
薄辐板式大直径圆柱齿轮渗碳淬火变形的控制方法.pdf

Th****84


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄辐板式大直径圆柱齿轮渗碳淬火变形的控制方法.pdf
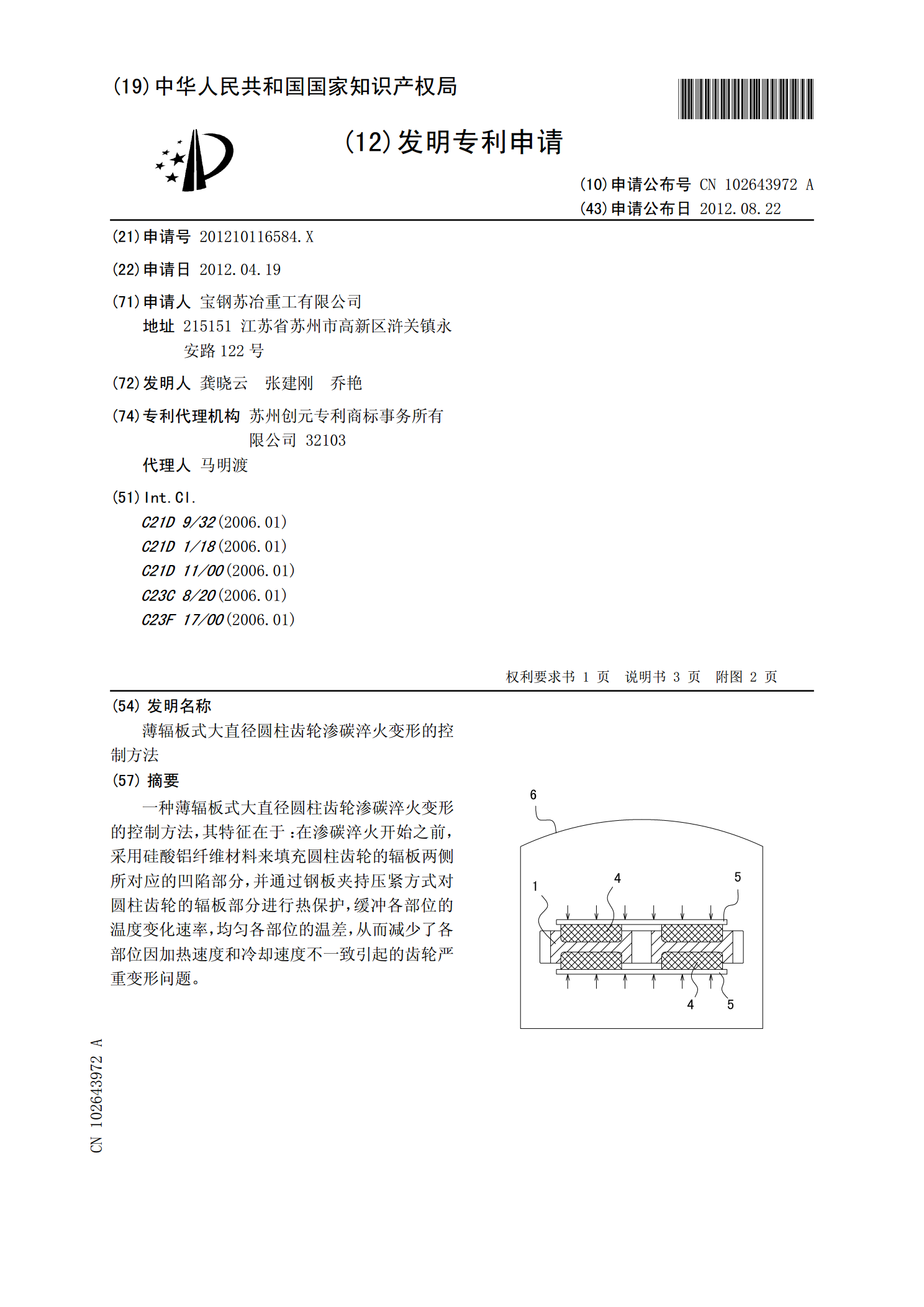
一种薄辐板式大直径圆柱齿轮渗碳淬火变形的控制方法,其特征在于:在渗碳淬火开始之前,采用硅酸铝纤维材料来填充圆柱齿轮的辐板两侧所对应的凹陷部分,并通过钢板夹持压紧方式对圆柱齿轮的辐板部分进行热保护,缓冲各部位的温度变化速率,均匀各部位的温差,从而减少了各部位因加热速度和冷却速度不一致引起的齿轮严重变形问题。
大直径重载齿轮渗碳淬火变形控制的简易方法.pdf
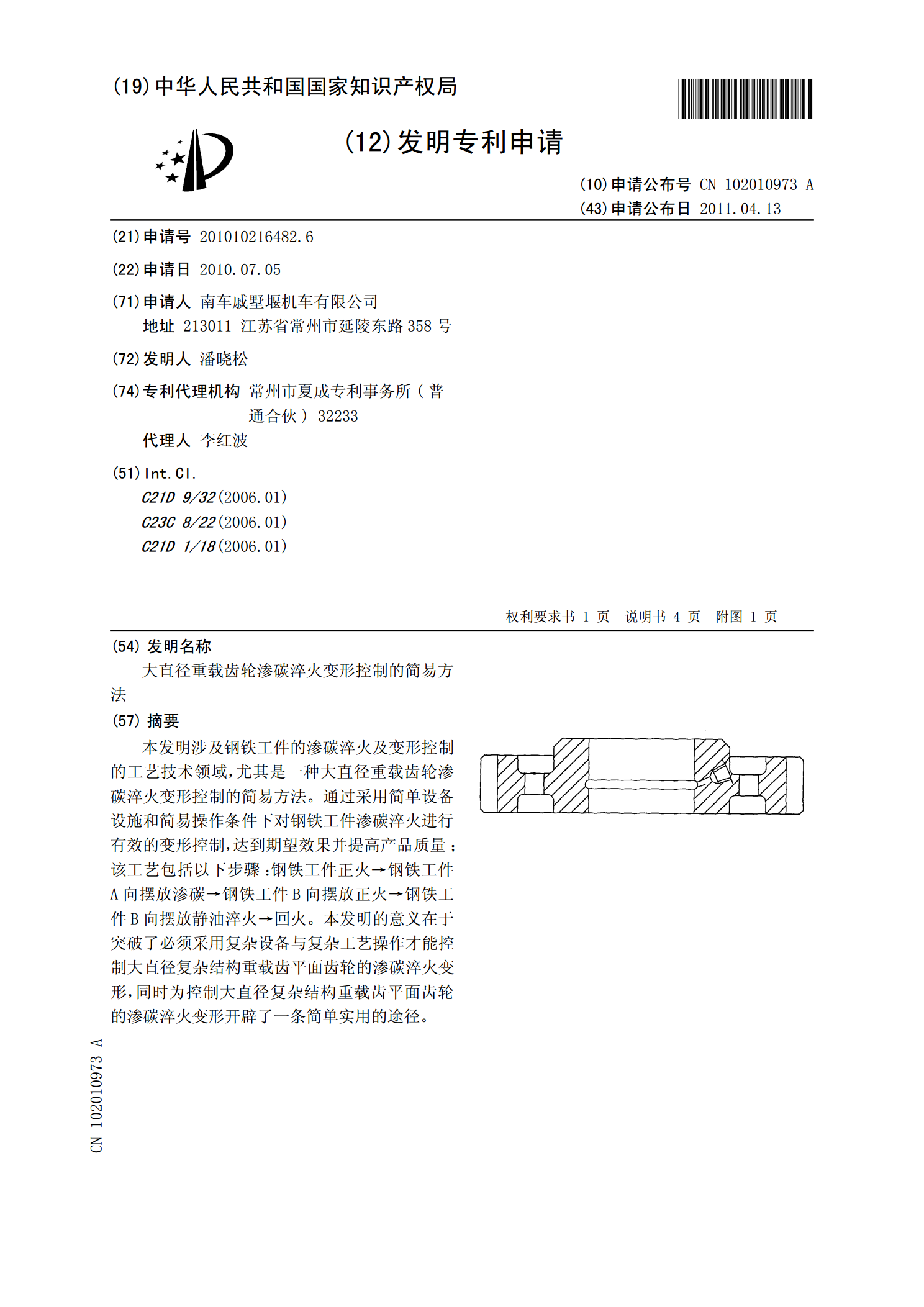
本发明涉及钢铁工件的渗碳淬火及变形控制的工艺技术领域,尤其是一种大直径重载齿轮渗碳淬火变形控制的简易方法。通过采用简单设备设施和简易操作条件下对钢铁工件渗碳淬火进行有效的变形控制,达到期望效果并提高产品质量;该工艺包括以下步骤:钢铁工件正火→钢铁工件A向摆放渗碳→钢铁工件B向摆放正火→钢铁工件B向摆放静油淬火→回火。本发明的意义在于突破了必须采用复杂设备与复杂工艺操作才能控制大直径复杂结构重载齿平面齿轮的渗碳淬火变形,同时为控制大直径复杂结构重载齿平面齿轮的渗碳淬火变形开辟了一条简单实用的途径。

渗碳淬火齿轮变形的工艺控制.docx
渗碳淬火齿轮变形的工艺控制渗碳淬火是一种常见的热处理工艺,用于增加钢的表面硬度和耐磨性。在齿轮制造中,渗碳淬火可以提高齿轮的使用寿命和性能。然而,这个过程可能会导致齿轮的变形,从而降低其几何精度和运行平稳性。因此,控制渗碳淬火过程中的工艺参数,以减少齿轮变形,是非常重要的。在渗碳淬火过程中,温度和时间是两个重要的工艺参数。渗碳温度应根据钢材的类型来确定,通常为790-930℃。温度过高会导致过度渗碳和晶粒长大,从而降低齿轮的强度和韧性;温度过低会导致渗层不够厚,硬度不足。渗碳的时间应根据工件的尺寸和形状来

空心齿轮轴渗碳淬火变形的控制方法.pdf
本发明公开一种空心齿轮轴渗碳淬火变形的控制方法,其在原有的空心齿轮轴生产工艺基础上进行改进,在渗碳工序之后、淬火工序之前对空心齿轮轴进行开通孔加工,留量为8~12mm。本发明能够大大减小腰鼓变形和齿向变形,同时齿顶圆尺寸与淬火前相比略有增大,完全避免了齿顶圆与公法线尺寸超差,为后续加工减少加工量,节约成本,提高效率,具有明显的经济效益。
大型重载机车齿轮渗碳淬火变形控制方法.pdf
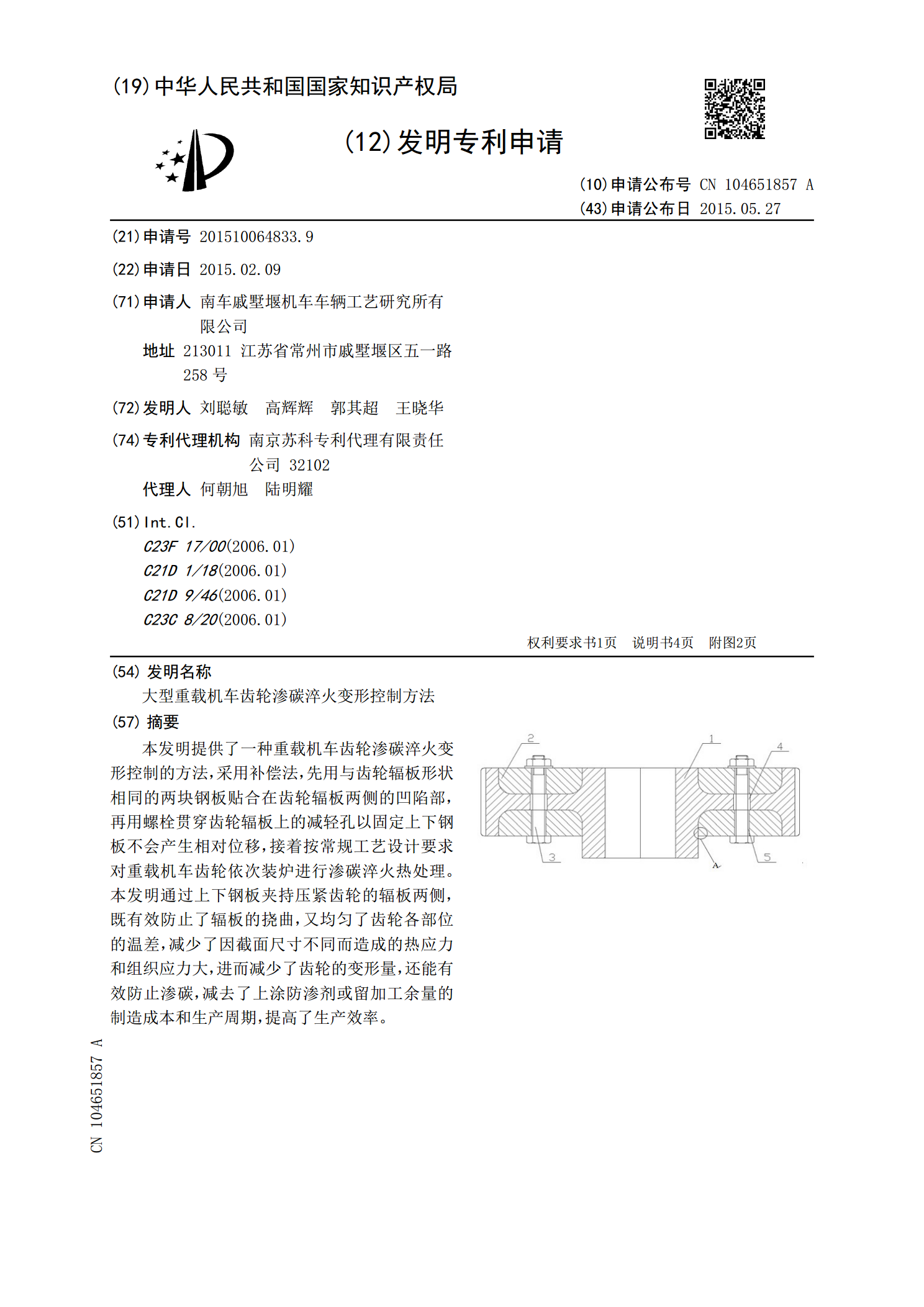
本发明提供了一种重载机车齿轮渗碳淬火变形控制的方法,采用补偿法,先用与齿轮辐板形状相同的两块钢板贴合在齿轮辐板两侧的凹陷部,再用螺栓贯穿齿轮辐板上的减轻孔以固定上下钢板不会产生相对位移,接着按常规工艺设计要求对重载机车齿轮依次装炉进行渗碳淬火热处理。本发明通过上下钢板夹持压紧齿轮的辐板两侧,既有效防止了辐板的挠曲,又均匀了齿轮各部位的温差,减少了因截面尺寸不同而造成的热应力和组织应力大,进而减少了齿轮的变形量,还能有效防止渗碳,减去了上涂防渗剂或留加工余量的制造成本和生产周期,提高了生产效率。