
轮辋滚花机.pdf

Th****84


1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮辋滚花机.pdf
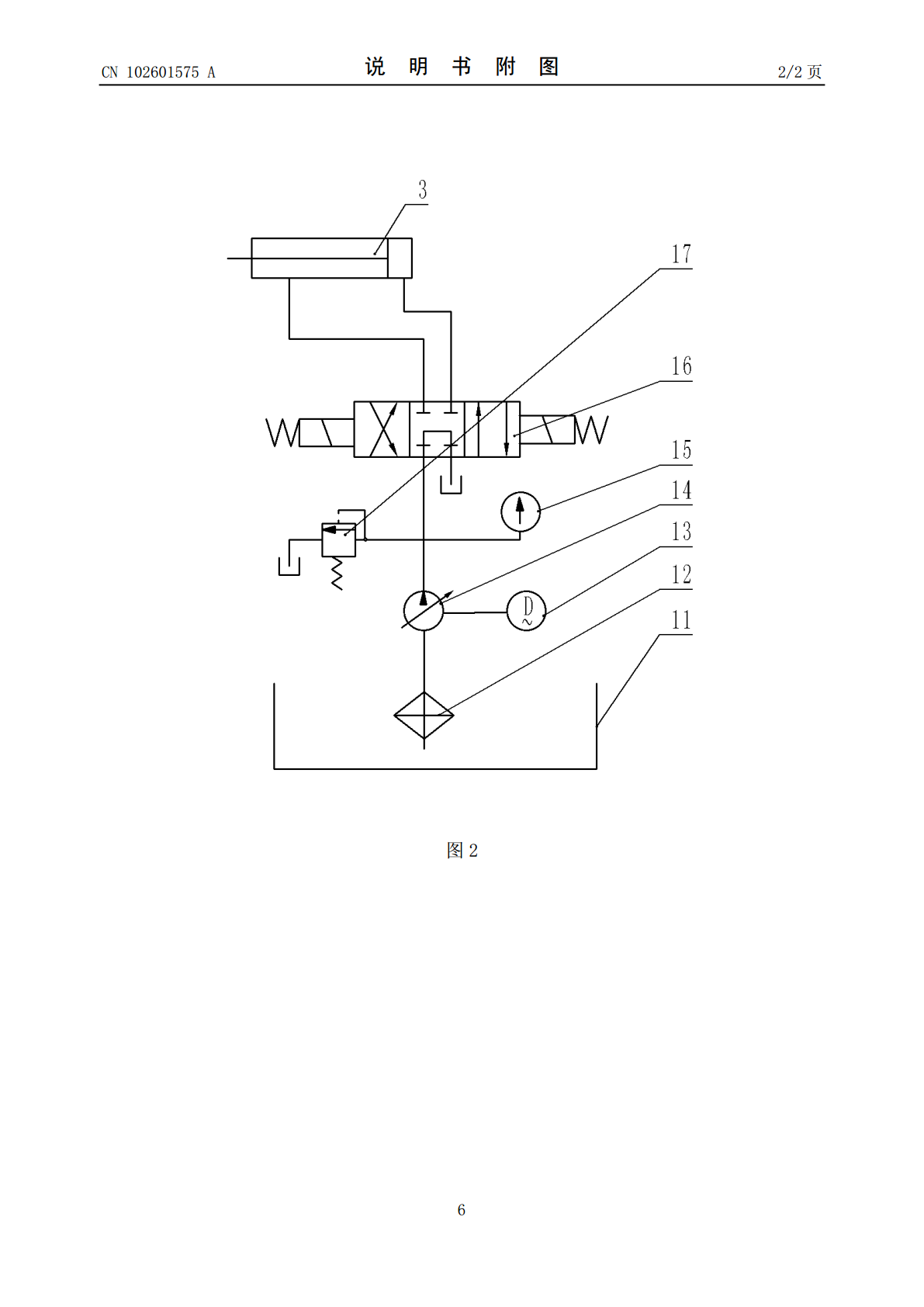
本发明公开了一种轮辋滚花机,它包括机身、通过变速传动箱驱动的主轴和连接在主轴上的工作台,所述机身在所述主轴轴线的一侧通过导轨装有滚刀架,所述滚刀架连接有一个其液压系统设有整定液压介质压力的溢流阀的液压油缸。本发明与现有技术相比可以解决对轮辋滚花加工获得的花纹存在深浅不一的问题。

轮辋滚花方法.pdf
本发明公开了一轮辋滚花方法,它采用一种其滚刀架通过滚花刀可以对轮辋施加衡定压力的轮辋滚花机,以及一种装在刀架上可使滚花刀的刀刃长度全部压接在所述轮辋的滚花部位上的滚花刀,通过滚动轮辋一周来完成对轮辋的滚花加工。这种辋滚花方法与已有技术相比可以解决轮辋滚花加工出的花纹质量差,深度不均匀,对劳动者要求高以及劳动强度大的问题。

轮辋滚花设备.pdf
本发明公开了一种轮辋滚花设备,它包括机身、通过变速传动箱驱动的主轴和连接在主轴上的工作台,所述机身在所述主轴轴线的一侧通过导轨装有滚刀架,所述滚刀架连接有一个进给驱动重锤。本发明与现有技术相比可以解决对轮辋滚花加工获得的花纹存在深浅不一的问题。
轮辋滚型机及轮辋自动加工系统.pdf
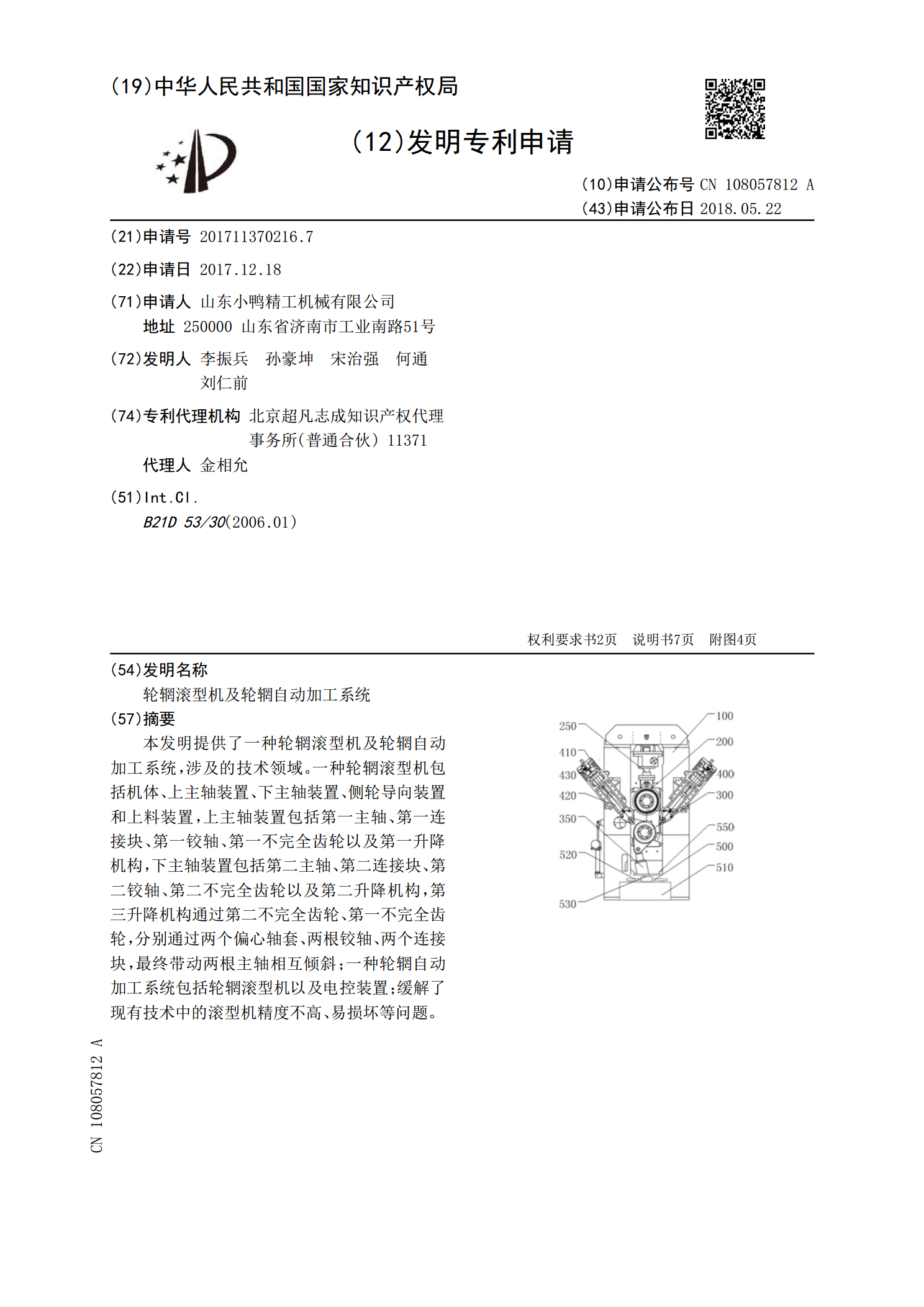
本发明提供了一种轮辋滚型机及轮辋自动加工系统,涉及的技术领域。一种轮辋滚型机包括机体、上主轴装置、下主轴装置、侧轮导向装置和上料装置,上主轴装置包括第一主轴、第一连接块、第一铰轴、第一不完全齿轮以及第一升降机构,下主轴装置包括第二主轴、第二连接块、第二铰轴、第二不完全齿轮以及第二升降机构,第三升降机构通过第二不完全齿轮、第一不完全齿轮,分别通过两个偏心轴套、两根铰轴、两个连接块,最终带动两根主轴相互倾斜;一种轮辋自动加工系统包括轮辋滚型机以及电控装置;缓解了现有技术中的滚型机精度不高、易损坏等问题。
新型工程轮辋滚型机.pdf
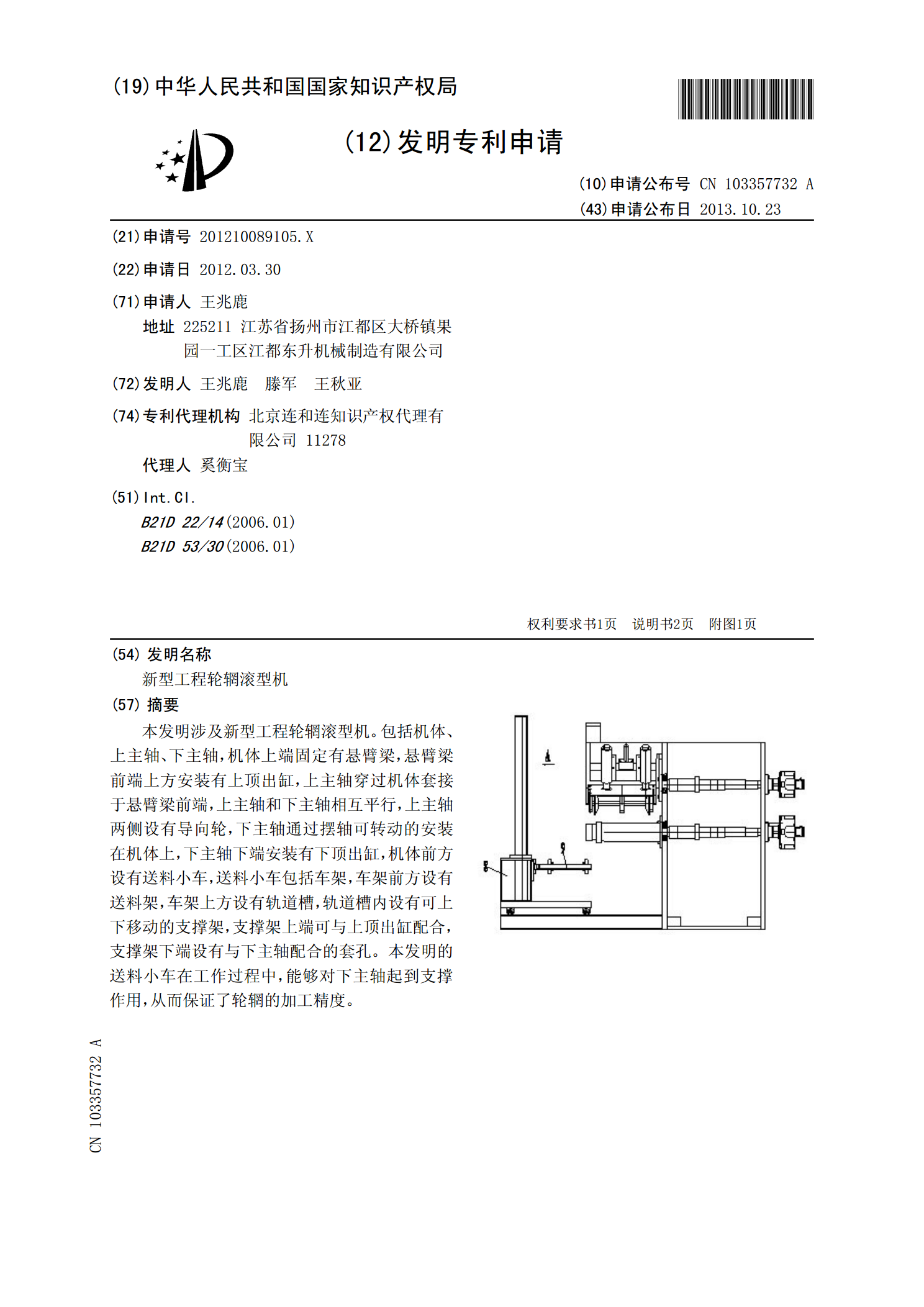
本发明涉及新型工程轮辋滚型机。包括机体、上主轴、下主轴,机体上端固定有悬臂梁,悬臂梁前端上方安装有上顶出缸,上主轴穿过机体套接于悬臂梁前端,上主轴和下主轴相互平行,上主轴两侧设有导向轮,下主轴通过摆轴可转动的安装在机体上,下主轴下端安装有下顶出缸,机体前方设有送料小车,送料小车包括车架,车架前方设有送料架,车架上方设有轨道槽,轨道槽内设有可上下移动的支撑架,支撑架上端可与上顶出缸配合,支撑架下端设有与下主轴配合的套孔。本发明的送料小车在工作过程中,能够对下主轴起到支撑作用,从而保证了轮辋的加工精度。