
砂轮磨损自动检测及补偿方法.pdf

一吃****福乾


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
砂轮磨损自动检测及补偿方法.pdf
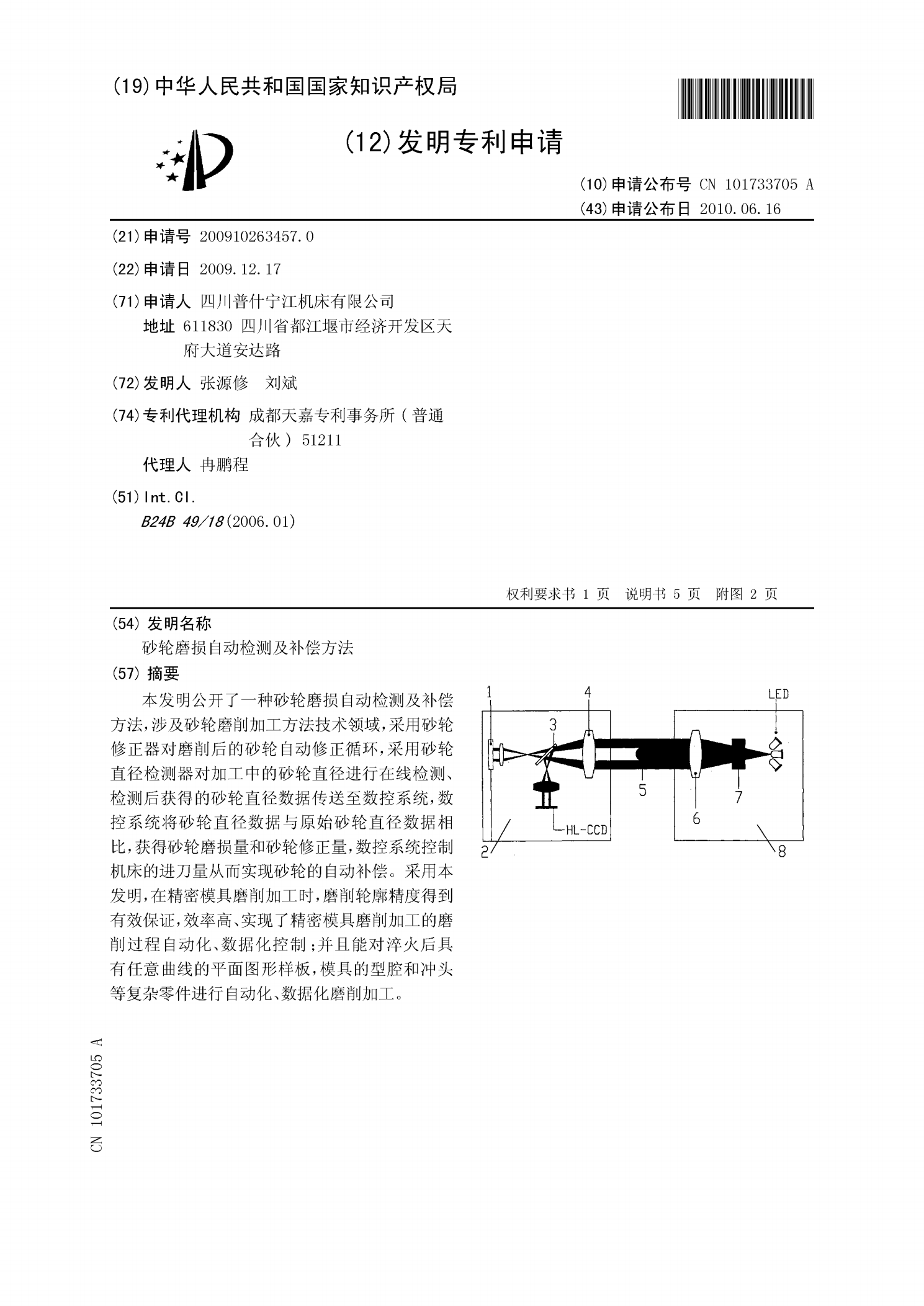
本发明公开了一种砂轮磨损自动检测及补偿方法,涉及砂轮磨削加工方法技术领域,采用砂轮修正器对磨削后的砂轮自动修正循环,采用砂轮直径检测器对加工中的砂轮直径进行在线检测、检测后获得的砂轮直径数据传送至数控系统,数控系统将砂轮直径数据与原始砂轮直径数据相比,获得砂轮磨损量和砂轮修正量,数控系统控制机床的进刀量从而实现砂轮的自动补偿。采用本发明,在精密模具磨削加工时,磨削轮廓精度得到有效保证,效率高、实现了精密模具磨削加工的磨削过程自动化、数据化控制;并且能对淬火后具有任意曲线的平面图形样板,模具的型腔和冲头等复
一种接触式砂轮磨损自动检测与补偿方法及其装置.pdf
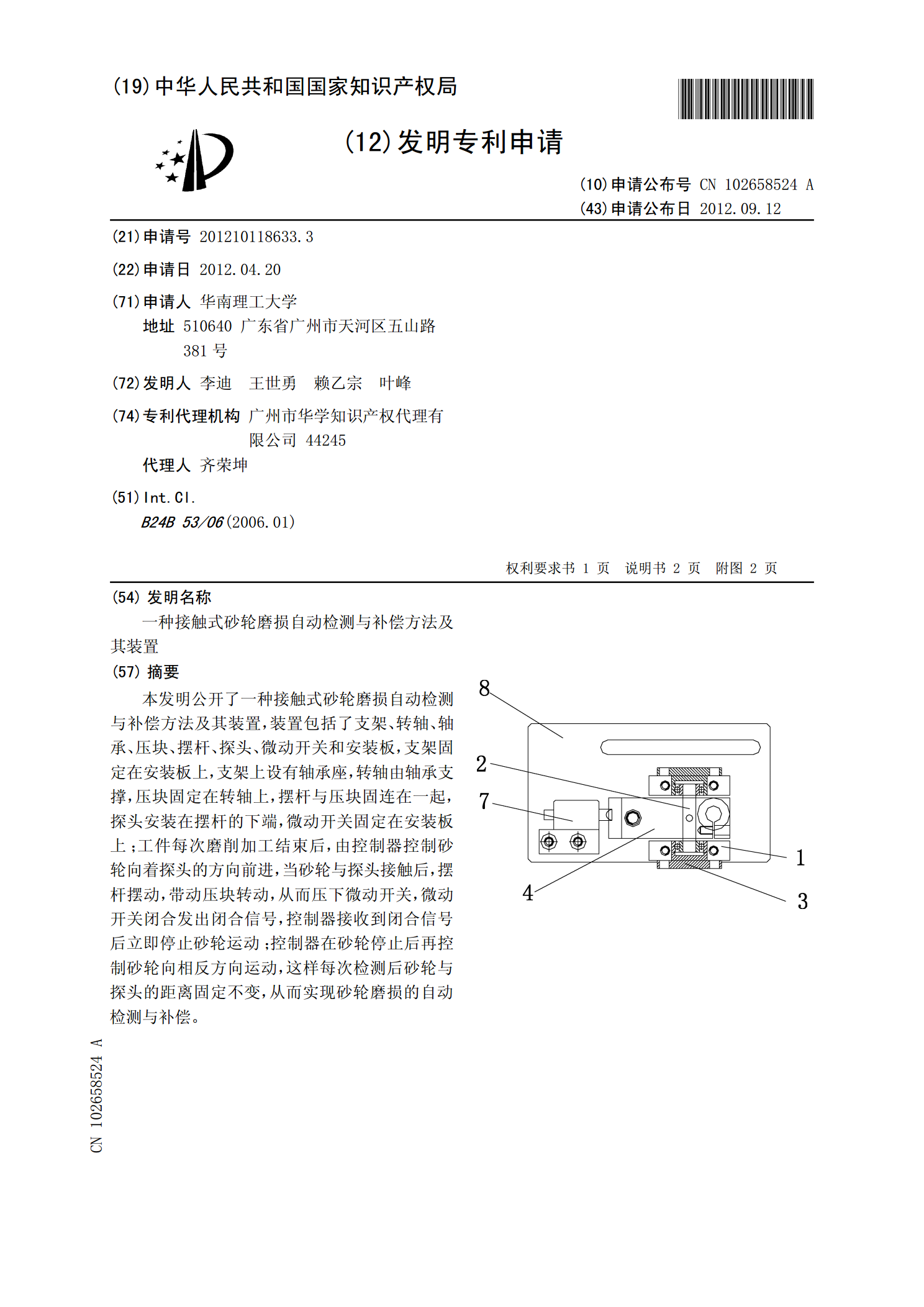
本发明公开了一种接触式砂轮磨损自动检测与补偿方法及其装置,装置包括了支架、转轴、轴承、压块、摆杆、探头、微动开关和安装板,支架固定在安装板上,支架上设有轴承座,转轴由轴承支撑,压块固定在转轴上,摆杆与压块固连在一起,探头安装在摆杆的下端,微动开关固定在安装板上;工件每次磨削加工结束后,由控制器控制砂轮向着探头的方向前进,当砂轮与探头接触后,摆杆摆动,带动压块转动,从而压下微动开关,微动开关闭合发出闭合信号,控制器接收到闭合信号后立即停止砂轮运动;控制器在砂轮停止后再控制砂轮向相反方向运动,这样每次检测后砂
砂轮磨损自动补偿机构.pdf
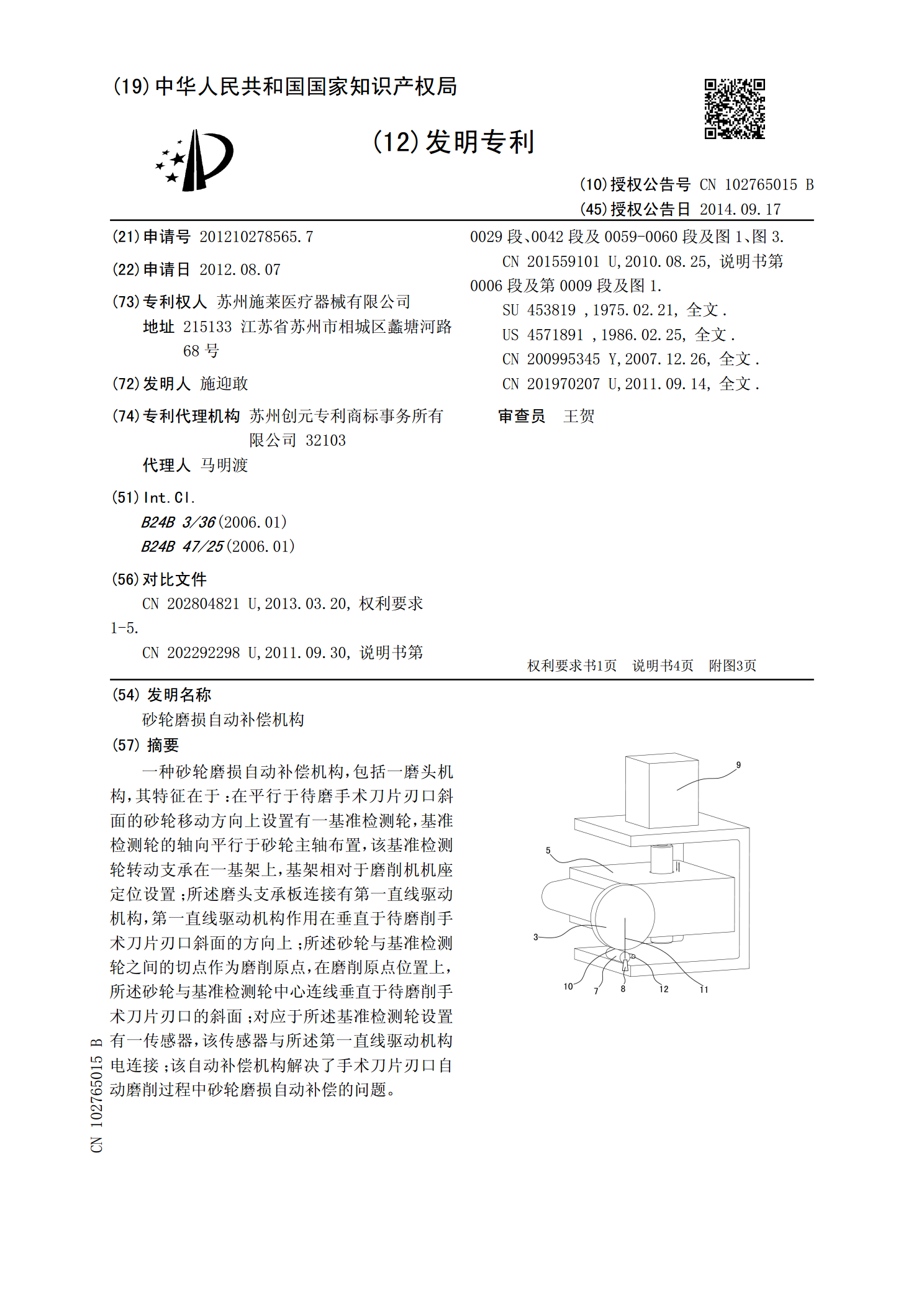
一种砂轮磨损自动补偿机构,包括一磨头机构,其特征在于:在平行于待磨手术刀片刃口斜面的砂轮移动方向上设置有一基准检测轮,基准检测轮的轴向平行于砂轮主轴布置,该基准检测轮转动支承在一基架上,基架相对于磨削机机座定位设置;所述磨头支承板连接有第一直线驱动机构,第一直线驱动机构作用在垂直于待磨削手术刀片刃口斜面的方向上;所述砂轮与基准检测轮之间的切点作为磨削原点,在磨削原点位置上,所述砂轮与基准检测轮中心连线垂直于待磨削手术刀片刃口的斜面;对应于所述基准检测轮设置有一传感器,该传感器与所述第一直线驱动机构电连接;

一种基于数控系统的砂轮磨损实时补偿方法.pdf
本发明公开了一种基于数控系统的砂轮磨损实时补偿方法,根据主轴电机电流的变化计算并实时更新砂轮磨损量,通过数控系统在插补器层的二次开发接口,根据该实时更新的砂轮磨损量,修正G代码理论运行轨迹点,从而实现砂轮磨损的实时补偿,无需对现有设备机械结构进行修改,只需对数控系统进行相应的二次开发,即可实现实时的砂轮磨损补偿,设备改造成本较少;由于无需频繁地对刀和修改刀补参数,磨削加工效率大大提高,磨削加工精度更高,抛光效果一致性更好;本发明结合配套的自动编程模块,可适用于不同行业、不同工艺需求的砂轮磨损实时补偿功能要
砂轮磨损量测量设备及砂轮磨损量测量方法.pdf
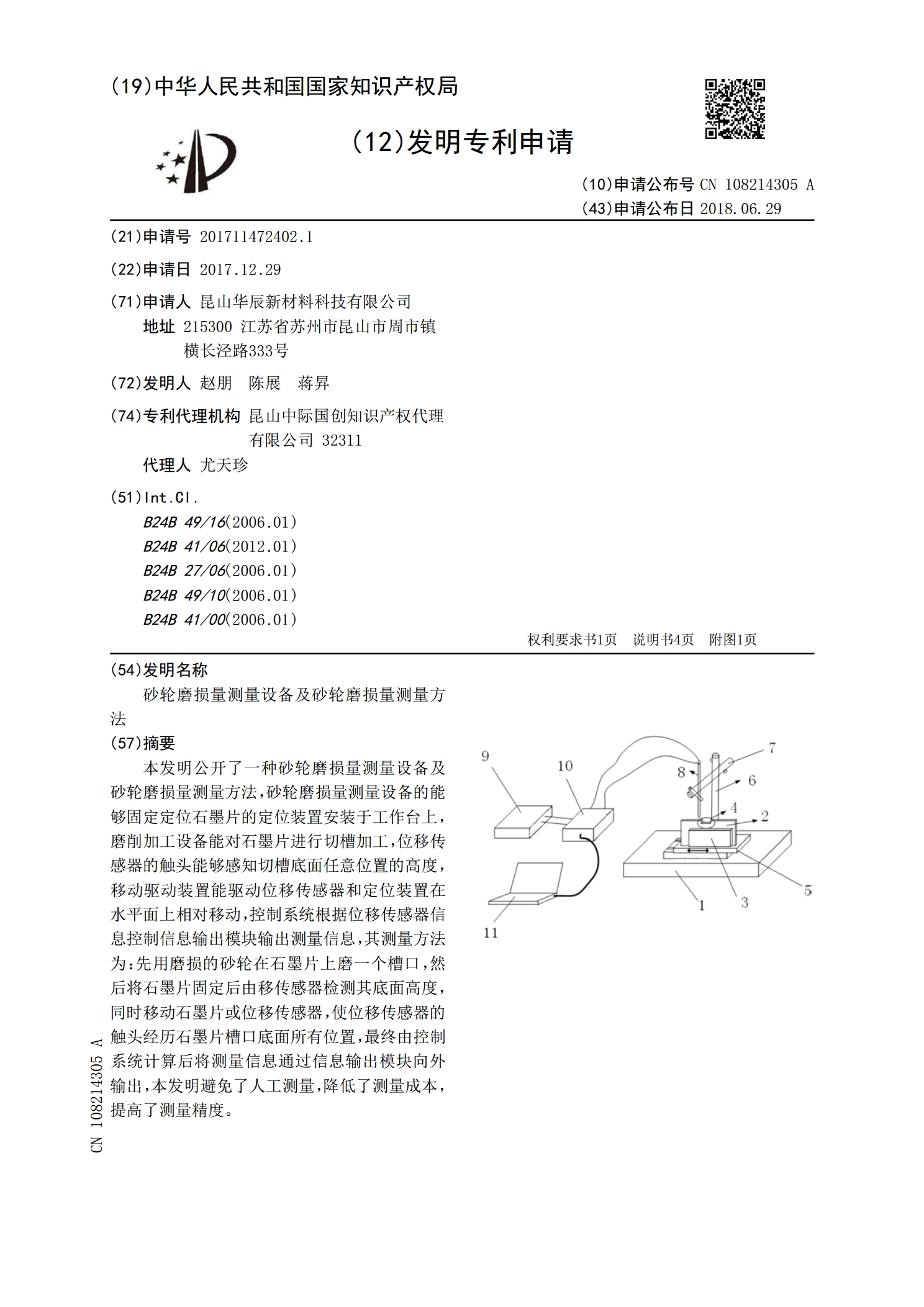
本发明公开了一种砂轮磨损量测量设备及砂轮磨损量测量方法,砂轮磨损量测量设备的能够固定定位石墨片的定位装置安装于工作台上,磨削加工设备能对石墨片进行切槽加工,位移传感器的触头能够感知切槽底面任意位置的高度,移动驱动装置能驱动位移传感器和定位装置在水平面上相对移动,控制系统根据位移传感器信息控制信息输出模块输出测量信息,其测量方法为:先用磨损的砂轮在石墨片上磨一个槽口,然后将石墨片固定后由移传感器检测其底面高度,同时移动石墨片或位移传感器,使位移传感器的触头经历石墨片槽口底面所有位置,最终由控制系统计算后将测