
一种环形对称角焊缝的自动焊接装置.pdf

邻家****文章


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种环形对称角焊缝的自动焊接装置.pdf
一种环形对称角焊缝的自动焊接装置,包括支撑装置、固定连接臂和水平滑轨,固定连接臂与水平滑轨垂直交叉固定连接,固定连接臂的一侧固定于支撑装置,固定连接臂的另一侧设有可转动的导向轮;水平滑轨设有可沿水平滑轨移动的两个焊枪定位装置,两个焊枪定位装置以固定连接臂为中心呈对称设置;焊枪定位装置包括垂直粗调器、水平微调器、垂直微调器、左右和前后旋转器;前后旋转器设置有焊枪头。本发明采用两个焊枪定位装置对称设置,使得两个焊枪头能够双面同时进行焊接,可抵消焊接应力,防止焊接变形;同时本发明的自动焊接装置替代了角焊缝的手工
一种气瓶全自动环形焊缝焊接及打磨装置.pdf
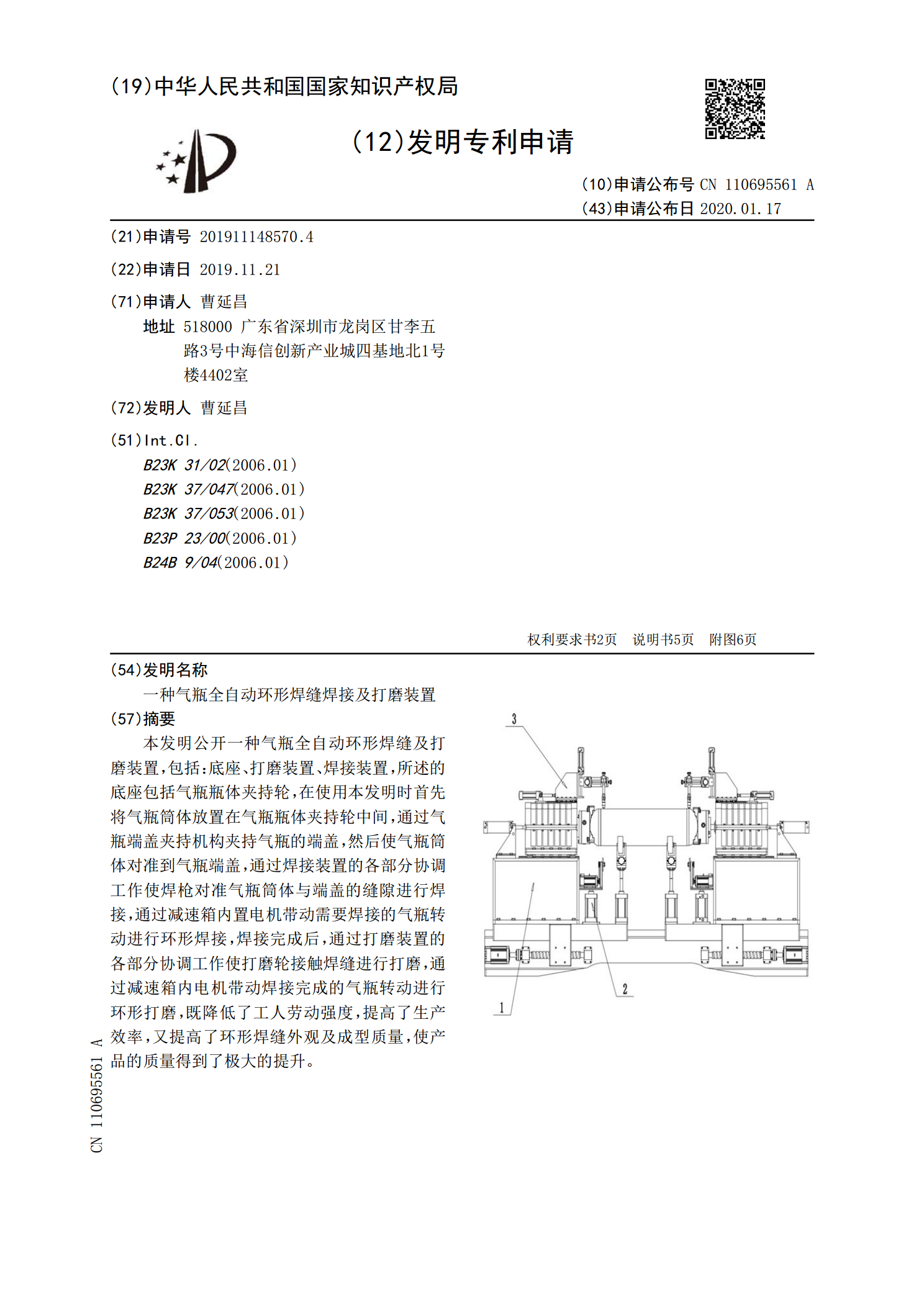
本发明公开一种气瓶全自动环形焊缝及打磨装置,包括:底座、打磨装置、焊接装置,所述的底座包括气瓶瓶体夹持轮,在使用本发明时首先将气瓶筒体放置在气瓶瓶体夹持轮中间,通过气瓶端盖夹持机构夹持气瓶的端盖,然后使气瓶筒体对准到气瓶端盖,通过焊接装置的各部分协调工作使焊枪对准气瓶筒体与端盖的缝隙进行焊接,通过减速箱内置电机带动需要焊接的气瓶转动进行环形焊接,焊接完成后,通过打磨装置的各部分协调工作使打磨轮接触焊缝进行打磨,通过减速箱内电机带动焊接完成的气瓶转动进行环形打磨,既降低了工人劳动强度,提高了生产效率,又提高

角焊缝机械跟踪自动焊接装置.pdf
一种角焊缝机械跟踪自动焊接装置,包括焊枪、伸缩套、导向套、旋转轴和支撑座。焊枪通过焊枪夹持块平行固定在伸缩套一侧,伸缩套下端设有导向轮,伸缩套与导向套滑动配合,伸缩套内同轴固定有伸缩杆,伸缩杆滑动伸入在导向套中,导向套上端设有弹簧挡,伸缩杆顶部与弹簧挡之间设有压缩弹簧,从而使焊枪随伸缩套一起相对于导向套轴向移动。旋转轴通过轴承组件安装在支撑座内,支撑座的一侧同轴安装有弹簧套筒,旋转轴伸入弹簧套筒内的一段套装有控制其转动的扭转弹簧,旋转轴伸出支撑座的另一侧设有夹持头,夹持头与导向套上部夹持配合,从而使焊枪随
一种锅炉内壁圆管环角焊缝的自动焊接装置.pdf
本发明公开了一种用于锅炉内壁圆管环角焊缝的自动焊接装置,本发明提供的装置主要用于解决锅炉内壁与对流圆管形成的环角焊缝的自动焊接问题,本发明通过合理的结构布局,采用前置式单目交叉激光定位系统、贴片式双电容位移传感焊枪姿态实时调节系统对锅炉内壁与对流圆管形成的环角焊缝进行精确定位与跟踪,具体为基于前置式单目交叉激光定位系统对各对流圆管进行定位进而实现对焊缝轨迹的预判,同时通过贴片式双电容位移传感焊枪姿态实时调节系统对焊枪姿态进行实时调节,本发明非常适合于锅炉内壁与密布对流圆管形成的狭小空间环境下环角焊缝的精确
一种钛合金零件环形角焊缝的焊接保护装置.pdf
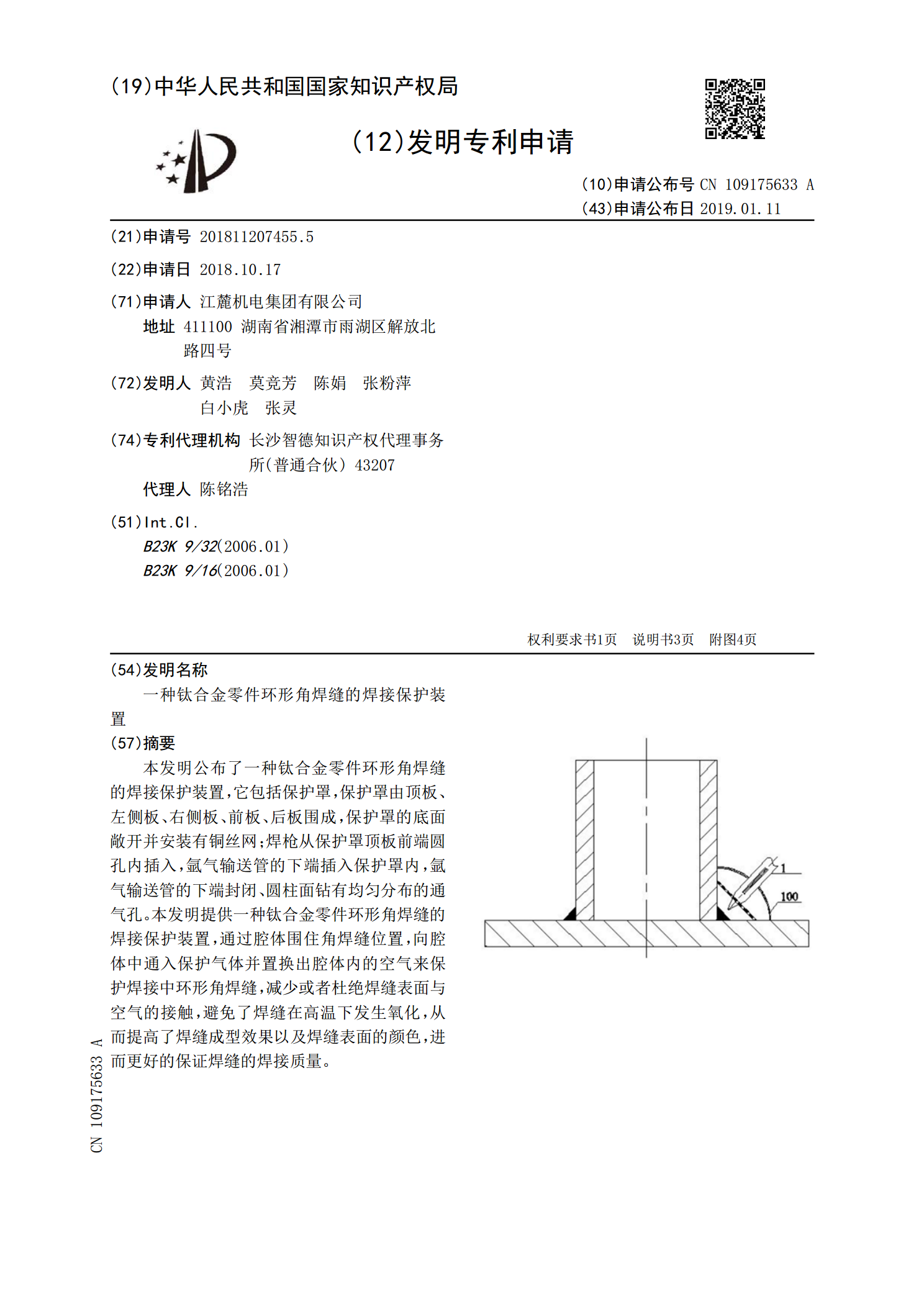
本发明公布了一种钛合金零件环形角焊缝的焊接保护装置,它包括保护罩,保护罩由顶板、左侧板、右侧板、前板、后板围成,保护罩的底面敞开并安装有铜丝网;焊枪从保护罩顶板前端圆孔内插入,氩气输送管的下端插入保护罩内,氩气输送管的下端封闭、圆柱面钻有均匀分布的通气孔。本发明提供一种钛合金零件环形角焊缝的焊接保护装置,通过腔体围住角焊缝位置,向腔体中通入保护气体并置换出腔体内的空气来保护焊接中环形角焊缝,减少或者杜绝焊缝表面与空气的接触,避免了焊缝在高温下发生氧化,从而提高了焊缝成型效果以及焊缝表面的颜色,进而更好的保