
冲制加工方法、冲压成形品的制造方法、冲制模及冲压成形品.pdf

玉怡****文档


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲制加工方法、冲压成形品的制造方法、冲制模及冲压成形品.pdf
本发明提供一种将具有由互相邻接的两个面构成劣角的劣角部的冲压成形品通过良好精密度冲制加工来成形的冲制加工方法、冲压成形品的制造方法、冲制模及冲压成形品。用于对构成摩擦板体(10)的金属芯板(11)形成花键(14)的冲制模(100)是由圆柱状的第1冲切刃部(102)及形成齿轮状的第2冲切刃部(103)所构成。而且,在金属芯板(11)的内周部形成花键(14)时,首先,藉由将冲制模(100)的第1冲切刃部(102)强压于金属芯板(11),以形成花键(14)的齿冠面(14c)。其次,藉由将冲制模(100)的第2冲
冲压成形品的制造方法及冲压成形装置.pdf
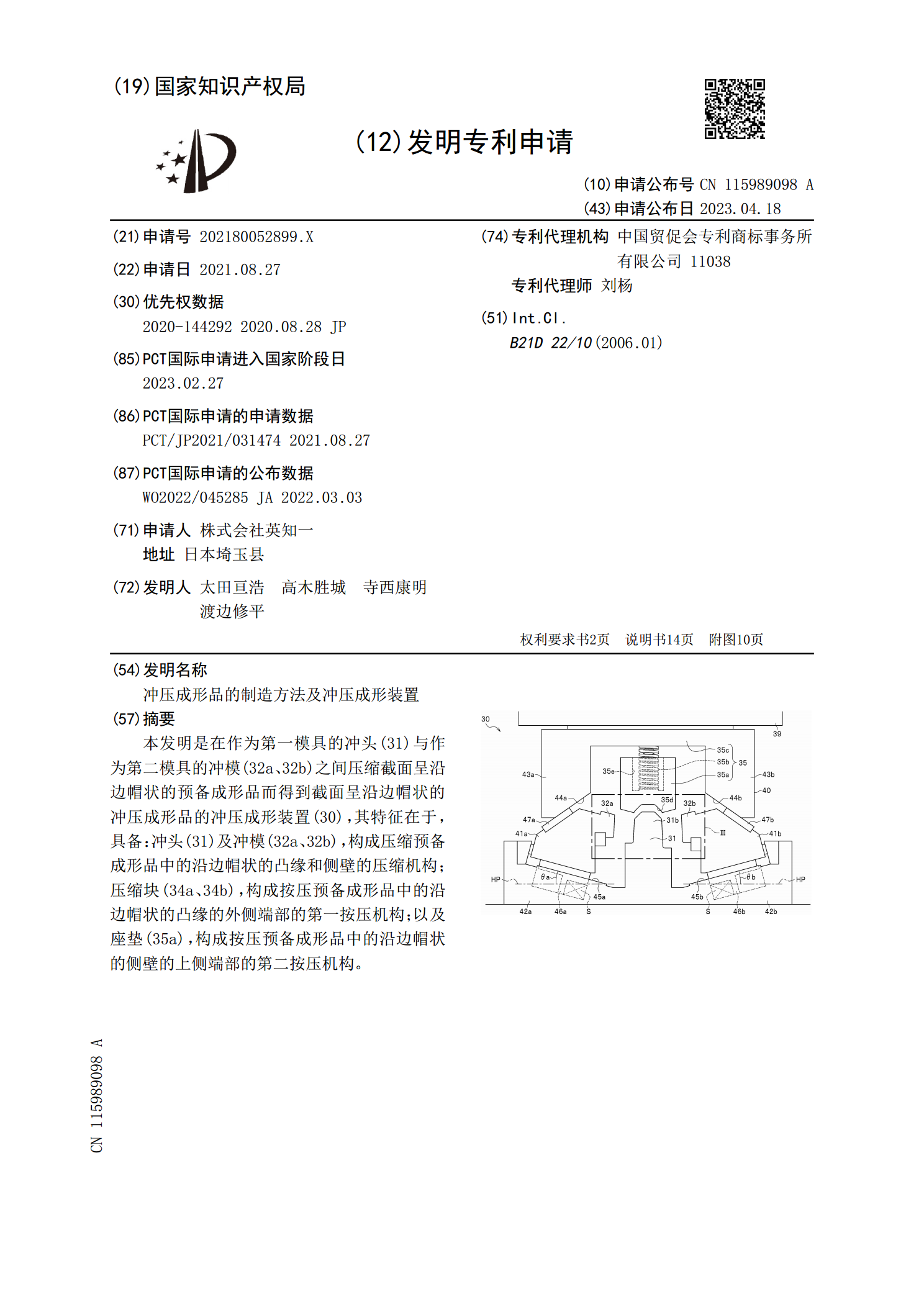
本发明是在作为第一模具的冲头(31)与作为第二模具的冲模(32a、32b)之间压缩截面呈沿边帽状的预备成形品而得到截面呈沿边帽状的冲压成形品的冲压成形装置(30),其特征在于,具备:冲头(31)及冲模(32a、32b),构成压缩预备成形品中的沿边帽状的凸缘和侧壁的压缩机构;压缩块(34a、34b),构成按压预备成形品中的沿边帽状的凸缘的外侧端部的第一按压机构;以及座垫(35a),构成按压预备成形品中的沿边帽状的侧壁的上侧端部的第二按压机构。
冲压成形品的形状变化预测方法.pdf
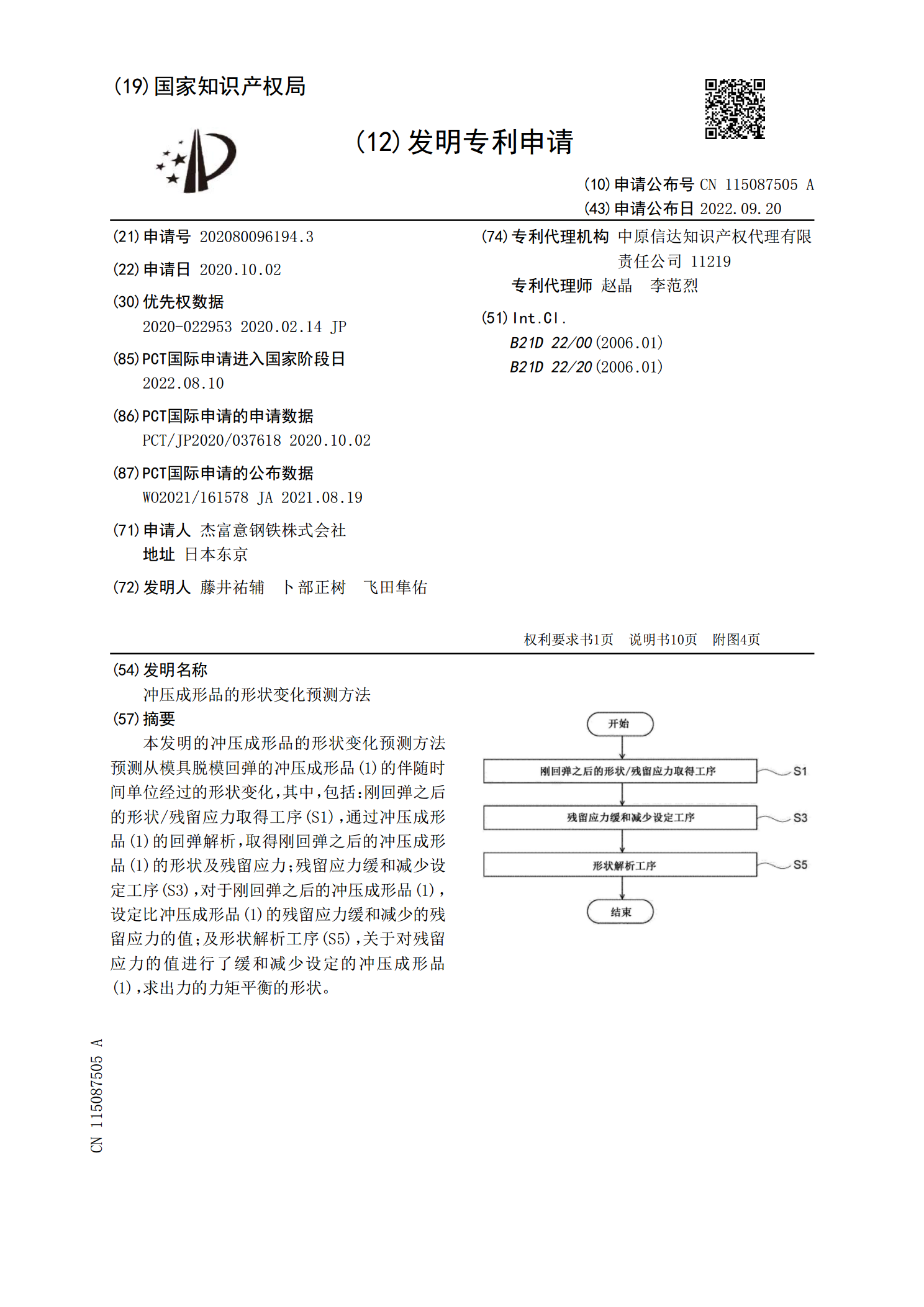
本发明的冲压成形品的形状变化预测方法预测从模具脱模回弹的冲压成形品(1)的伴随时间单位经过的形状变化,其中,包括:刚回弹之后的形状/残留应力取得工序(S1),通过冲压成形品(1)的回弹解析,取得刚回弹之后的冲压成形品(1)的形状及残留应力;残留应力缓和减少设定工序(S3),对于刚回弹之后的冲压成形品(1),设定比冲压成形品(1)的残留应力缓和减少的残留应力的值;及形状解析工序(S5),关于对残留应力的值进行了缓和减少设定的冲压成形品(1),求出力的力矩平衡的形状。

模内成形品的制造方法和模内成形品.pdf
目的是提供无需成形后的去毛边处理,且无需多余的成形品的留量的模内成形品的制造方法。将第1模具(1)和第2模具(2)合模,夹住装饰膜(207),在模具内切断装饰膜(207)的转印层(302),在模具的型腔流入树脂(5),将树脂(5)冷却后开模,取出表面具有转印层(302)的模内成形品。

树脂成形品的模具装置、成形装置、成形加工系统、成形品的制造方法.pdf
本发明提供获得在成形品中具有发泡层的成形品的制造方法,用于具有发泡性的树脂的制造的发泡剂、装置、模具、成形机、提高发泡倍率的方法、提高涂饰适当性的方法。在由与预定配合的物质表现出相容(溶)性的树脂制造发泡剂的母粒的制造所使用的载体树脂的情况下,得到外观良好的成形品。在发泡剂使用无机类的碳酸氢钠的情况下,发泡残渣(发泡剂分解而产生发泡性气体后的残渣,残留于成形品中。)的碳酸钠使涂膜的附着性降低,所以若预先进行酸洗除去碳酸钠,则满足涂饰适当性。在进行GCP时,表面的表皮层的厚度因模具表面温度而变化。一般情况下