
高铬铸铁的铸造缺陷的焊补工艺.pdf

一条****彩妍


1/7

2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高铬铸铁的铸造缺陷的焊补工艺.pdf
本发明公开了一种高铬铸铁的铸造缺陷的焊补工艺,采用脉动电流的钨极氩弧焊方式,采用成分与铸件的合金成分基本相同的无药皮焊条;其工艺参数为:输出脉冲电流为35~65A,输出脉冲时间为35~65s,保护气体的流量为1L/min,钨针与铸件的距离为1.1~1.5mm,钨针与焊条的距离为1.3~1.8mm,焊条与铸件表面的夹角为15°,钨针中心线与铸件表面的夹角为75~90°,焊接过程中的本体的温度控制在≤50~60℃。本发明焊补工艺具有良好的抗裂性,耐磨性和耐腐蚀性,焊后不变形,无组织变化,且属于融合焊接可进行后

高铬铸铁铸造工艺.docx
集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-19882)高铬铸铁铸造工艺锤头高铬铸铁铸造工艺高铬铸铁化学成分设计:(一般采用亚共晶高铬铸铁)1、工艺上常常通过调整碳含量来达到改变碳化物数量。2、不含其他合金元素的高铬铸铁,空淬能淬透的最大直径为20mm,要提高淬透性,必须加入合金元素。3、锰剧烈降低Ms,会使高铬铸铁在淬火后有较多的残留奥氏体,因此,一般控制在1.0%以下。4、铜降低Ms,会造成许多的残留奥氏体,因此,一般控制在1.5%以下。5、由于V价格高,通常只
一种高铬铸铁锤头铸造工艺.pdf
本发明公开了一种高铬铸铁锤头铸造工艺,包括有以下工艺步骤:1)锤头型砂步骤,面砂为50‑100目石英砂,背砂40‑70目潮型砂,芯砂为70‑140目合脂油砂,采用保温冒口加覆盖剂;2)熔炼步骤,采用快速中频感应炉熔炼,先加入重量比为2~3:1的废钢、高碳铬铁,出铁前3‑6min加硅钙钡铝复合精炼脱氧剂进行脱氧,当铁水温度达到1380ºC‑1420℃时出铁,钢包底部放入0.35‑0.55%稀土铝铁;3)锤头浇注步骤,待浇包接入30‑35%重量的铁液时,加入复合变质剂,变质温度为1400‑1450℃,彻底扒渣

高铬铸铁双吸叶轮铸造工艺设计及优化.docx
高铬铸铁双吸叶轮铸造工艺设计及优化近期我公司承接了国外客户来图加工的叶轮合同要求材质为耐磨铸铁A49叶轮运行环境弱酸性溶液。由于叶轮作为过流部件溶液对叶轮腐蚀性比较厉害而我厂的A49材质属于良好耐磨耐腐蚀性材料但是它的脆性比较强它的铸造性能比普通的高铬铸铁差容易抽裂铸造废品率较高。次双吸叶轮结构更复杂合理的铸造工艺尤为重要。本文主要探讨此双吸叶轮的铸造工艺及优化。一、铸件简介本次生产的双吸叶轮结构如下图所示叶轮主要特点为:双吸式叶轮上下结构对称被中间盖板隔
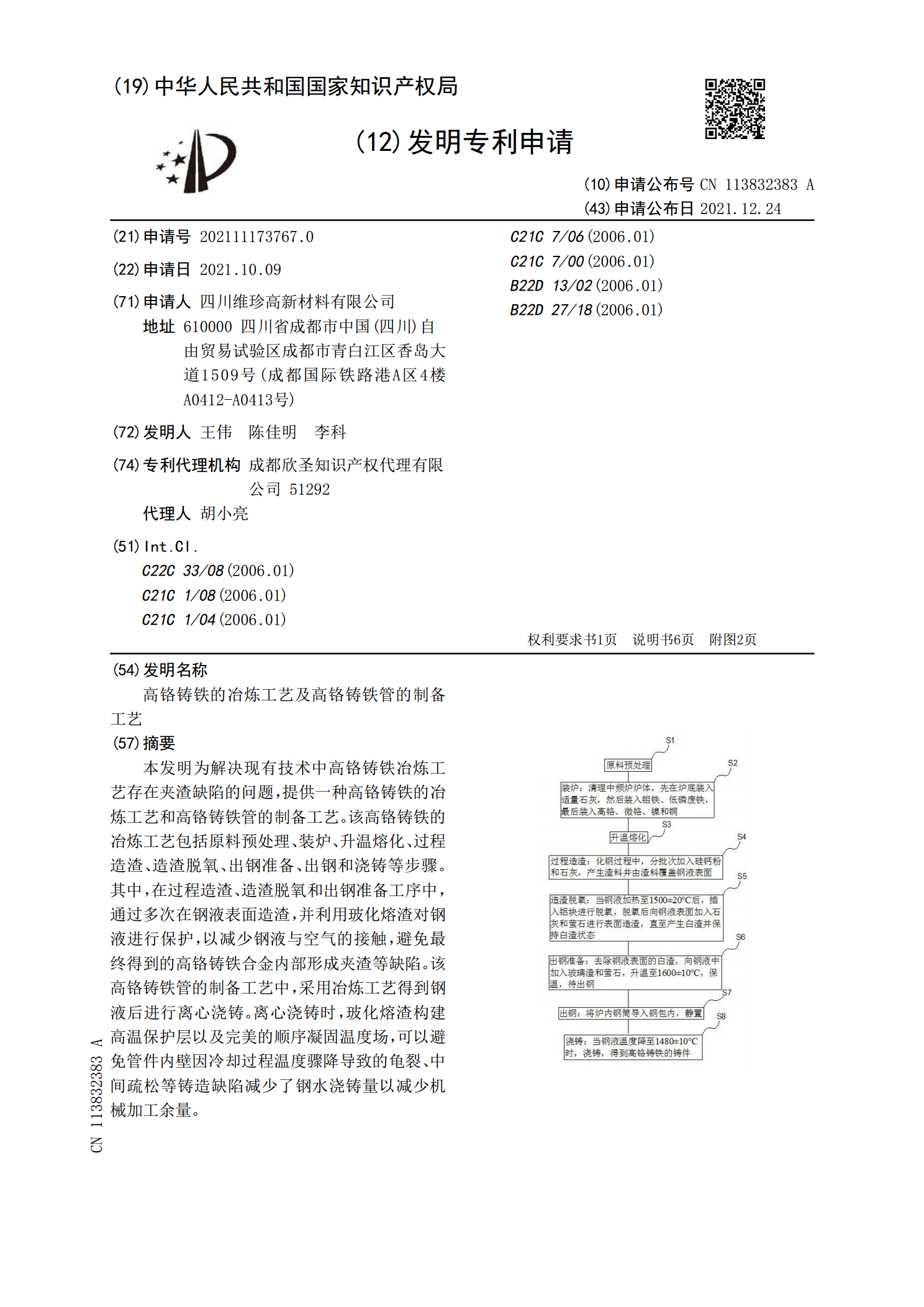
高铬铸铁的冶炼工艺及高铬铸铁管的制备工艺.pdf
本发明为解决现有技术中高铬铸铁冶炼工艺存在夹渣缺陷的问题,提供一种高铬铸铁的冶炼工艺和高铬铸铁管的制备工艺。该高铬铸铁的冶炼工艺包括原料预处理、装炉、升温熔化、过程造渣、造渣脱氧、出钢准备、出钢和浇铸等步骤。其中,在过程造渣、造渣脱氧和出钢准备工序中,通过多次在钢液表面造渣,并利用玻化熔渣对钢液进行保护,以减少钢液与空气的接触,避免最终得到的高铬铸铁合金内部形成夹渣等缺陷。该高铬铸铁管的制备工艺中,采用冶炼工艺得到钢液后进行离心浇铸。离心浇铸时,玻化熔渣构建高温保护层以及完美的顺序凝固温度场,可以避免管件