
一种滚轮圆周表面中频感应淬火装置及其方法.pdf

悠柔****找我


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滚轮圆周表面中频感应淬火装置及其方法.pdf
本发明公开了一种滚轮圆周表面中频感应淬火装置及其方法。该装置包括底座、主轴箱和中频感应加热装置,主轴箱固定在底座的一端,中频感应加热装置固定在底座的另一端。淬火时,感应器平行靠近距滚轮周边5—6mm,滚轮周边转动线速度为320—380mm/min,采用频率为3000—5000Hz的中频对滚轮圆周表面进行感应加热,加热温度890—930℃,当滚轮转动3—5秒时,淬火介质通过喷淋器对加热部位开始喷淋冷却,当滚轮旋转一周,感应器停止加热,淬火介质滞后3—5秒停止喷淋冷却即完成淬火。本发明结构简单、自动化程度高,
一种中频感应熔炼炉及其烘烤方法.pdf
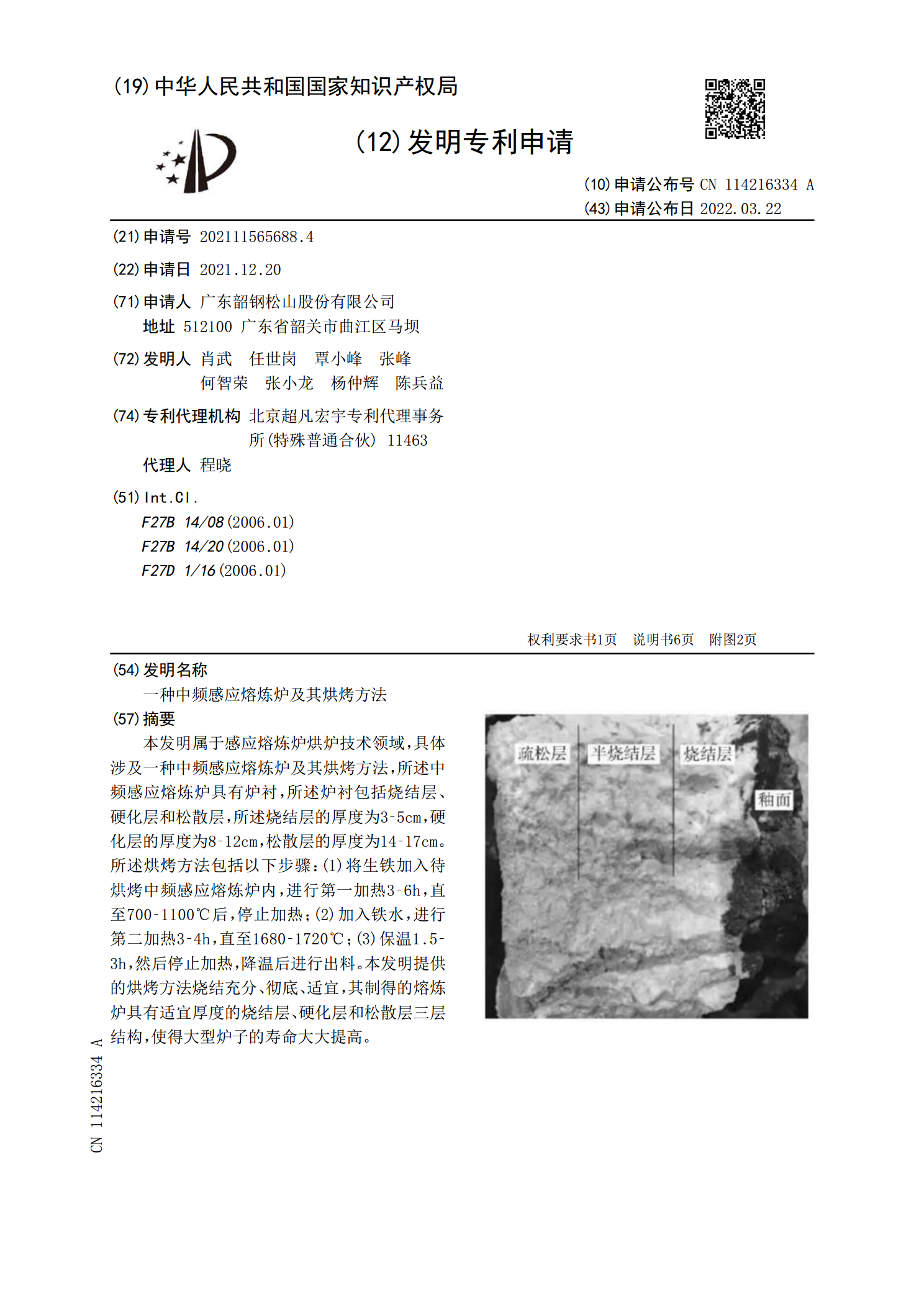
本发明属于感应熔炼炉烘炉技术领域,具体涉及一种中频感应熔炼炉及其烘烤方法,所述中频感应熔炼炉具有炉衬,所述炉衬包括烧结层、硬化层和松散层,所述烧结层的厚度为3‑5cm,硬化层的厚度为8‑12cm,松散层的厚度为14‑17cm。所述烘烤方法包括以下步骤:(1)将生铁加入待烘烤中频感应熔炼炉内,进行第一加热3‑6h,直至700‑1100℃后,停止加热;(2)加入铁水,进行第二加热3‑4h,直至1680‑1720℃;(3)保温1.5‑3h,然后停止加热,降温后进行出料。本发明提供的烘烤方法烧结充分、彻底、适宜,

一种大型柴油发动机曲轴表面中频感应淬火方法.pdf
本发明公开一种大型柴油发动机曲轴表面中频感应淬火方法,包括:1)组装曲轴支撑淬火装置;2)放置曲轴;3)开始淬火工艺。本发明通过采用浮动卡盘驱动曲轴旋转、同时松开尾端顶尖的淬火夹持方式,根据曲轴变形规律及淬火后的应力分布,确定了每个轴颈的淬火先后顺序,可以有效的控制中频感应淬火后曲轴存在跳动变化大及长度变化无规律的问题。
一种感应淬火方法及淬火装置.pdf
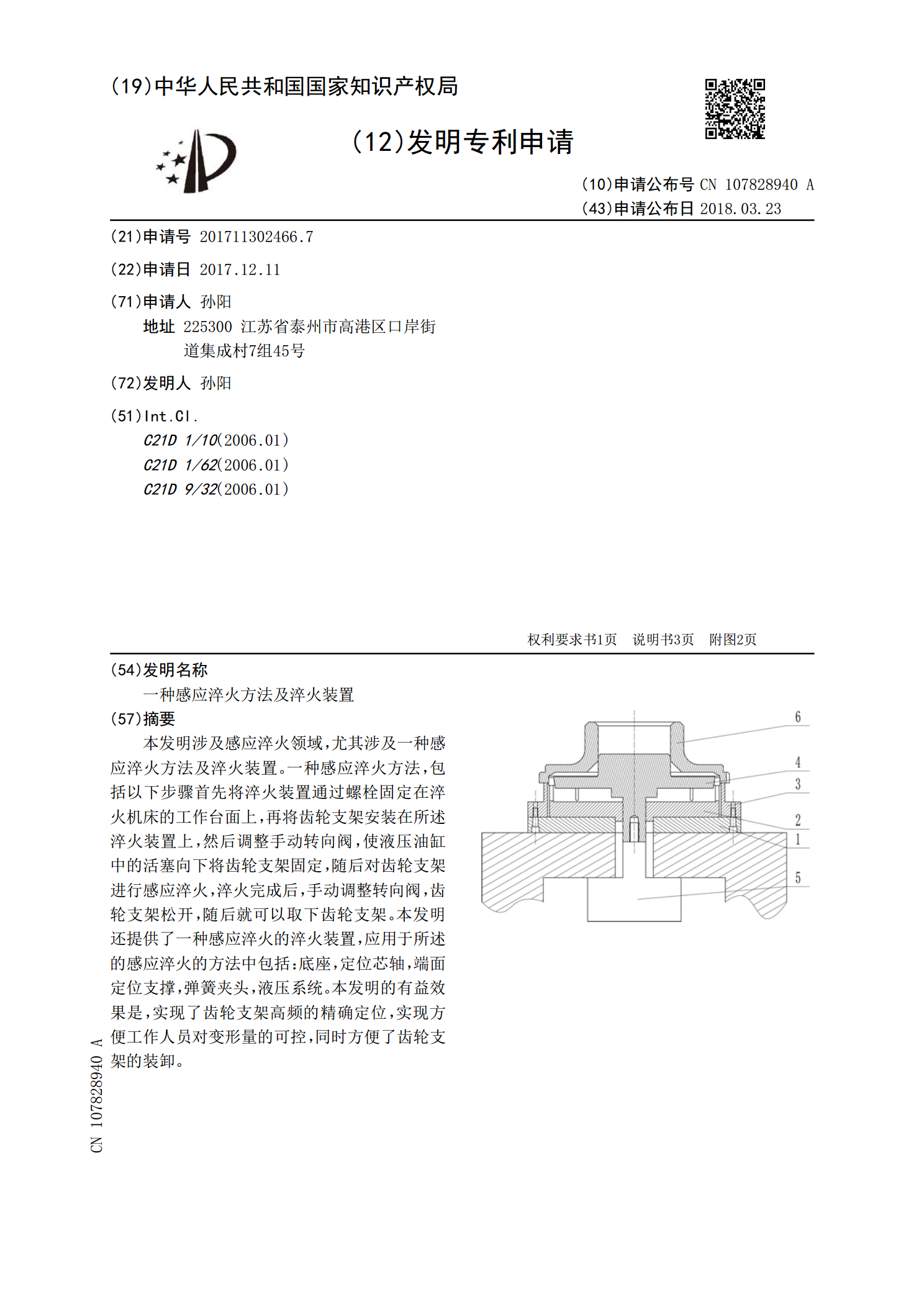
本发明涉及感应淬火领域,尤其涉及一种感应淬火方法及淬火装置。一种感应淬火方法,包括以下步骤首先将淬火装置通过螺栓固定在淬火机床的工作台面上,再将齿轮支架安装在所述淬火装置上,然后调整手动转向阀,使液压油缸中的活塞向下将齿轮支架固定,随后对齿轮支架进行感应淬火,淬火完成后,手动调整转向阀,齿轮支架松开,随后就可以取下齿轮支架。本发明还提供了一种感应淬火的淬火装置,应用于所述的感应淬火的方法中包括:底座,定位芯轴,端面定位支撑,弹簧夹头,液压系统。本发明的有益效果是,实现了齿轮支架高频的精确定位,实现方便工作
一种中频感应电炉及其筑炉方法、使用方法.pdf
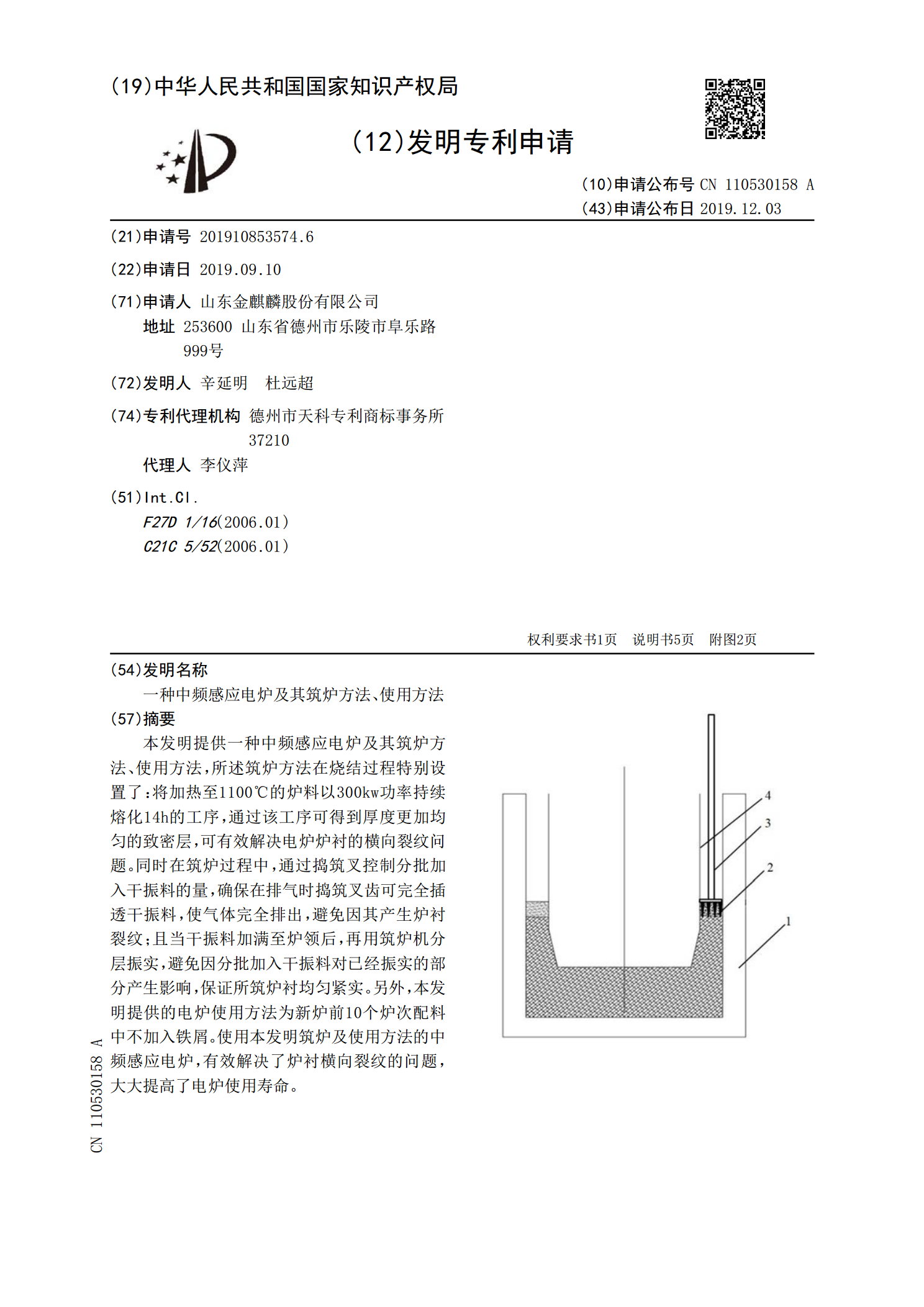
本发明提供一种中频感应电炉及其筑炉方法、使用方法,所述筑炉方法在烧结过程特别设置了:将加热至1100℃的炉料以300kw功率持续熔化14h的工序,通过该工序可得到厚度更加均匀的致密层,可有效解决电炉炉衬的横向裂纹问题。同时在筑炉过程中,通过捣筑叉控制分批加入干振料的量,确保在排气时捣筑叉齿可完全插透干振料,使气体完全排出,避免因其产生炉衬裂纹;且当干振料加满至炉领后,再用筑炉机分层振实,避免因分批加入干振料对已经振实的部分产生影响,保证所筑炉衬均匀紧实。另外,本发明提供的电炉使用方法为新炉前10个炉次配料