
大口径非球面工件轮廓的测量方法.pdf

努力****甲寅

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大口径非球面工件轮廓的测量方法.pdf
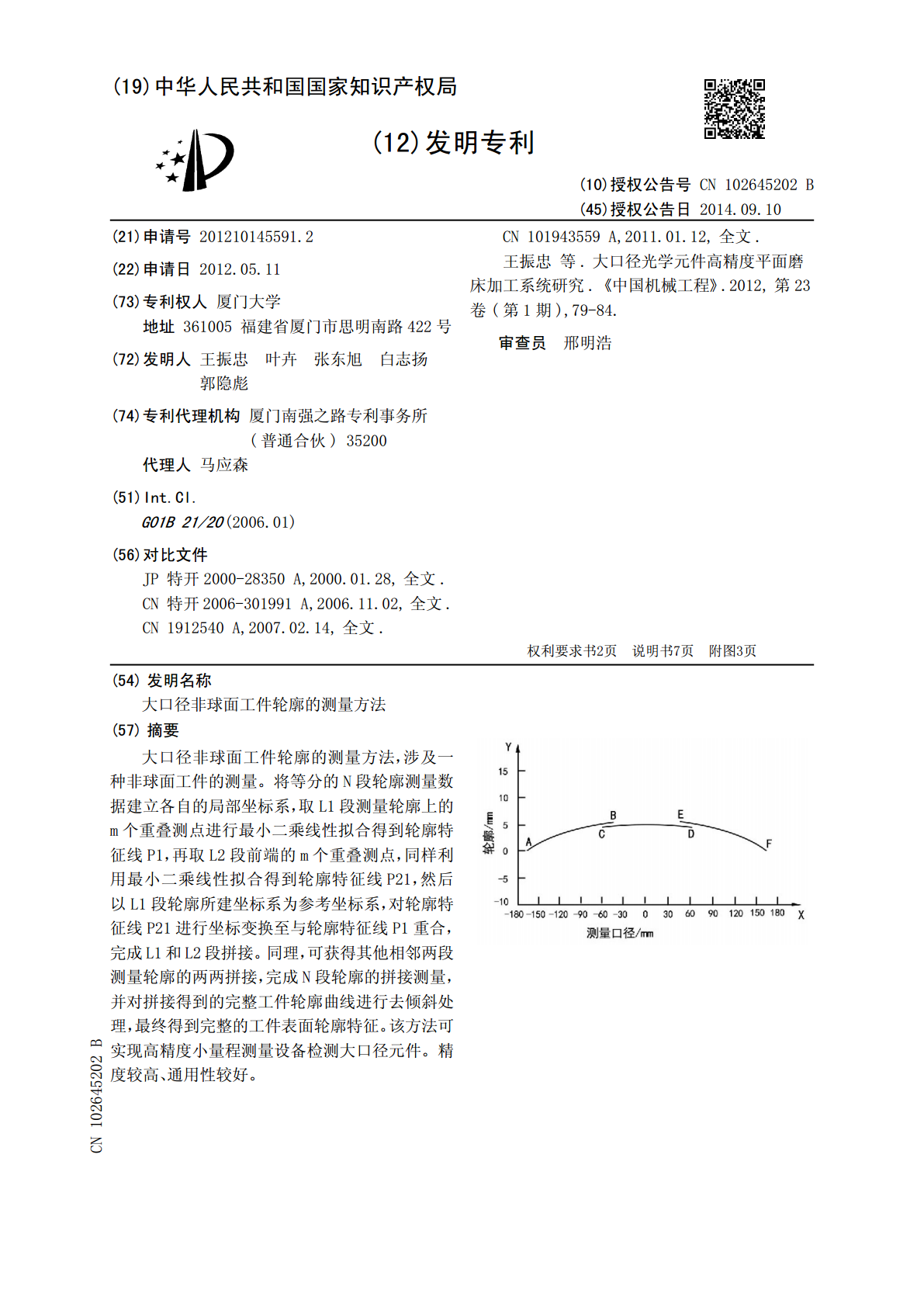
大口径非球面工件轮廓的测量方法,涉及一种非球面工件的测量。将等分的N段轮廓测量数据建立各自的局部坐标系,取L1段测量轮廓上的m个重叠测点进行最小二乘线性拟合得到轮廓特征线P1,再取L2段前端的m个重叠测点,同样利用最小二乘线性拟合得到轮廓特征线P21,然后以L1段轮廓所建坐标系为参考坐标系,对轮廓特征线P21进行坐标变换至与轮廓特征线P1重合,完成L1和L2段拼接。同理,可获得其他相邻两段测量轮廓的两两拼接,完成N段轮廓的拼接测量,并对拼接得到的完整工件轮廓曲线进行去倾斜处理,最终得到完整的工件表面轮廓特

大口径光学非球面元件的两段轮廓拼接测量方法.pdf
大口径光学非球面元件的两段轮廓拼接测量方法,涉及非光学球面元件。首先提出一种基于曲率半径不变原理对齐重叠区域数据点的方法。其次根据多体系统运动学理论、斜率差值和逆推法建立两段面形轮廓拼接的初步优化数学模型。最后根据初步拼接数学模型的仿真结果,对初步拼接误差进行线性最小二乘拟合,去除累积误差,提出最终的两段拼接优化算法。利用TaylorHobson轮廓仪和辅助测量夹具对150mm的平面光学元件进行测量实验并用拼接优化算法进行数据处理,实验结果表明,拼接误差的标准偏差最大为0.868μm,能满足磨削阶段光学

一种超精密大口径非球面轮廓测量机及其测量方法.pdf
本发明公开了一种超精密大口径非球面轮廓测量机及其测量方法,解决了现有技术中非球面轮廓测量精度不高的问题。本发明包括机架,机架下部设有X轴位移装置,X轴位移装置上设有气浮转台,机架上部设有Z轴位移装置和配重机构,配重机构与Z轴位移装置相连接,且Z轴位移装置与气浮转台相对应。本发明采用极坐标测量方式,XZ轴直线运动配合转台圆周运动,利用高精度测头接触被测工件,快速采集数据,以实现对较大口径的非球面工件(600mm)形状精度和平面工件的轮廓测量,这种测量方式简单易于操作,避免了多维操作测量的误差累积,提高测量精

大型球面非球面轮廓扫描测量方法与装置.pdf
本发明主要针对大型球面和非球面元件的面型及表面粗糙度等特征参数的精密检测,特别涉及一种可实时分离轴向端跳误差和X方向直线运动导轨误差的大口径球面和非球面轮廓扫描测量方法与装置,属于超精密测量技术领域。本发明基于回转基准空间回转误差的单转位误差分离技术,实现回转轴系轴向端跳误差与非球面轮廓测量值的实时自分离;采用高方向稳定性基准光束,实时监测补偿导轨运动误差;构建可自主分离和实时补偿回转轴系端跳误差、X向直线导轨运动误差等的高精度大型球面、非球面轮廓扫描测量方法与装置。为大型球面和非球面的面型、表面粗糙度、
大口径非球面在线轮廓检测装置及其检测方法.pdf
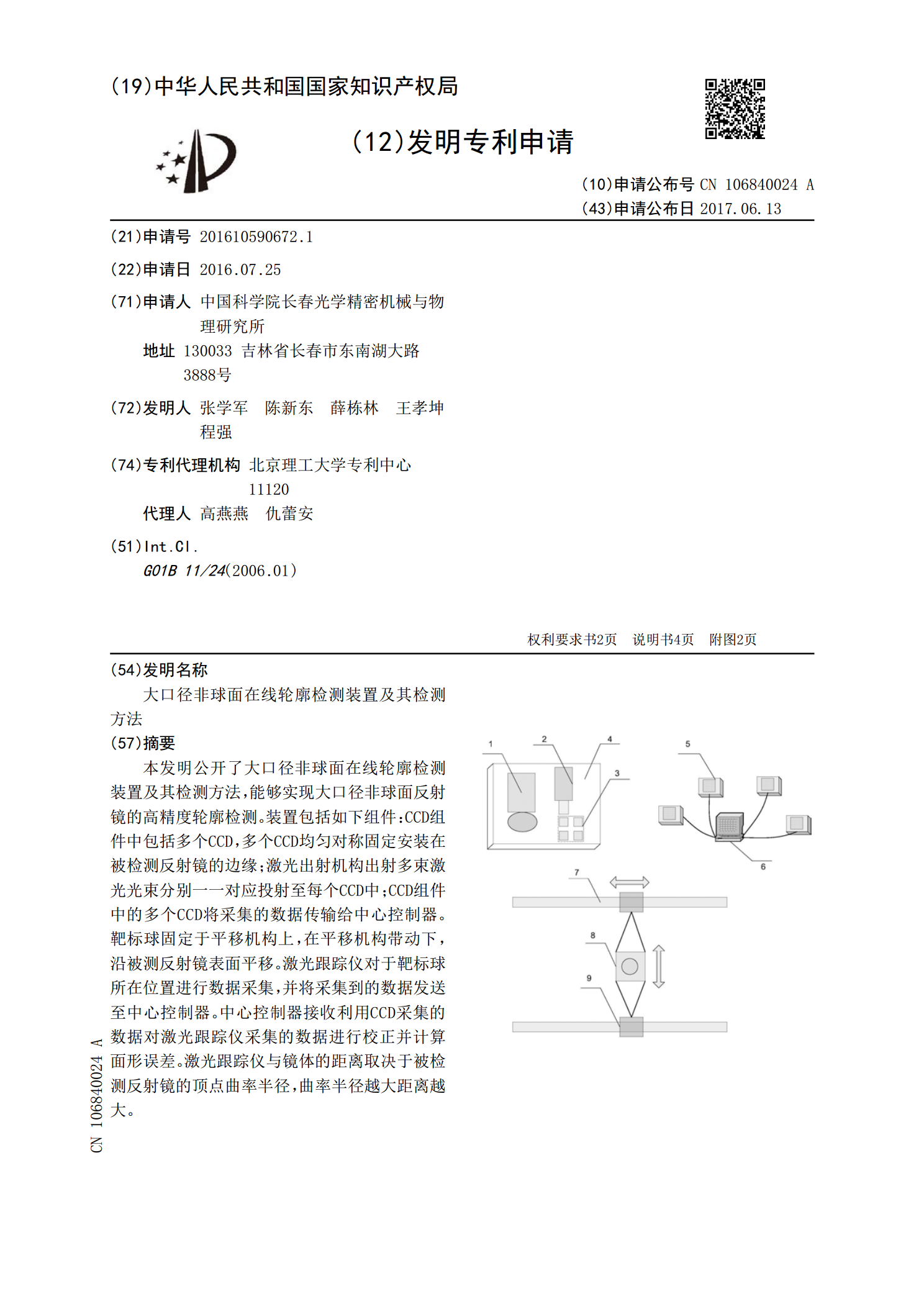
本发明公开了大口径非球面在线轮廓检测装置及其检测方法,能够实现大口径非球面反射镜的高精度轮廓检测。装置包括如下组件:CCD组件中包括多个CCD,多个CCD均匀对称固定安装在被检测反射镜的边缘;激光出射机构出射多束激光光束分别一一对应投射至每个CCD中;CCD组件中的多个CCD将采集的数据传输给中心控制器。靶标球固定于平移机构上,在平移机构带动下,沿被测反射镜表面平移。激光跟踪仪对于靶标球所在位置进行数据采集,并将采集到的数据发送至中心控制器。中心控制器接收利用CCD采集的数据对激光跟踪仪采集的数据进行校正