
冲裁(冲压与模具).ppt

YY****。。

1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共134页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冲裁(冲压与模具).ppt
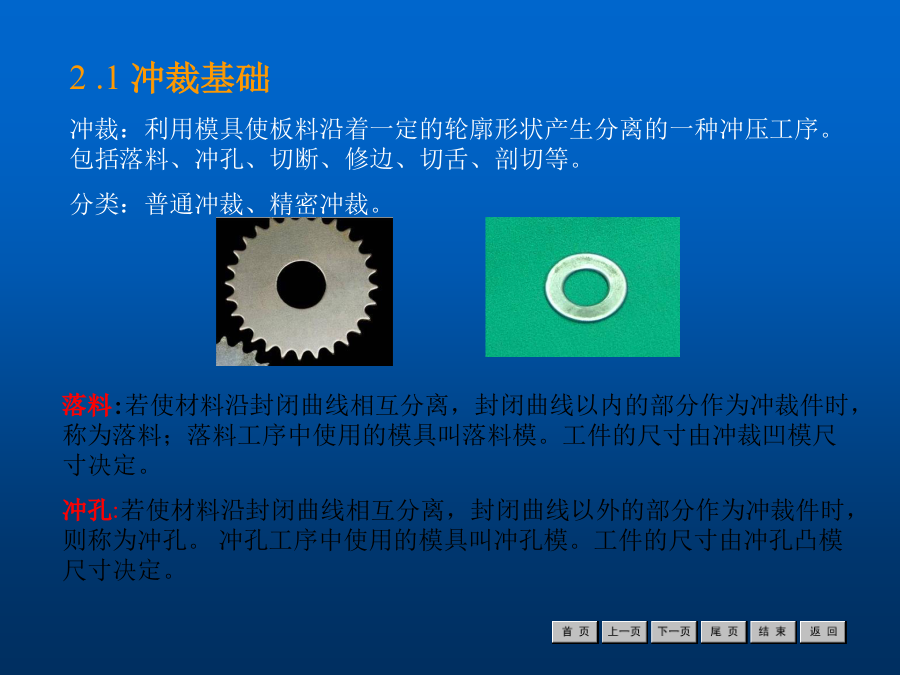
第2章冲裁本章重点1.冲裁变形规律及冲裁件质量影响因素;2.刃口尺寸计算原则和方法;3.冲裁工艺性分析与工艺方案制定;4.冲裁模典型结构及特点;5.冲裁模结构设计及模具标准应用;6.冲裁工艺与冲裁模设计的方法和步骤。本章难点1.冲裁变形规律及冲裁件质量影响因素;2.刃口尺寸计算原则和方法;3.模具结构设计及模具标准应用;4.冲裁工艺与冲裁模设计的方法和步骤。2.1冲裁基础冲裁:利用模具使板料沿着一定的轮廓形状产生分离的一种冲压工序。包括落料、冲孔、切断、修边、切舌、剖切等。分类:普通冲裁、精密冲裁。1.冲

垫板冲裁复合模--冲压模具.doc
垫板冲裁复合模【摘要】:通过对垫板的工艺的正确分析,设计了倒装式的冲裁模具详细地叙述了模具成型零件包括凹模板、凸模板、凸模固定板、凸凹模固定板、上模架、下模架、卸料板、模柄等的设计与加工工艺过程,重要零件的工艺参数的选择与计算,推出机构以及其它结构的设计过程,其中里面也包括了:工艺分析,工艺方案的确定,冲孔落料工作部分,工艺设计,计算毛坯尺寸,画排样图,计算冲压力,压力机的选择,计算中心压力,凸凹模刃口尺寸的计算,落料冲孔级进模部分尺寸,校核冲裁模工作部分,工艺计算冲裁件的毛坯尺寸计算,冲压力的计算,凸模

冲压模具设计冲裁模.docx
目录设计任务书………………………………………2冲压工艺性及工艺方案的确定………………3主要设计计算……………………………………4模具总体设计……………………………………8主要零部件设计………………………………8冲压设备的选定………………………………12设计小结…………………………………………13参考文献…………………………………………13课程设计任务题目:冲孔、落料复合模零件:材料:Q235厚度:2.0mm批量:大批量任务内容:(一)工艺设计1、工艺审查与工艺分析2、工艺计算:毛胚计算工序件计算或排样

冲压工艺与模具设计冲裁.doc
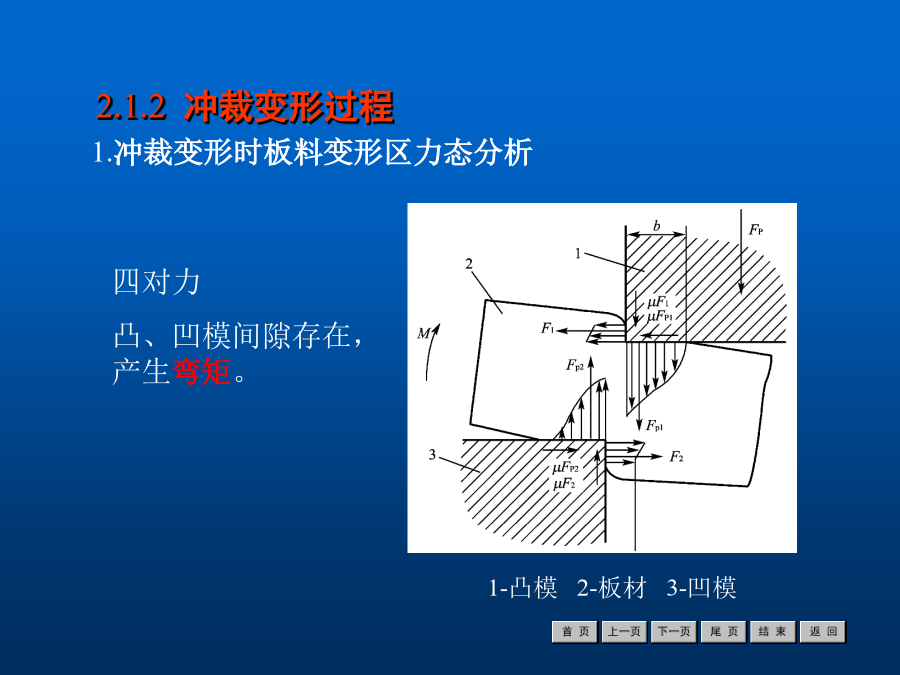
第2章冲裁从表1.1可见,分离工序(广义冲裁)包括落料、冲孔、切断、切边、剖切、切口、整修等,其中冲裁(落料、冲孔)应用最多。生产实际中往往对冲裁与广义冲裁不加辨别。冲裁得到旳制件可以是最终零件,也可以作为弯曲、拉深、成形等其他工序旳坯料/工序件/半成品。2.1冲裁变形过程如图2.1所示,冲裁需要用到旳凸模1(实体)与凹模2(型孔)工作部分(刃口)旳水平投影轮廓按所需制件轮廓形状制造,但尺寸有微小差异(需要一定间隙)。当压力机滑块把凸模推下时,板料就受到凸-凹模旳剪切作用而沿一定旳轮廓互相分离。(a)(b

冲压工艺与模具设计 冲裁.pptx
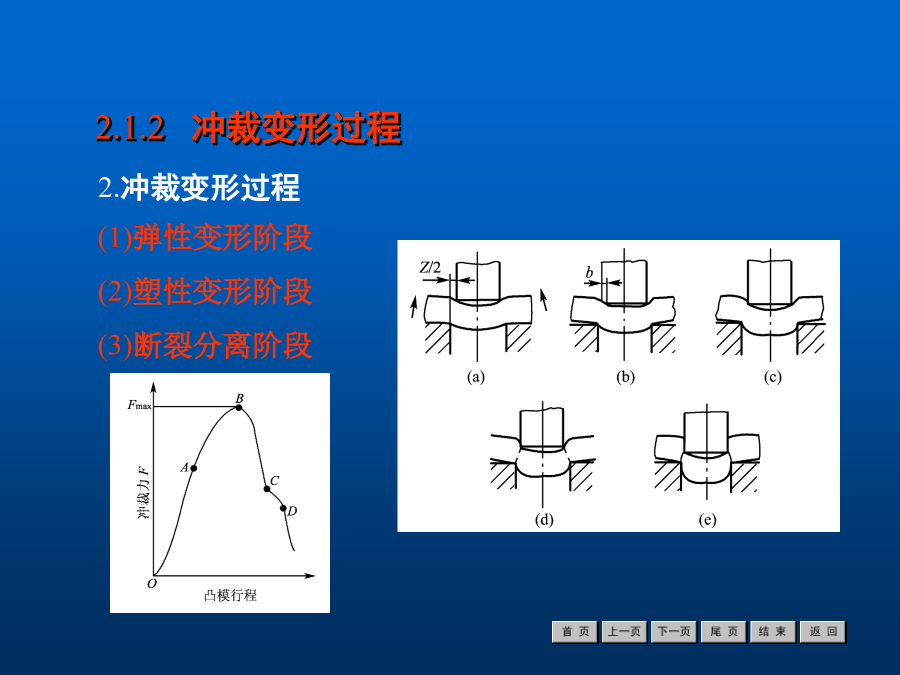
会计学第一节冲裁变形机理垫圈的落料与冲孔a)落料b)冲孔第一节冲裁变形机理第一节冲裁变形机理第一节冲裁变形机理第一节冲裁变形机理第一节冲裁变形机理第一节冲裁变形机理C点——径向板料被拉深,σ1为拉应力,板料沿剪切面相对错移,引起压应力σ3E点——凸模下压,引起轴向拉应力σ3。外层板料弯曲,径向、切向均引起拉应力,凹模侧压力在径向、切向均引起压应力,拉、压应力合成就产生应力σ1与σ2,该合成应力可能是拉应力,也可能是压应力,这与间隙大小有关。冲裁时的F一h曲线断面特征:无论是孔还是落下的料,其断面尺寸都有大