
一种接触式砂轮磨损自动检测与补偿方法及其装置.pdf

是你****盟主


1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种接触式砂轮磨损自动检测与补偿方法及其装置.pdf
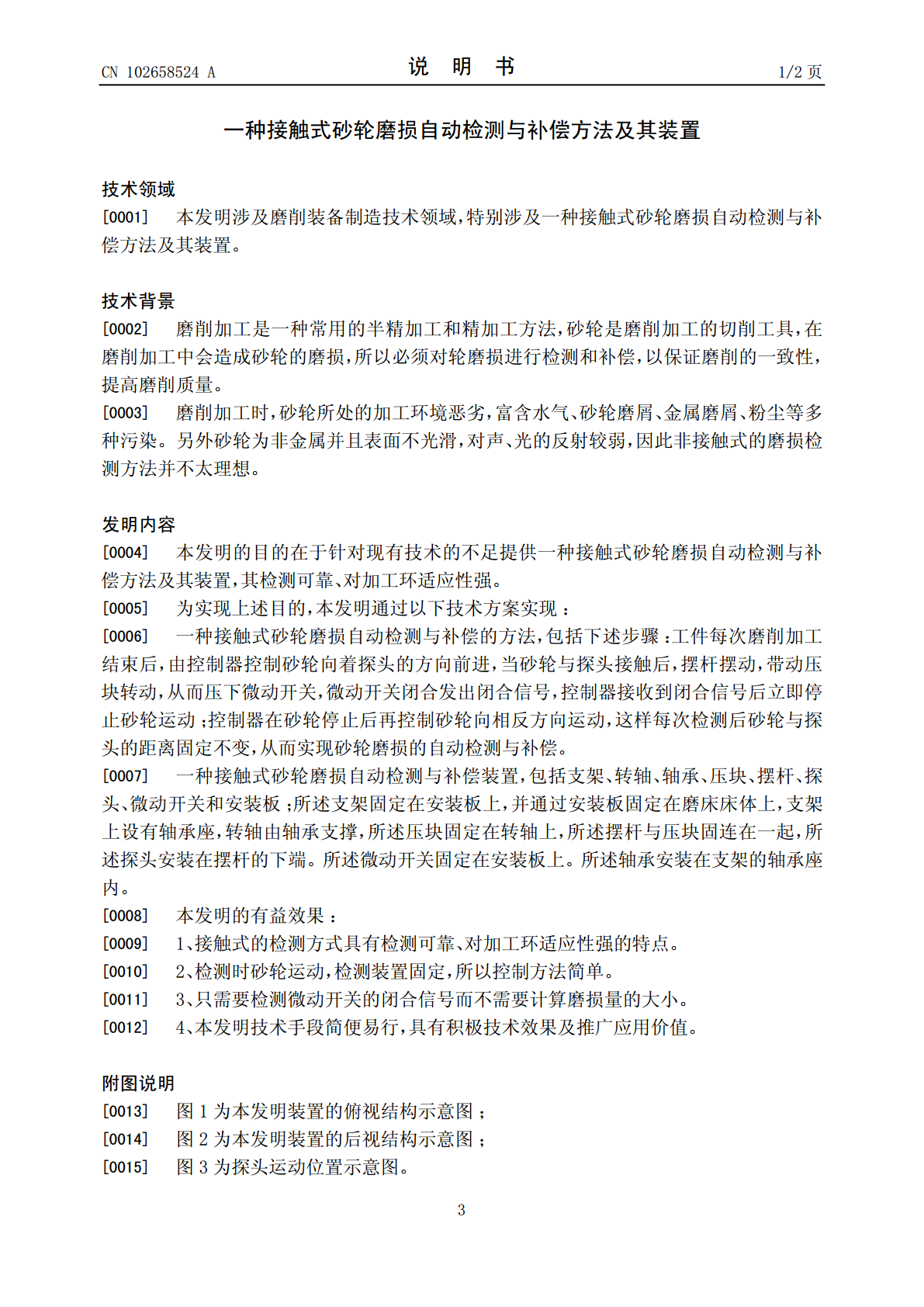
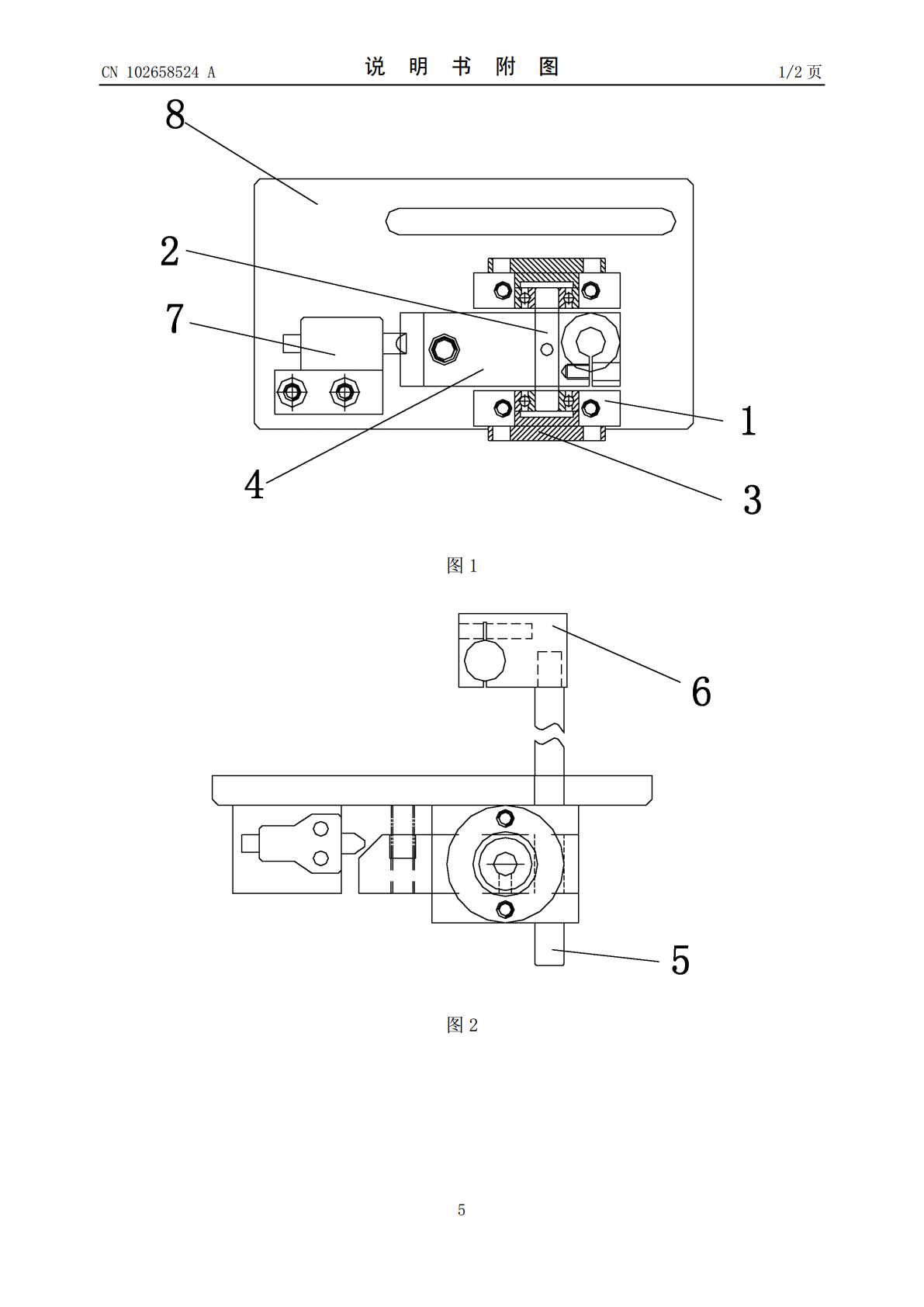
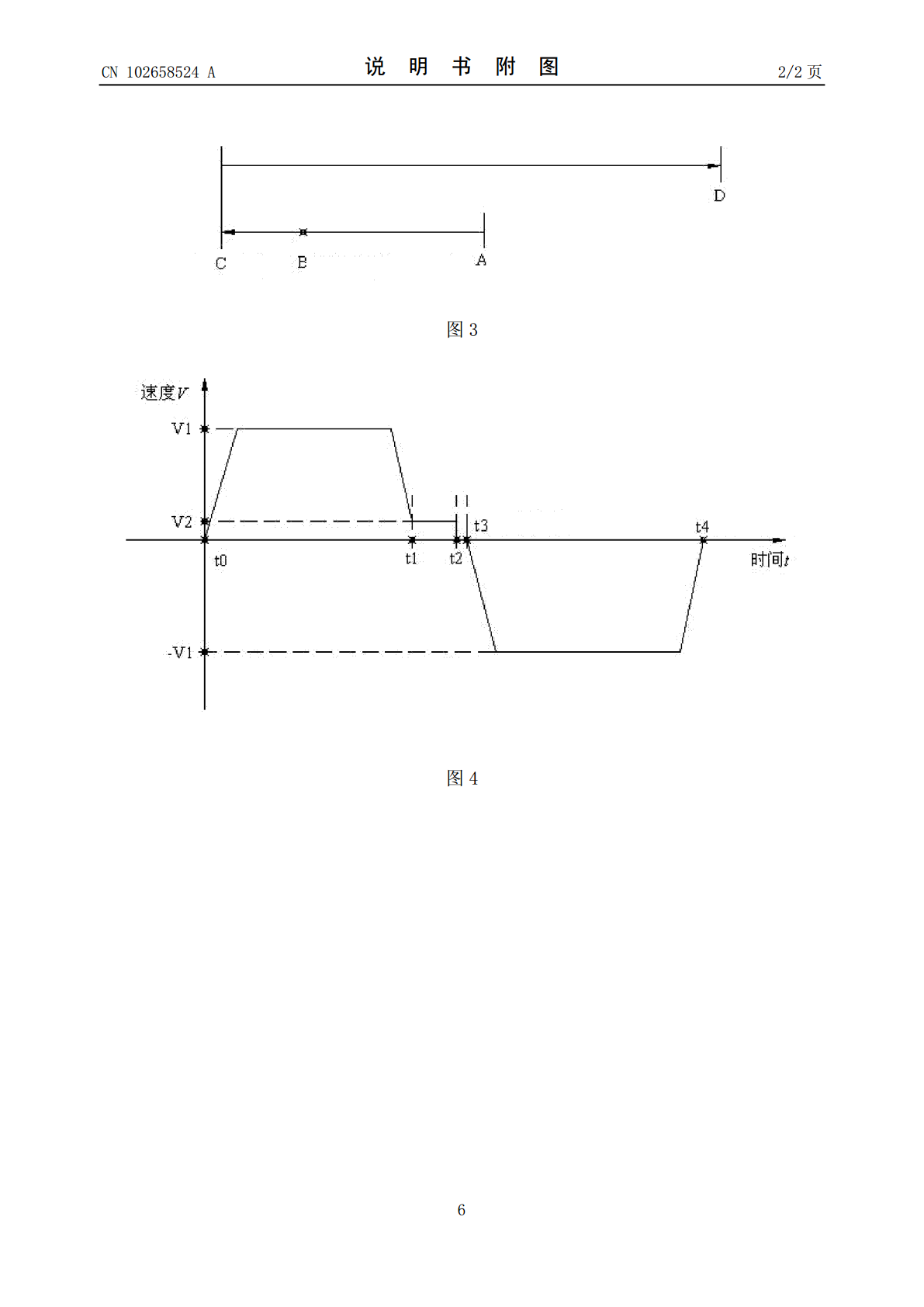
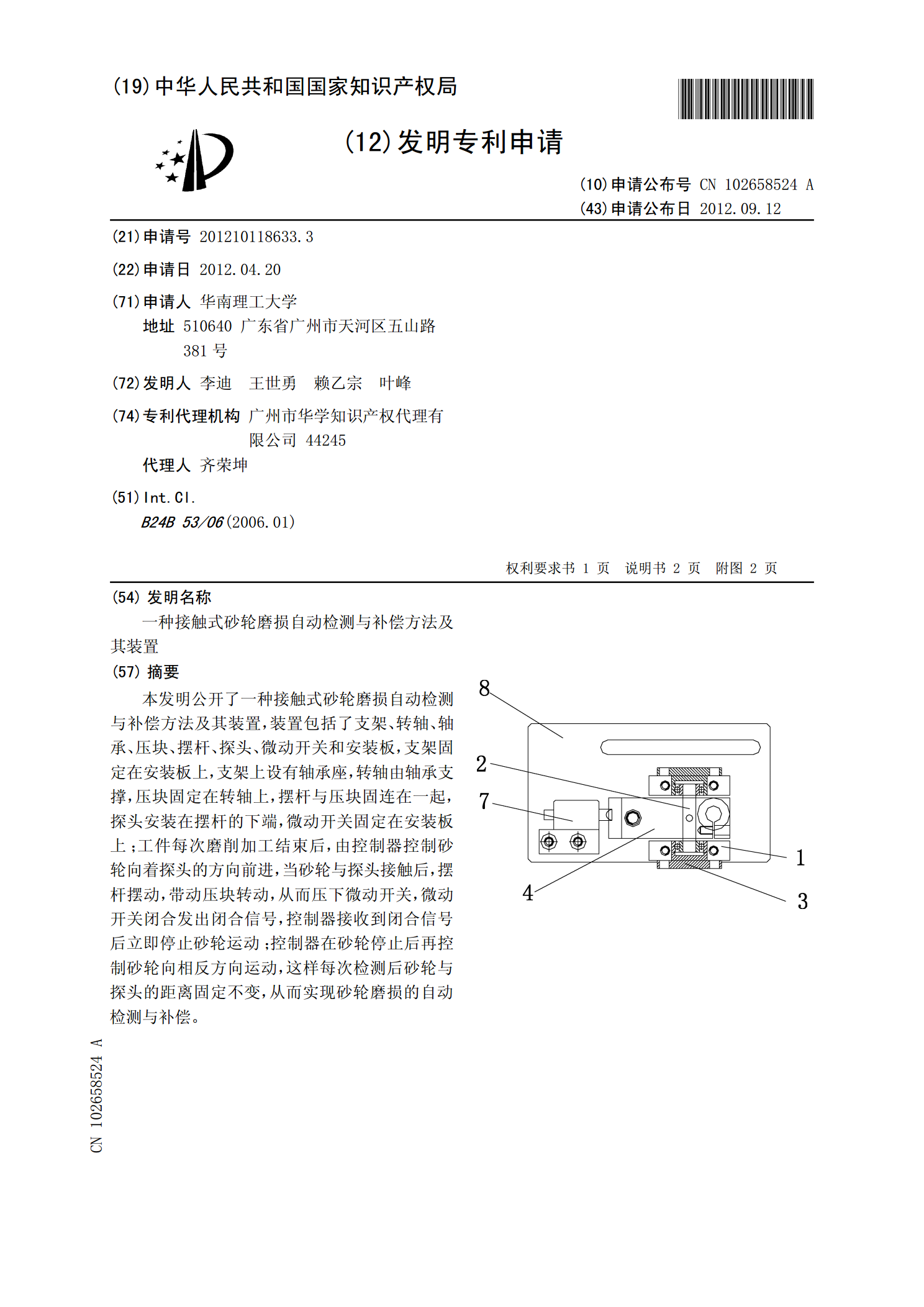
本发明公开了一种接触式砂轮磨损自动检测与补偿方法及其装置,装置包括了支架、转轴、轴承、压块、摆杆、探头、微动开关和安装板,支架固定在安装板上,支架上设有轴承座,转轴由轴承支撑,压块固定在转轴上,摆杆与压块固连在一起,探头安装在摆杆的下端,微动开关固定在安装板上;工件每次磨削加工结束后,由控制器控制砂轮向着探头的方向前进,当砂轮与探头接触后,摆杆摆动,带动压块转动,从而压下微动开关,微动开关闭合发出闭合信号,控制器接收到闭合信号后立即停止砂轮运动;控制器在砂轮停止后再控制砂轮向相反方向运动,这样每次检测后砂
砂轮磨损自动检测及补偿方法.pdf
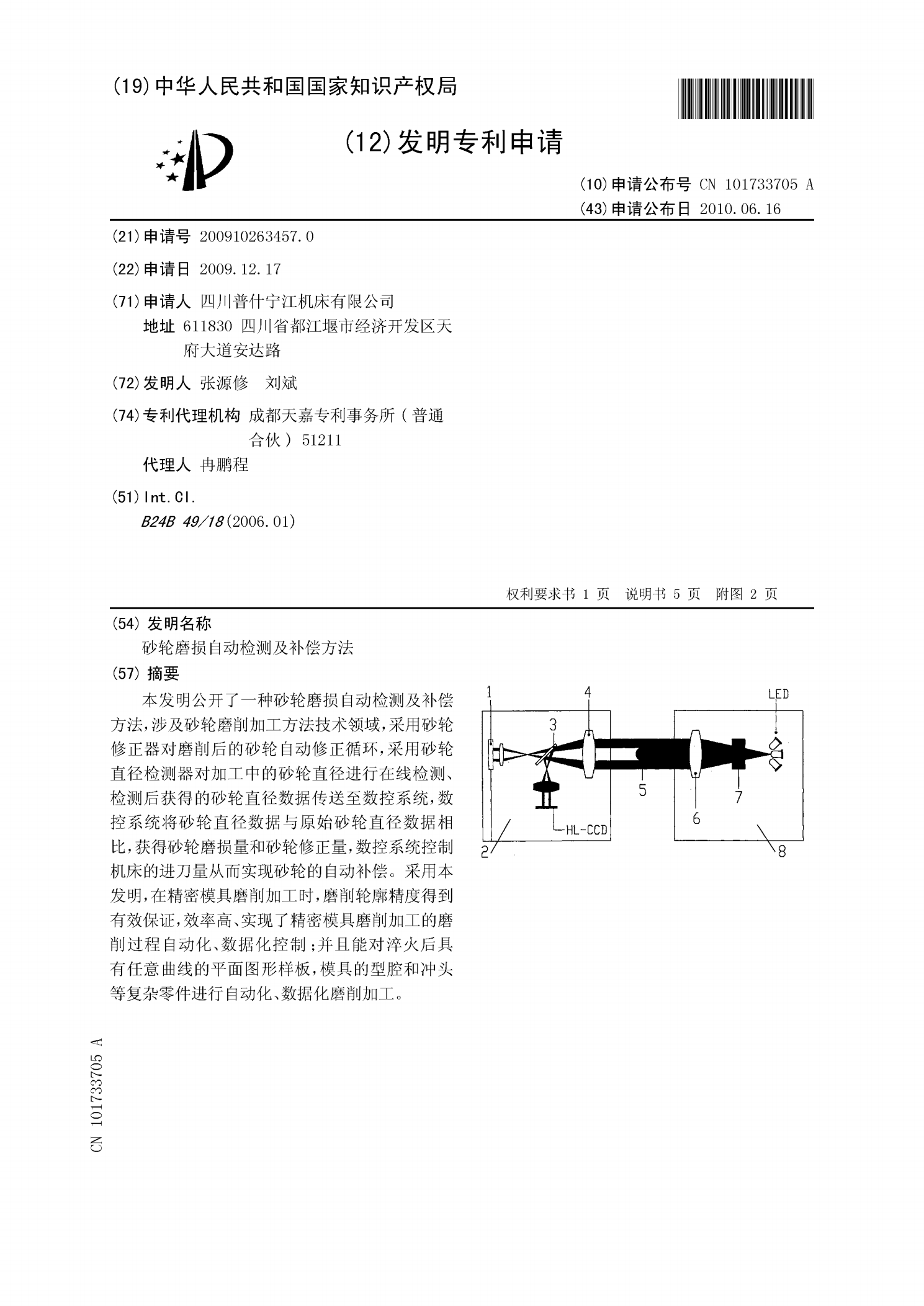
本发明公开了一种砂轮磨损自动检测及补偿方法,涉及砂轮磨削加工方法技术领域,采用砂轮修正器对磨削后的砂轮自动修正循环,采用砂轮直径检测器对加工中的砂轮直径进行在线检测、检测后获得的砂轮直径数据传送至数控系统,数控系统将砂轮直径数据与原始砂轮直径数据相比,获得砂轮磨损量和砂轮修正量,数控系统控制机床的进刀量从而实现砂轮的自动补偿。采用本发明,在精密模具磨削加工时,磨削轮廓精度得到有效保证,效率高、实现了精密模具磨削加工的磨削过程自动化、数据化控制;并且能对淬火后具有任意曲线的平面图形样板,模具的型腔和冲头等复
砂轮磨损检测装置及其检测方法.pdf
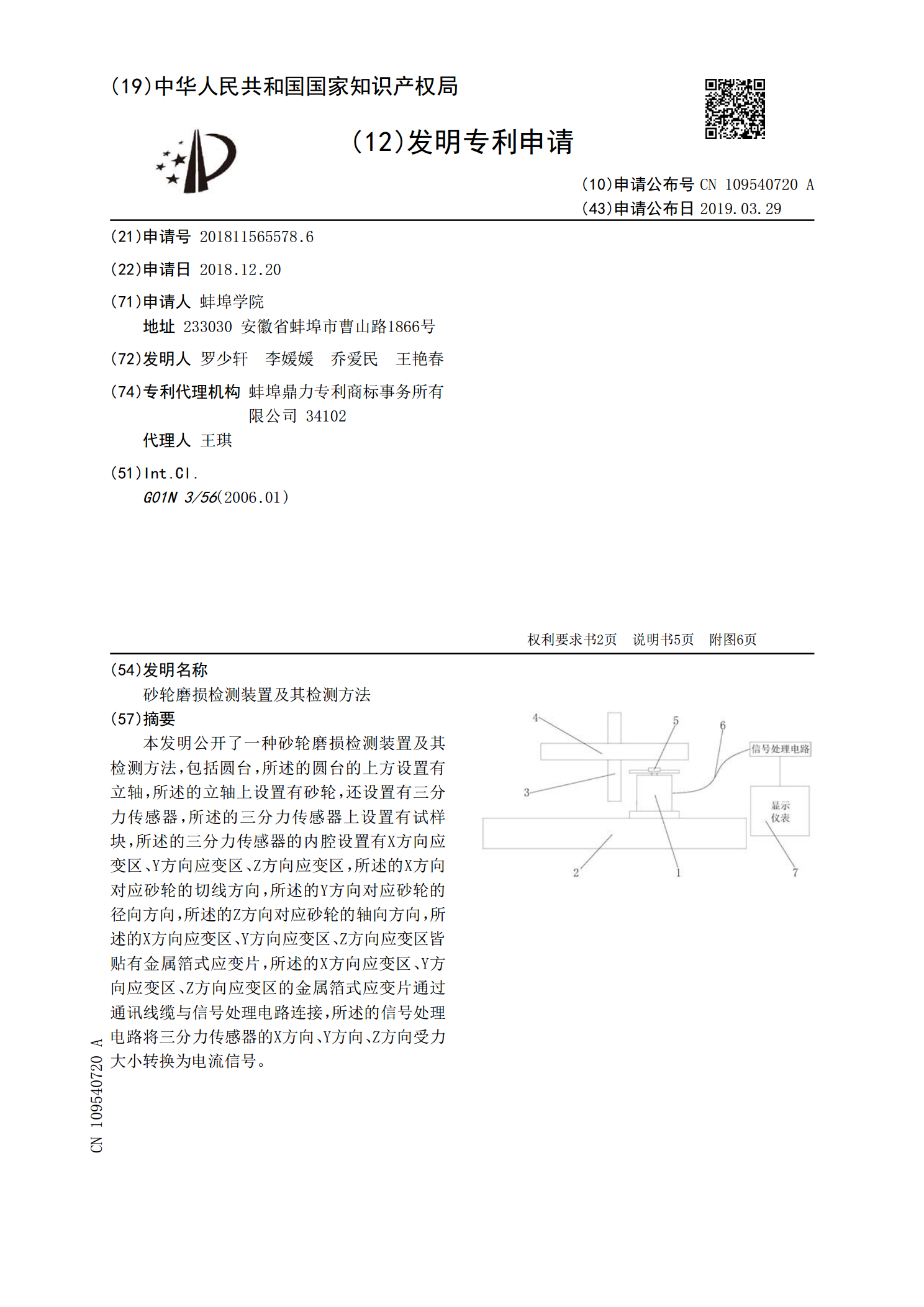
本发明公开了一种砂轮磨损检测装置及其检测方法,包括圆台,所述的圆台的上方设置有立轴,所述的立轴上设置有砂轮,还设置有三分力传感器,所述的三分力传感器上设置有试样块,所述的三分力传感器的内腔设置有X方向应变区、Y方向应变区、Z方向应变区,所述的X方向对应砂轮的切线方向,所述的Y方向对应砂轮的径向方向,所述的Z方向对应砂轮的轴向方向,所述的X方向应变区、Y方向应变区、Z方向应变区皆贴有金属箔式应变片,所述的X方向应变区、Y方向应变区、Z方向应变区的金属箔式应变片通过通讯线缆与信号处理电路连接,所述的信号处理电
砂轮磨损自动补偿机构.pdf
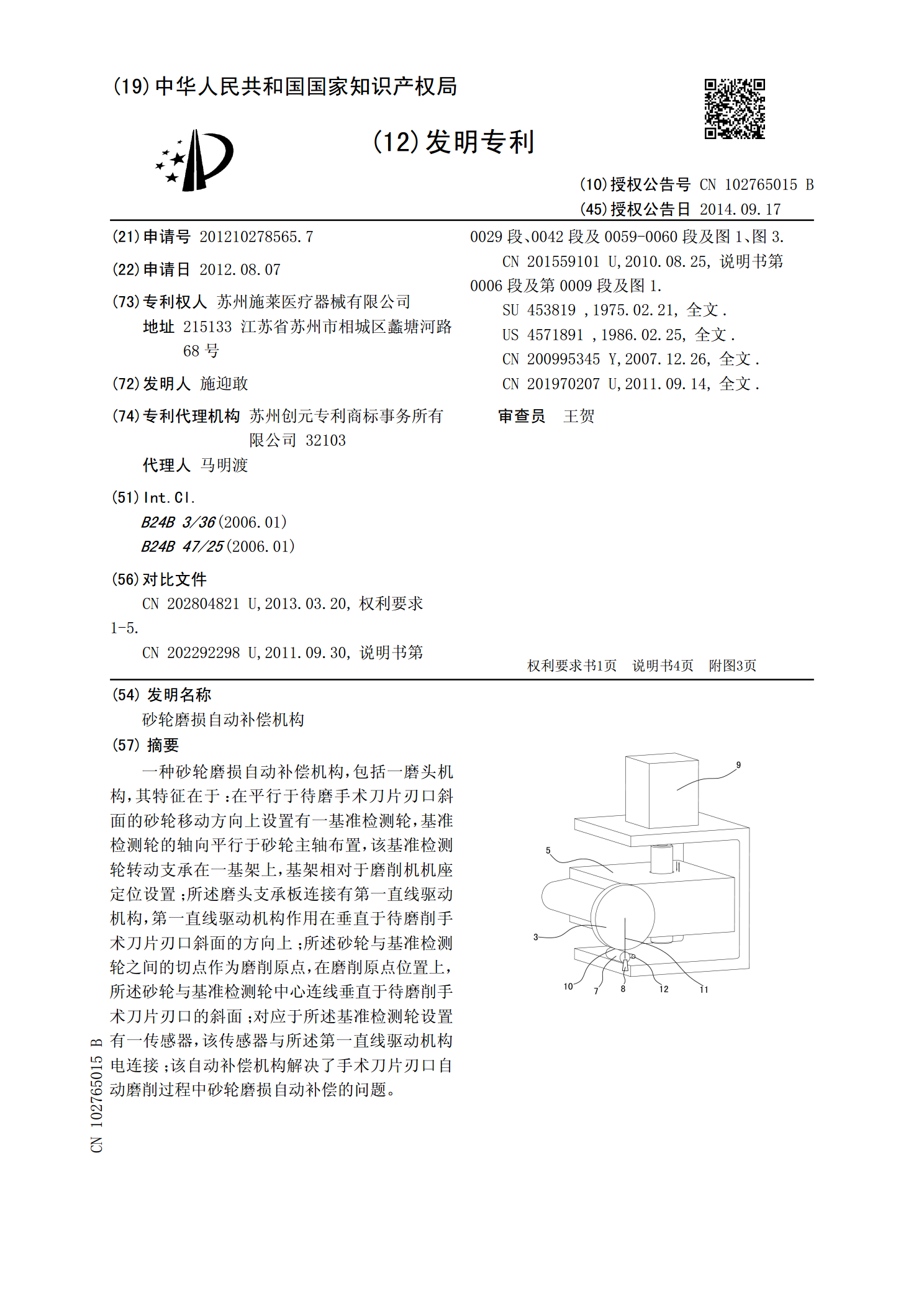
一种砂轮磨损自动补偿机构,包括一磨头机构,其特征在于:在平行于待磨手术刀片刃口斜面的砂轮移动方向上设置有一基准检测轮,基准检测轮的轴向平行于砂轮主轴布置,该基准检测轮转动支承在一基架上,基架相对于磨削机机座定位设置;所述磨头支承板连接有第一直线驱动机构,第一直线驱动机构作用在垂直于待磨削手术刀片刃口斜面的方向上;所述砂轮与基准检测轮之间的切点作为磨削原点,在磨削原点位置上,所述砂轮与基准检测轮中心连线垂直于待磨削手术刀片刃口的斜面;对应于所述基准检测轮设置有一传感器,该传感器与所述第一直线驱动机构电连接;
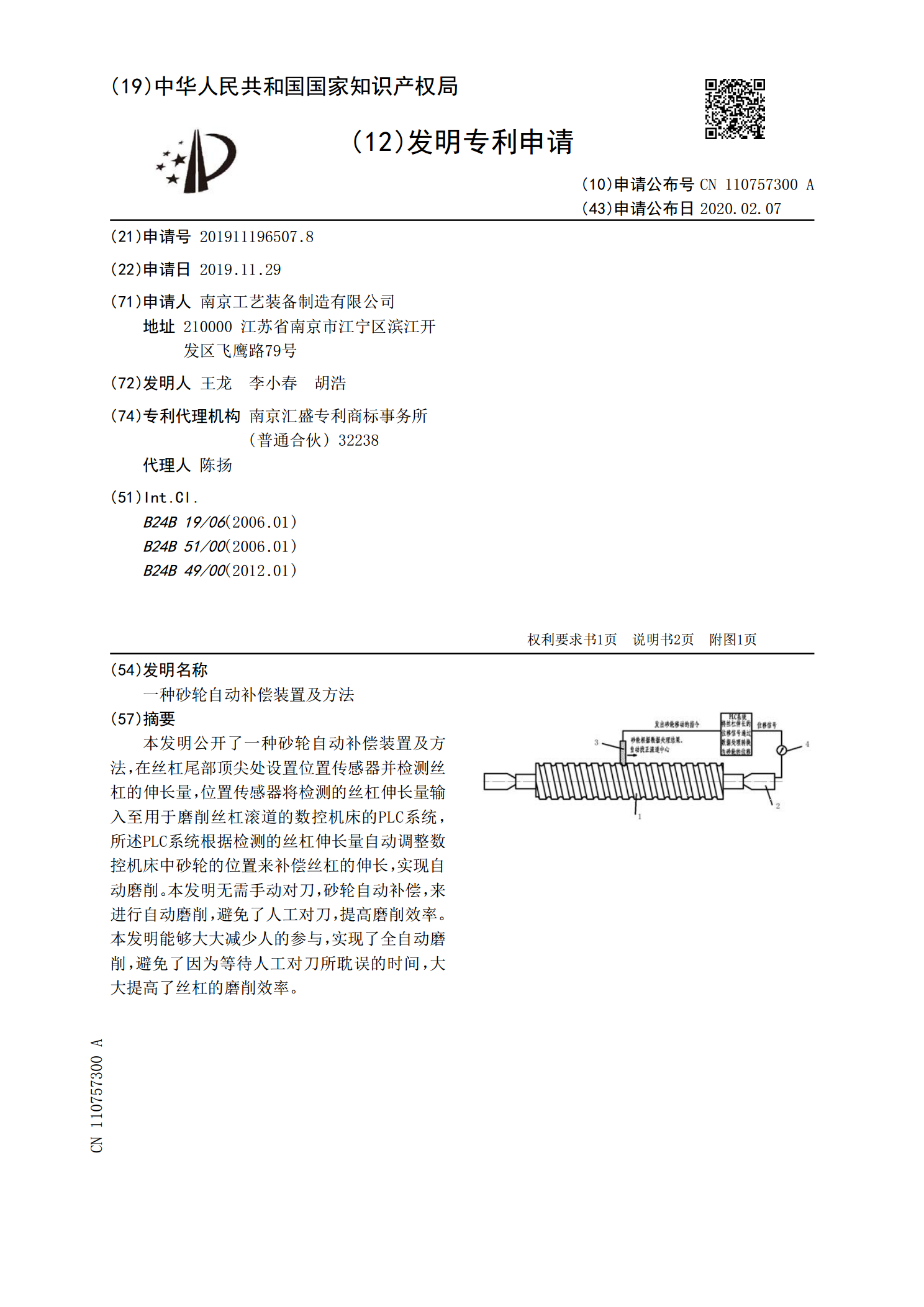
一种砂轮自动补偿装置及方法.pdf
本发明公开了一种砂轮自动补偿装置及方法,在丝杠尾部顶尖处设置位置传感器并检测丝杠的伸长量,位置传感器将检测的丝杠伸长量输入至用于磨削丝杠滚道的数控机床的PLC系统,所述PLC系统根据检测的丝杠伸长量自动调整数控机床中砂轮的位置来补偿丝杠的伸长,实现自动磨削。本发明无需手动对刀,砂轮自动补偿,来进行自动磨削,避免了人工对刀,提高磨削效率。本发明能够大大减少人的参与,实现了全自动磨削,避免了因为等待人工对刀所耽误的时间,大大提高了丝杠的磨削效率。