
一种砂轮自动补偿装置及方法.pdf

是你****噩呀

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂轮自动补偿装置及方法.pdf
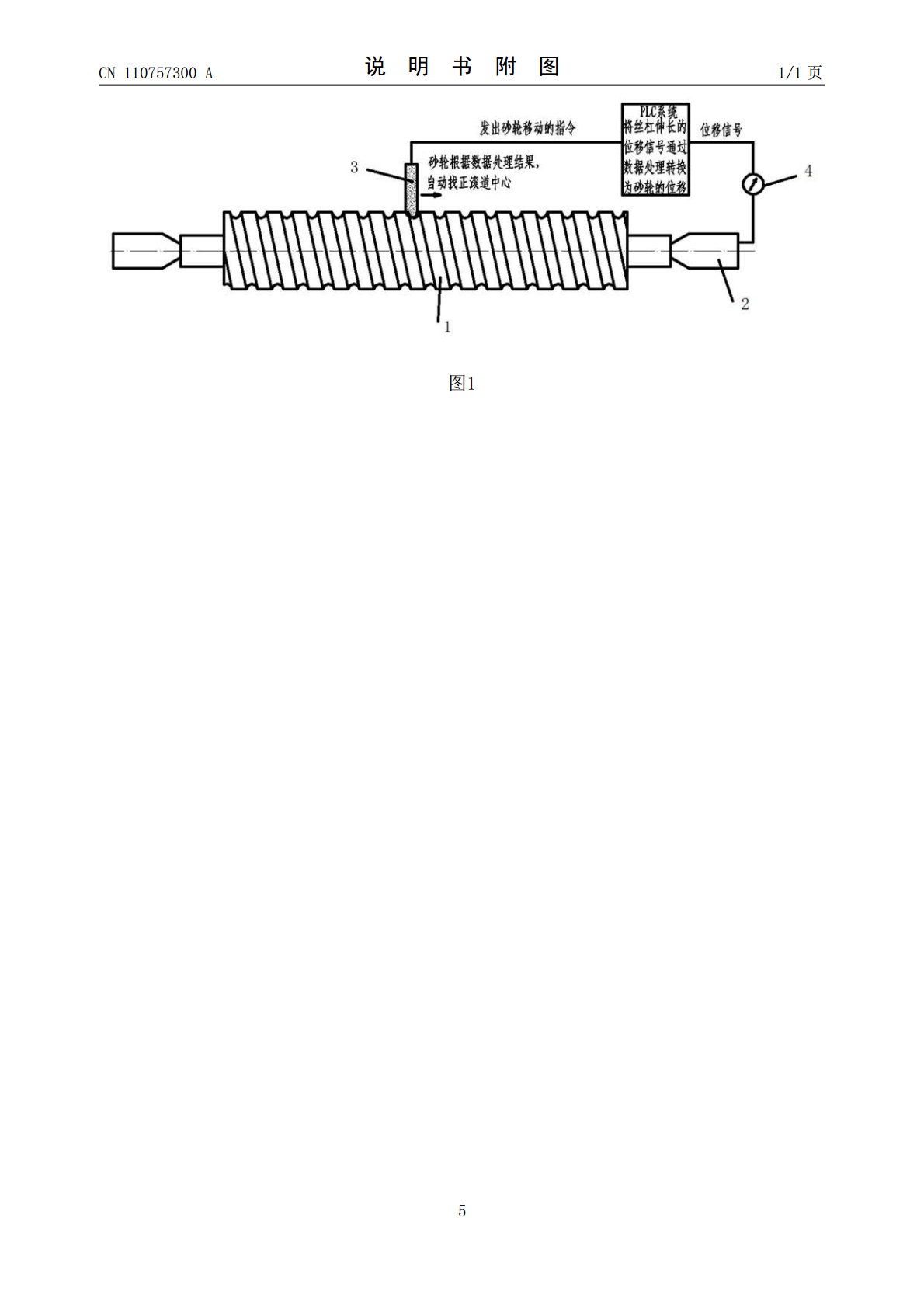
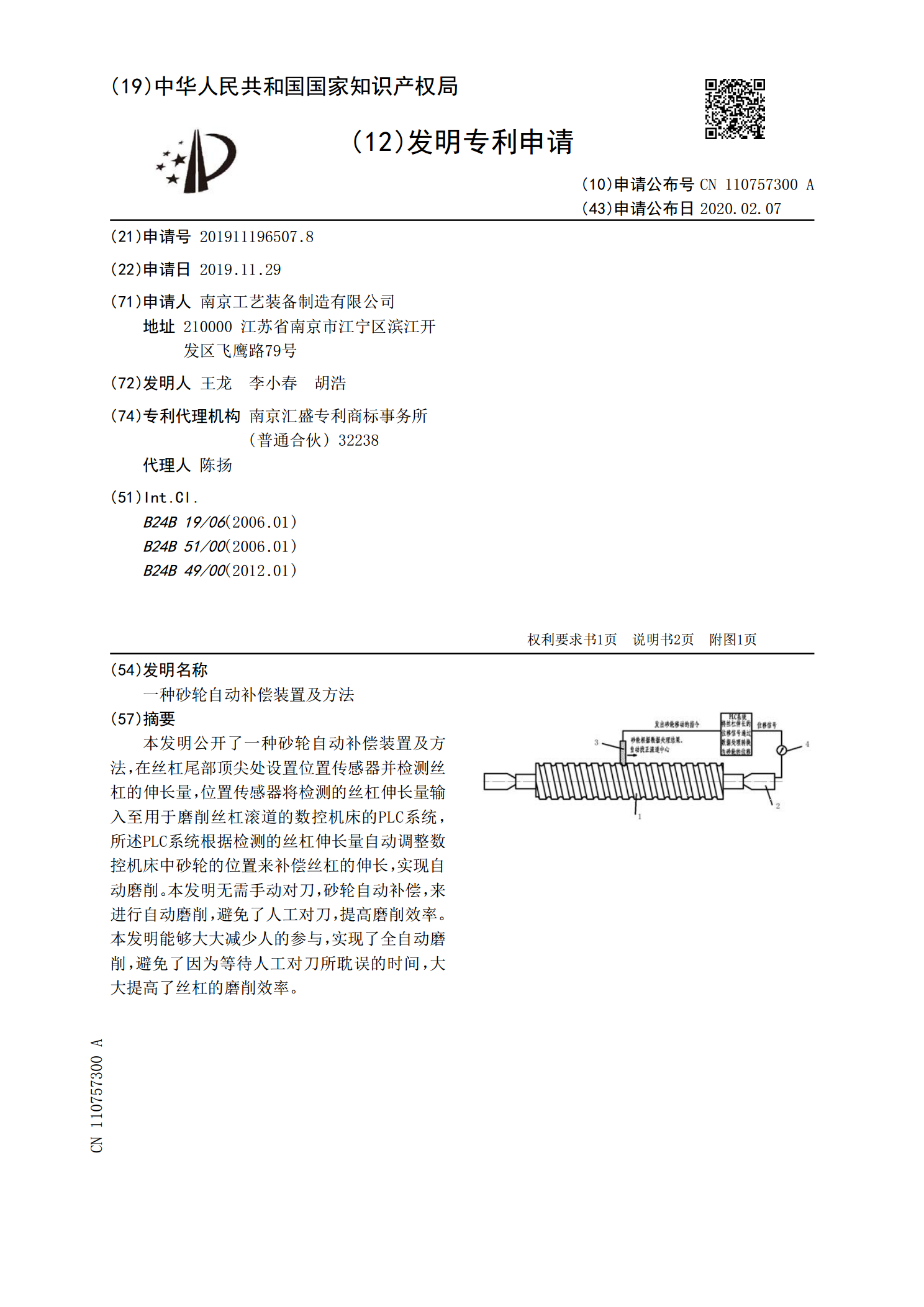
本发明公开了一种砂轮自动补偿装置及方法,在丝杠尾部顶尖处设置位置传感器并检测丝杠的伸长量,位置传感器将检测的丝杠伸长量输入至用于磨削丝杠滚道的数控机床的PLC系统,所述PLC系统根据检测的丝杠伸长量自动调整数控机床中砂轮的位置来补偿丝杠的伸长,实现自动磨削。本发明无需手动对刀,砂轮自动补偿,来进行自动磨削,避免了人工对刀,提高磨削效率。本发明能够大大减少人的参与,实现了全自动磨削,避免了因为等待人工对刀所耽误的时间,大大提高了丝杠的磨削效率。

卡尺磨床砂轮自动补偿装置.pdf
本发明公开了一种卡尺磨床砂轮自动补偿装置,包括供磨头总成安装的拖板,由相互旋合的丝杆和螺母构成的传动机构、由棘轮和棘爪构成的棘轮机构以及驱动油缸,所述丝杆水平设置,所述拖板设于丝杆上方并与螺母连接,所述驱动油缸设于上方,油缸活塞的水平运动方向与丝杆垂直,所述棘轮于丝杆上同轴固装,所述棘爪设于油缸活塞上,在油缸活塞进程时棘爪与棘轮咬合推动棘轮转动,在油缸活塞回程时棘爪在棘轮上打滑。本发明可保证砂轮在磨削过程中保持良好的表面质量,以补偿砂轮修整后所产生的砂轮和工件之间磨削空程距离的变化,能有效地保证高精度的磨
自动刀具补偿的同步啮合螺旋砂轮磨削装置和方法.pdf
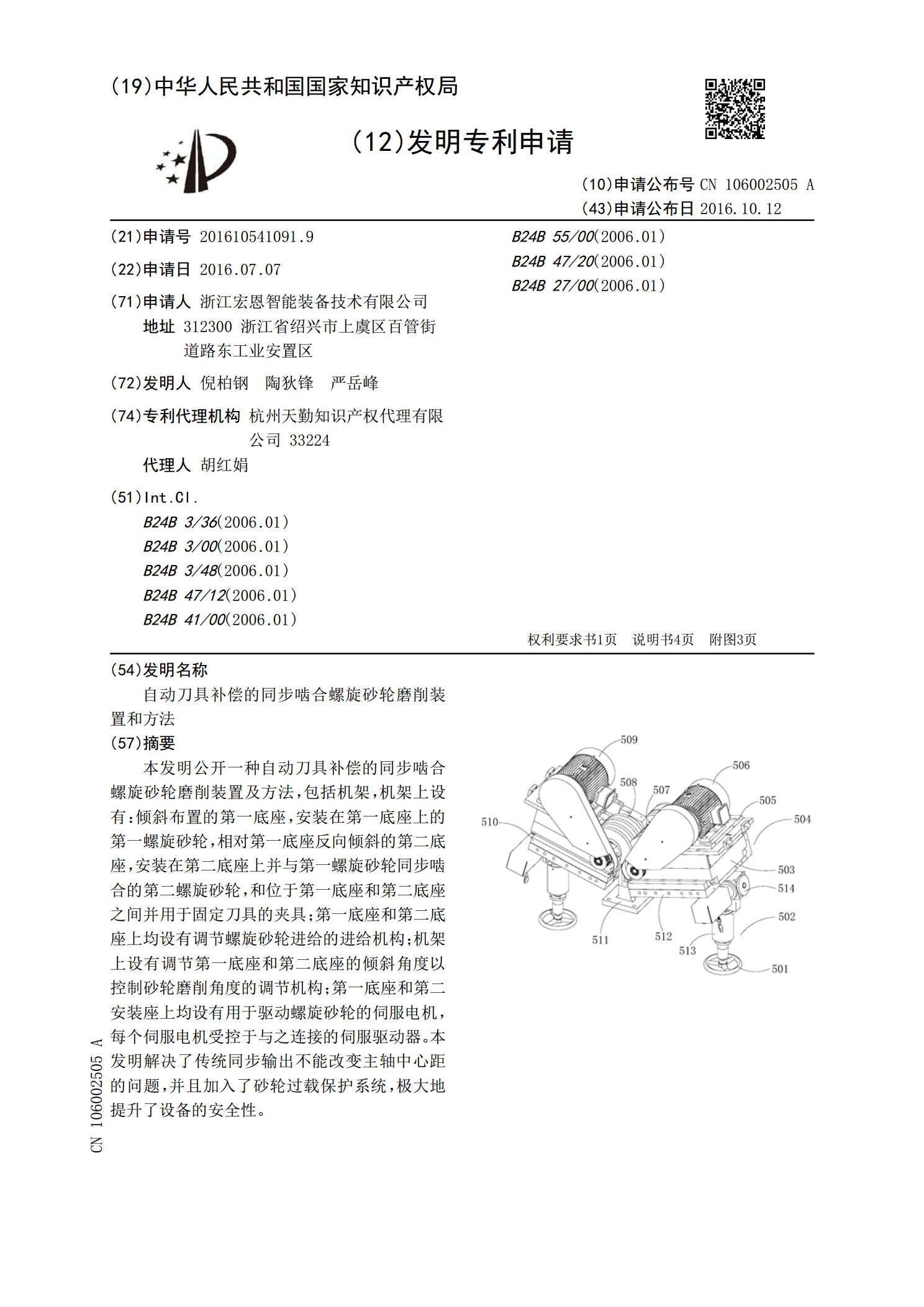
本发明公开一种自动刀具补偿的同步啮合螺旋砂轮磨削装置及方法,包括机架,机架上设有:倾斜布置的第一底座,安装在第一底座上的第一螺旋砂轮,相对第一底座反向倾斜的第二底座,安装在第二底座上并与第一螺旋砂轮同步啮合的第二螺旋砂轮,和位于第一底座和第二底座之间并用于固定刀具的夹具;第一底座和第二底座上均设有调节螺旋砂轮进给的进给机构;机架上设有调节第一底座和第二底座的倾斜角度以控制砂轮磨削角度的调节机构;第一底座和第二安装座上均设有用于驱动螺旋砂轮的伺服电机,每个伺服电机受控于与之连接的伺服驱动器。本发明解决了传统
一种接触式砂轮磨损自动检测与补偿方法及其装置.pdf
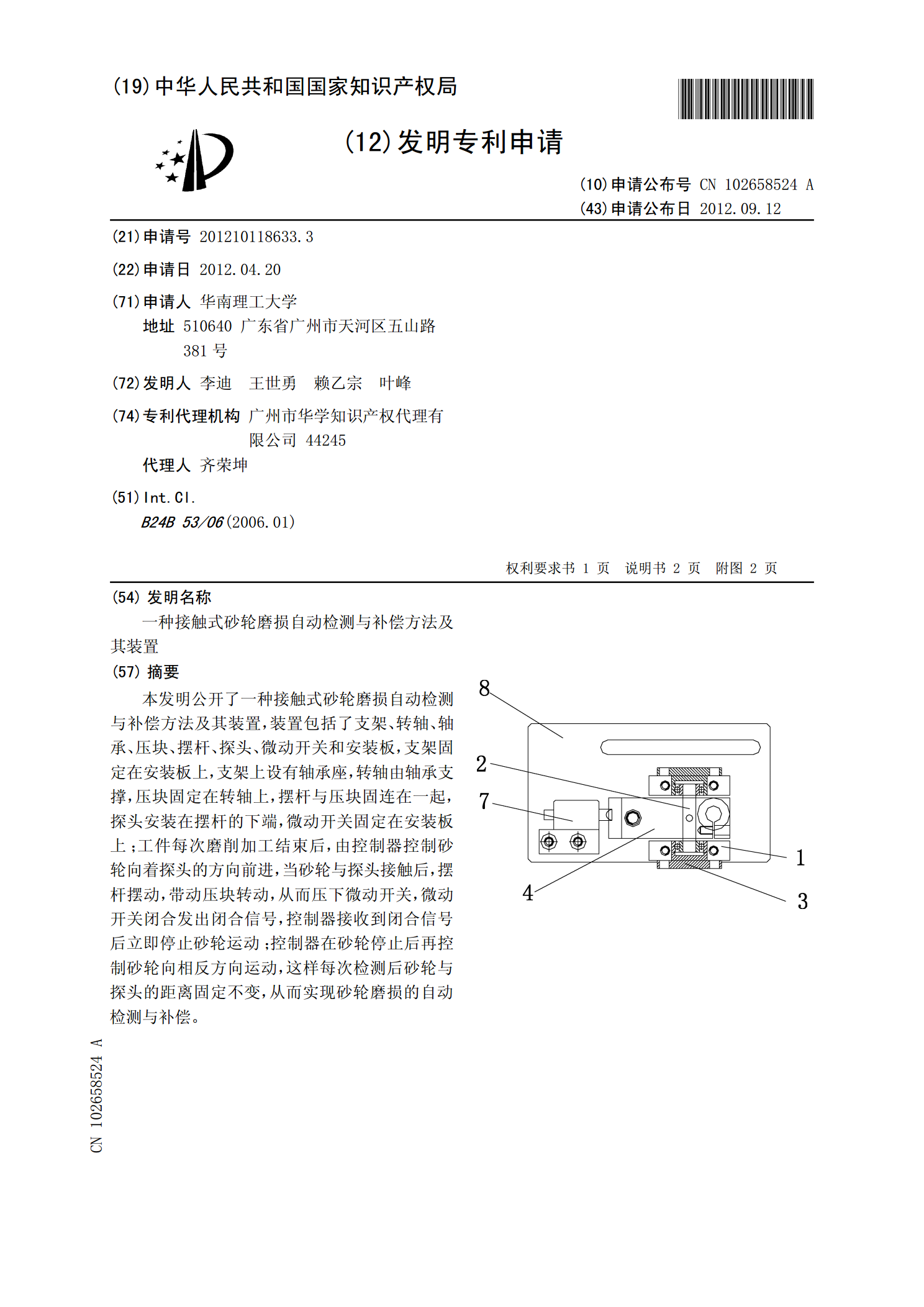
本发明公开了一种接触式砂轮磨损自动检测与补偿方法及其装置,装置包括了支架、转轴、轴承、压块、摆杆、探头、微动开关和安装板,支架固定在安装板上,支架上设有轴承座,转轴由轴承支撑,压块固定在转轴上,摆杆与压块固连在一起,探头安装在摆杆的下端,微动开关固定在安装板上;工件每次磨削加工结束后,由控制器控制砂轮向着探头的方向前进,当砂轮与探头接触后,摆杆摆动,带动压块转动,从而压下微动开关,微动开关闭合发出闭合信号,控制器接收到闭合信号后立即停止砂轮运动;控制器在砂轮停止后再控制砂轮向相反方向运动,这样每次检测后砂
砂轮磨损自动补偿机构.pdf
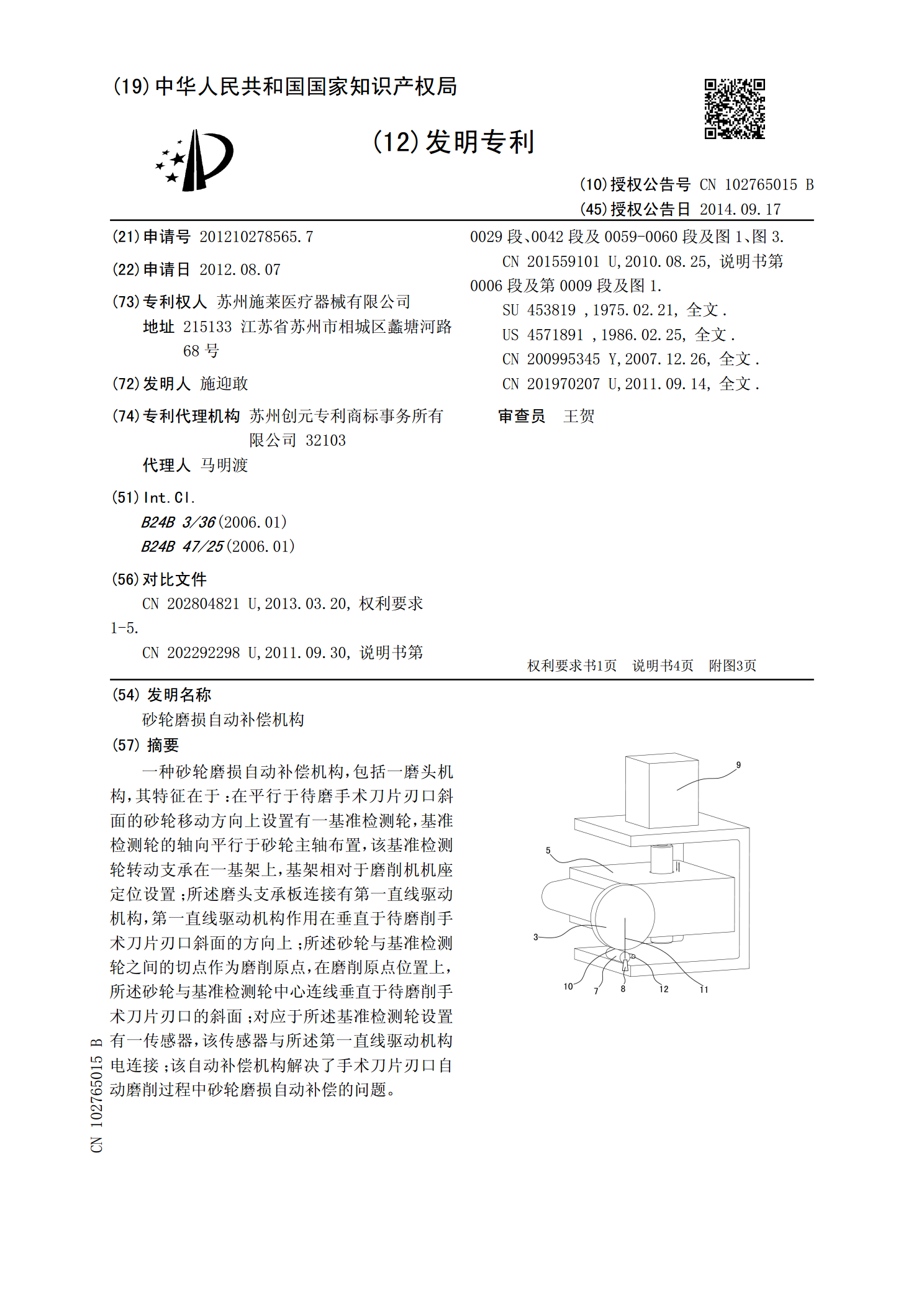
一种砂轮磨损自动补偿机构,包括一磨头机构,其特征在于:在平行于待磨手术刀片刃口斜面的砂轮移动方向上设置有一基准检测轮,基准检测轮的轴向平行于砂轮主轴布置,该基准检测轮转动支承在一基架上,基架相对于磨削机机座定位设置;所述磨头支承板连接有第一直线驱动机构,第一直线驱动机构作用在垂直于待磨削手术刀片刃口斜面的方向上;所述砂轮与基准检测轮之间的切点作为磨削原点,在磨削原点位置上,所述砂轮与基准检测轮中心连线垂直于待磨削手术刀片刃口的斜面;对应于所述基准检测轮设置有一传感器,该传感器与所述第一直线驱动机构电连接;