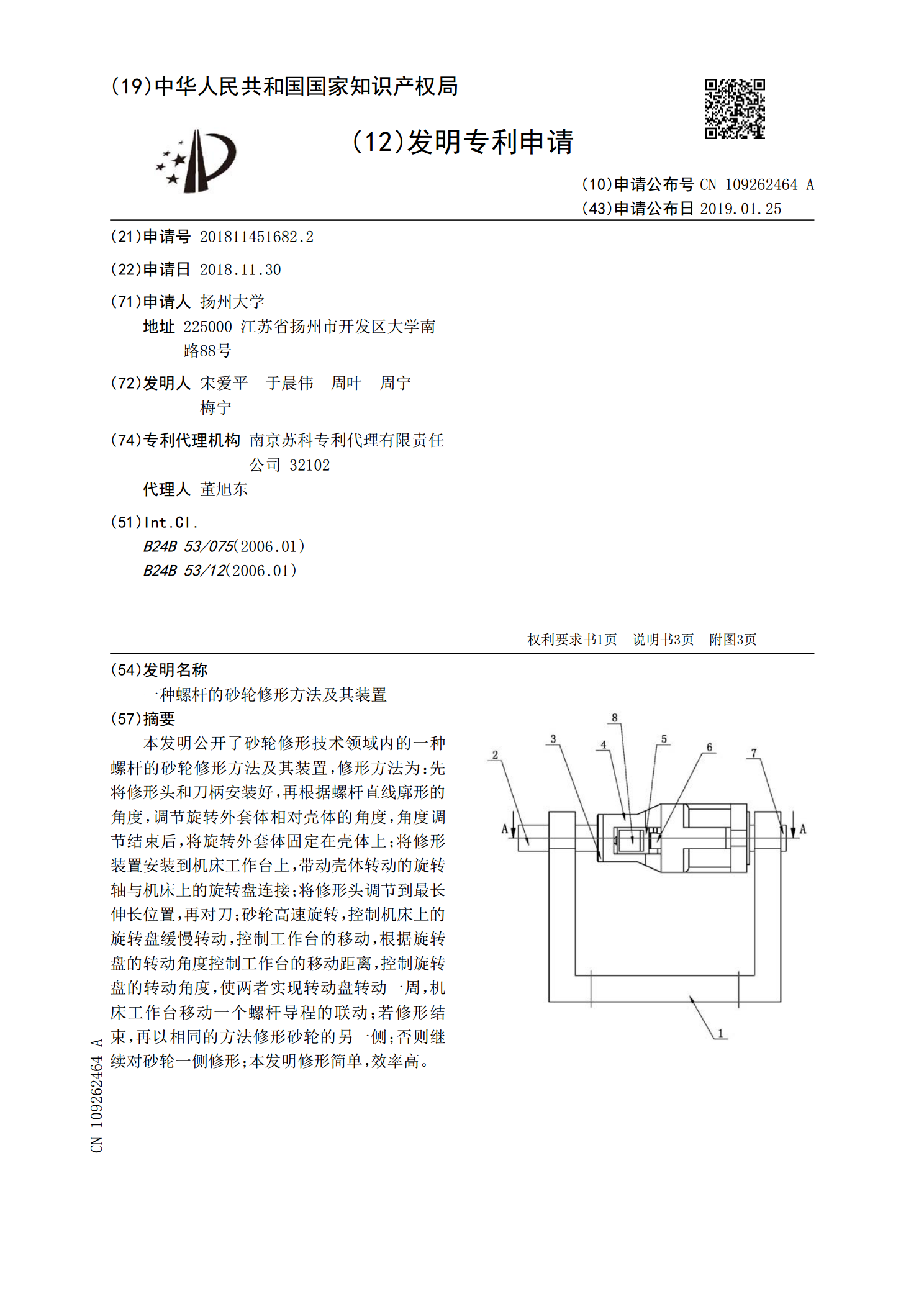
本发明公开了砂轮修形技术领域内的一种螺杆的砂轮修形方法及其装置,修形方法为:先将修形头和刀柄安装好,再根据螺杆直线廓形的角度,调节旋转外套体相对壳体的角度,角度调节结束后,将旋转外套体固定在壳体上;将修形装置安装到机床工作台上,带动壳体转动的旋转轴与机床上的旋转盘连接;将修形头调节到最长伸长位置,再对刀;砂轮高速旋转,控制机床上的旋转盘缓慢转动,控制工作台的移动,根据旋转盘的转动角度控制工作台的移动距离,控制旋转盘的转动角度,使两者实现转动盘转动一周,机床工作台移动一个螺杆导程的联动;若修形结束,再以相同
一种砂轮离线修整机及修形方法.pdf
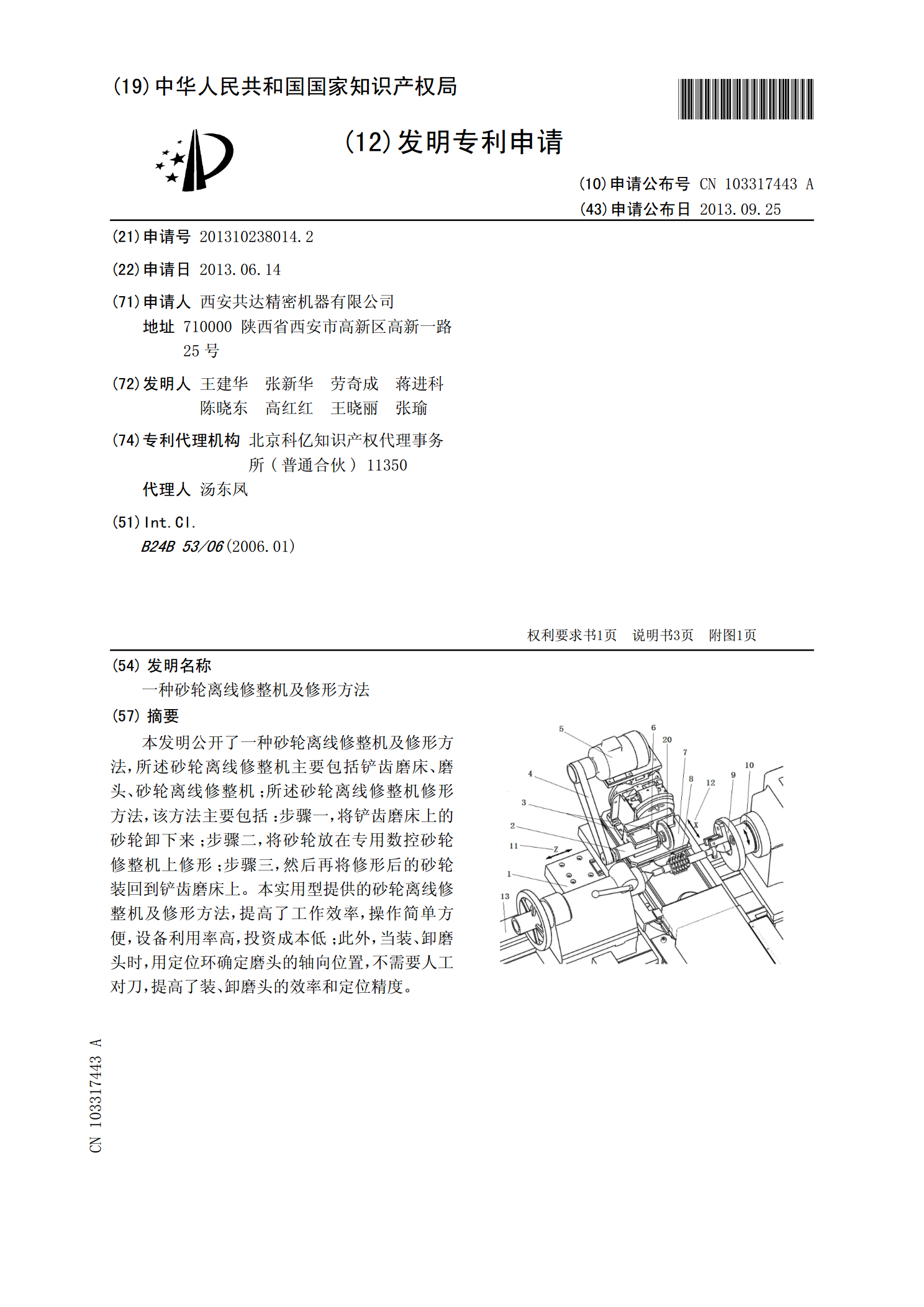
本发明公开了一种砂轮离线修整机及修形方法,所述砂轮离线修整机主要包括铲齿磨床、磨头、砂轮离线修整机;所述砂轮离线修整机修形方法,该方法主要包括:步骤一,将铲齿磨床上的砂轮卸下来;步骤二,将砂轮放在专用数控砂轮修整机上修形;步骤三,然后再将修形后的砂轮装回到铲齿磨床上。本实用型提供的砂轮离线修整机及修形方法,提高了工作效率,操作简单方便,设备利用率高,投资成本低;此外,当装、卸磨头时,用定位环确定磨头的轴向位置,不需要人工对刀,提高了装、卸磨头的效率和定位精度。