
适用于冲制汽车刹车片的连续冲压模具及冲压方法.pdf

是来****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

适用于冲制汽车刹车片的连续冲压模具及冲压方法.pdf
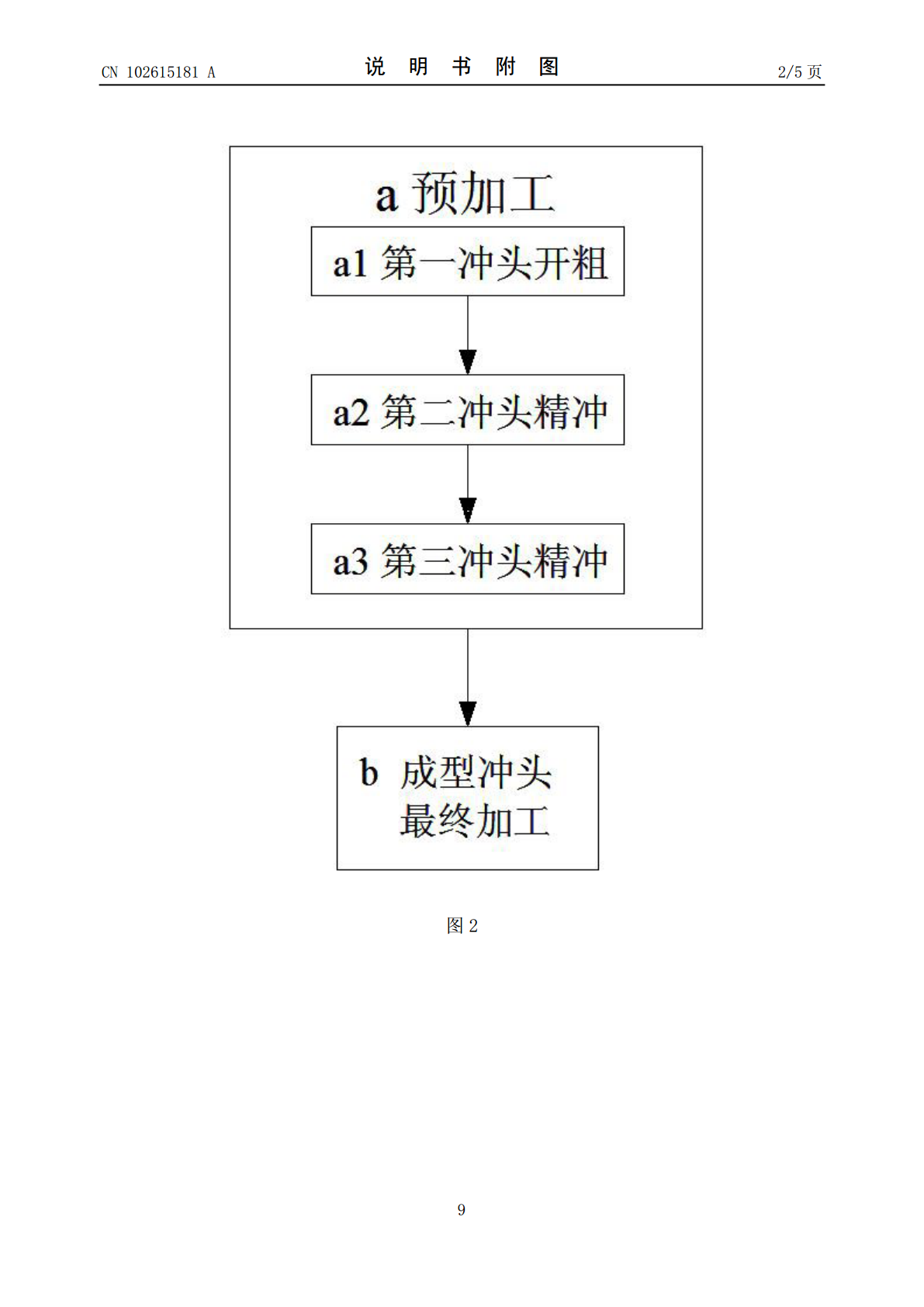
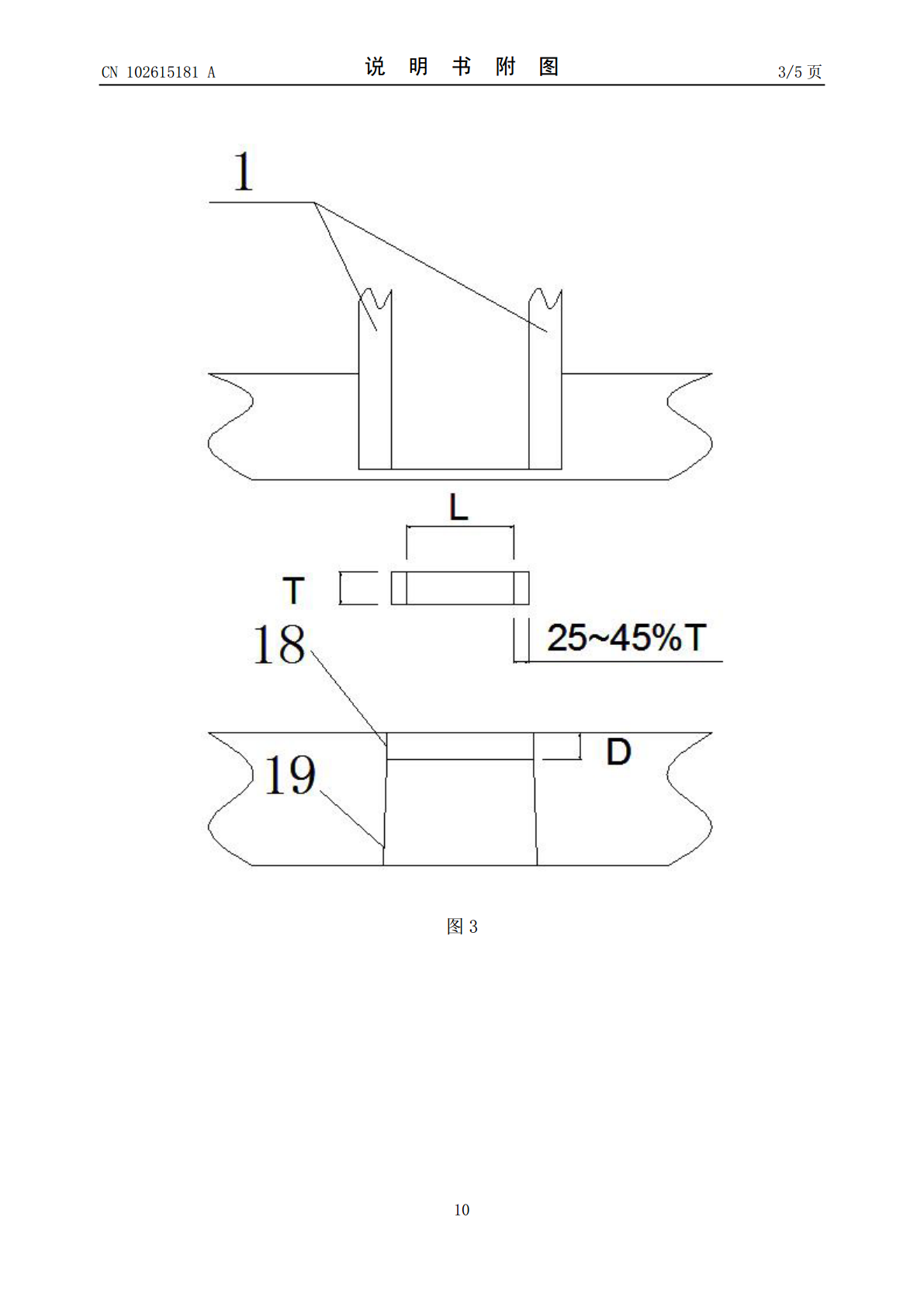
本发明公开一种适用于冲制汽车刹车片的连续冲压模具及冲压方法,其中冲压模具上模组和下模组,上述上模组包括:多个用于分步完成冲制的冲头,上述下模组包括:用于与上述多个冲头相配合完成加工的下模板;冲压方法主要包括如下:a、利用多个上述预加工冲头对厚度为T的素材多次进行预加工,形成外形轮廓相近但带有加工余量的中间件,每次冲压留有的加工余量越来越小;b、利用上述成型冲头对上述中间进行最终加工,直接加工到目标尺寸形成最终产品,本发明由于分多次预加工,使在最终加工时,成型冲头的刃口间隙直接采用目标尺寸,不留有余量,并且
隔爆型电机冲片冲压方法及冲压模具.pdf
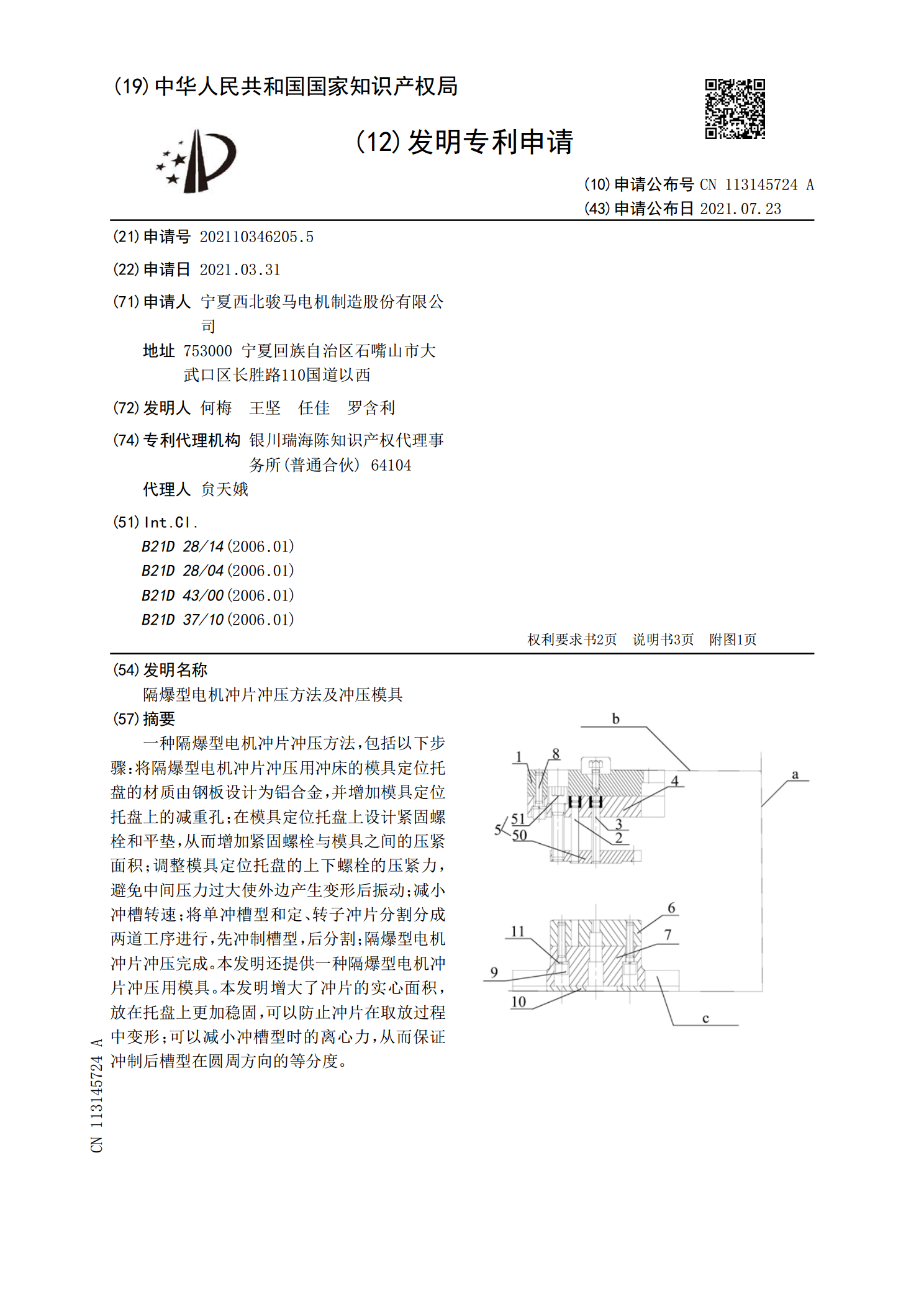
一种隔爆型电机冲片冲压方法,包括以下步骤:将隔爆型电机冲片冲压用冲床的模具定位托盘的材质由钢板设计为铝合金,并增加模具定位托盘上的减重孔;在模具定位托盘上设计紧固螺栓和平垫,从而增加紧固螺栓与模具之间的压紧面积;调整模具定位托盘的上下螺栓的压紧力,避免中间压力过大使外边产生变形后振动;减小冲槽转速;将单冲槽型和定、转子冲片分割分成两道工序进行,先冲制槽型,后分割;隔爆型电机冲片冲压完成。本发明还提供一种隔爆型电机冲片冲压用模具。本发明增大了冲片的实心面积,放在托盘上更加稳固,可以防止冲片在取放过程中变形;

冲制加工方法、冲压成形品的制造方法、冲制模及冲压成形品.pdf
本发明提供一种将具有由互相邻接的两个面构成劣角的劣角部的冲压成形品通过良好精密度冲制加工来成形的冲制加工方法、冲压成形品的制造方法、冲制模及冲压成形品。用于对构成摩擦板体(10)的金属芯板(11)形成花键(14)的冲制模(100)是由圆柱状的第1冲切刃部(102)及形成齿轮状的第2冲切刃部(103)所构成。而且,在金属芯板(11)的内周部形成花键(14)时,首先,藉由将冲制模(100)的第1冲切刃部(102)强压于金属芯板(11),以形成花键(14)的齿冠面(14c)。其次,藉由将冲制模(100)的第2冲
冲裁(冲压与模具).ppt
第2章冲裁本章重点1.冲裁变形规律及冲裁件质量影响因素;2.刃口尺寸计算原则和方法;3.冲裁工艺性分析与工艺方案制定;4.冲裁模典型结构及特点;5.冲裁模结构设计及模具标准应用;6.冲裁工艺与冲裁模设计的方法和步骤。本章难点1.冲裁变形规律及冲裁件质量影响因素;2.刃口尺寸计算原则和方法;3.模具结构设计及模具标准应用;4.冲裁工艺与冲裁模设计的方法和步骤。2.1冲裁基础冲裁:利用模具使板料沿着一定的轮廓形状产生分离的一种冲压工序。包括落料、冲孔、切断、修边、切舌、剖切等。分类:普通冲裁、精密冲裁。1.冲

如何检验汽车冲压模具件-有效检验汽车冲压模具件的方法.docx
如何检验汽车冲压模具件-有效检验汽车冲压模具件的方法如何检验汽车冲压模具件-有效检验汽车冲压模具件的方法汽车模具最主要的组成部分就是覆盖件模具。这类模具主要是冷冲模。广义上的“汽车模具”是制造汽车上所有零件的模具总称。下面,小编为大家分享有效检验汽车冲压模具件的方法,希望对大家有所帮助!涂油检验用干净的纱布将外覆盖件的表面擦干净。再用干净的刷子沿着同一个方向均匀地涂油至冲压件的整个外表面。把涂完油的冲压件放在强光下检验,建议把冲压件竖在车身位置上。用此法可很容易地发现冲压件上的微小