
一种感应淬火方法及淬火装置.pdf

淑然****by

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种感应淬火方法及淬火装置.pdf
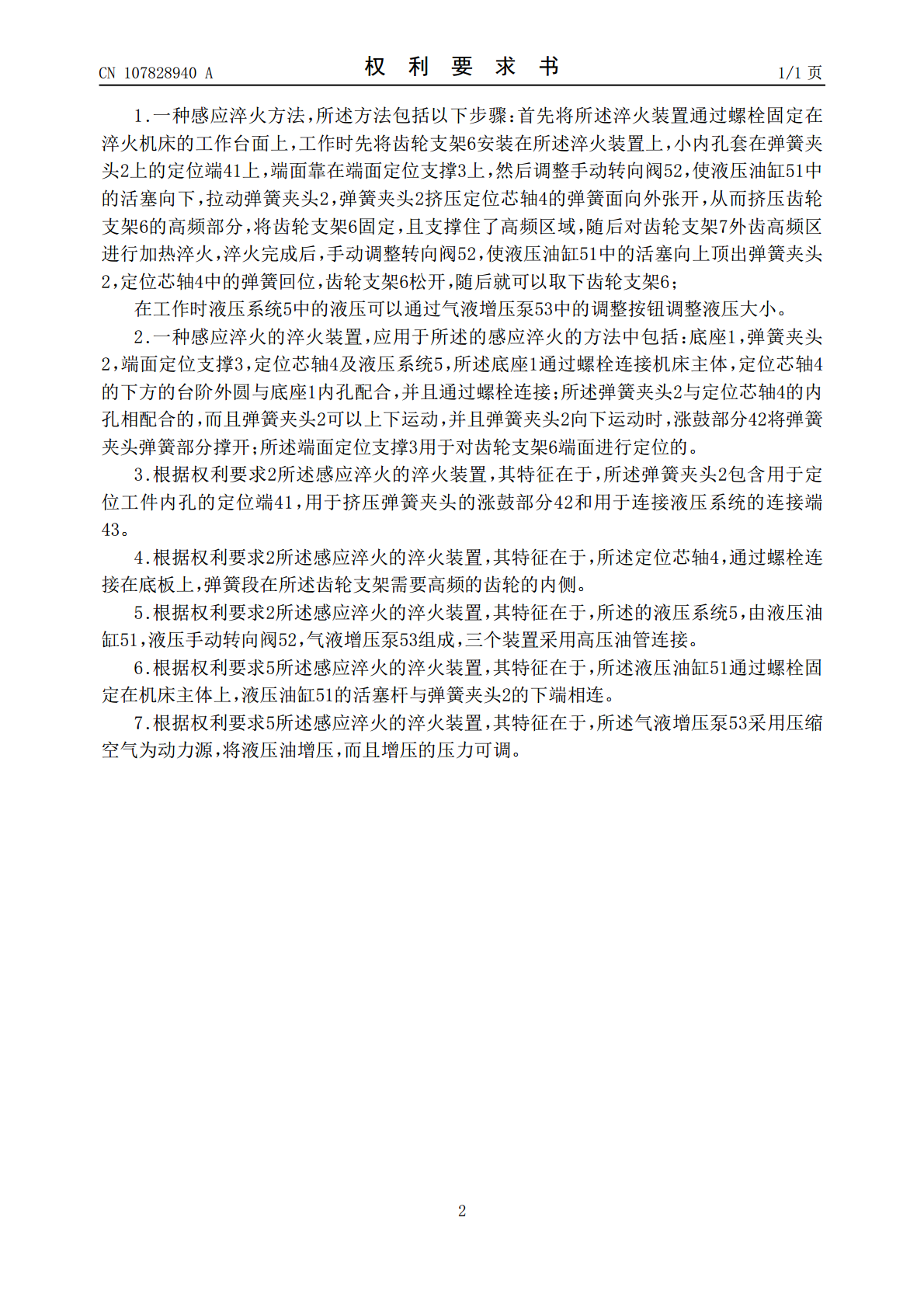
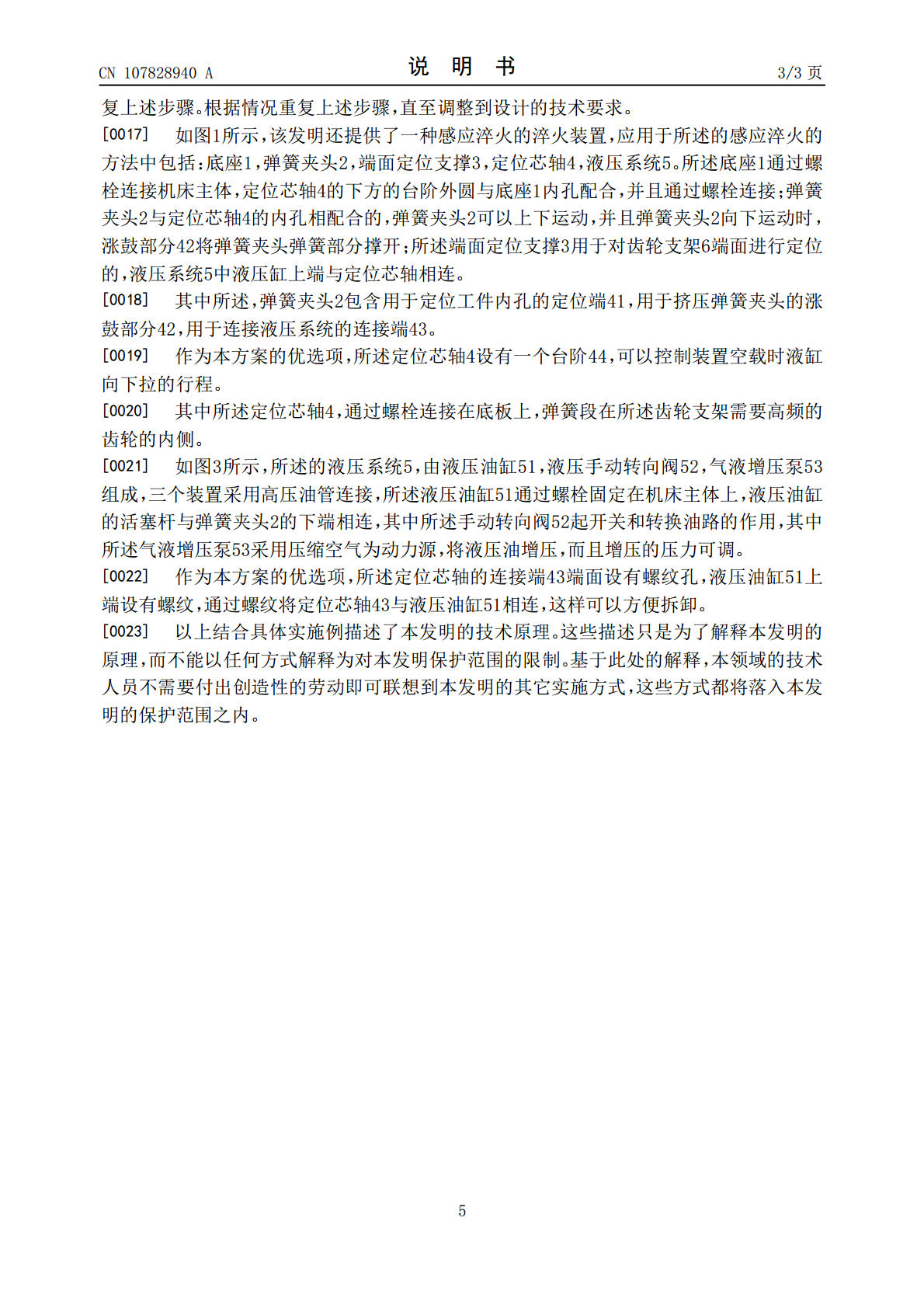
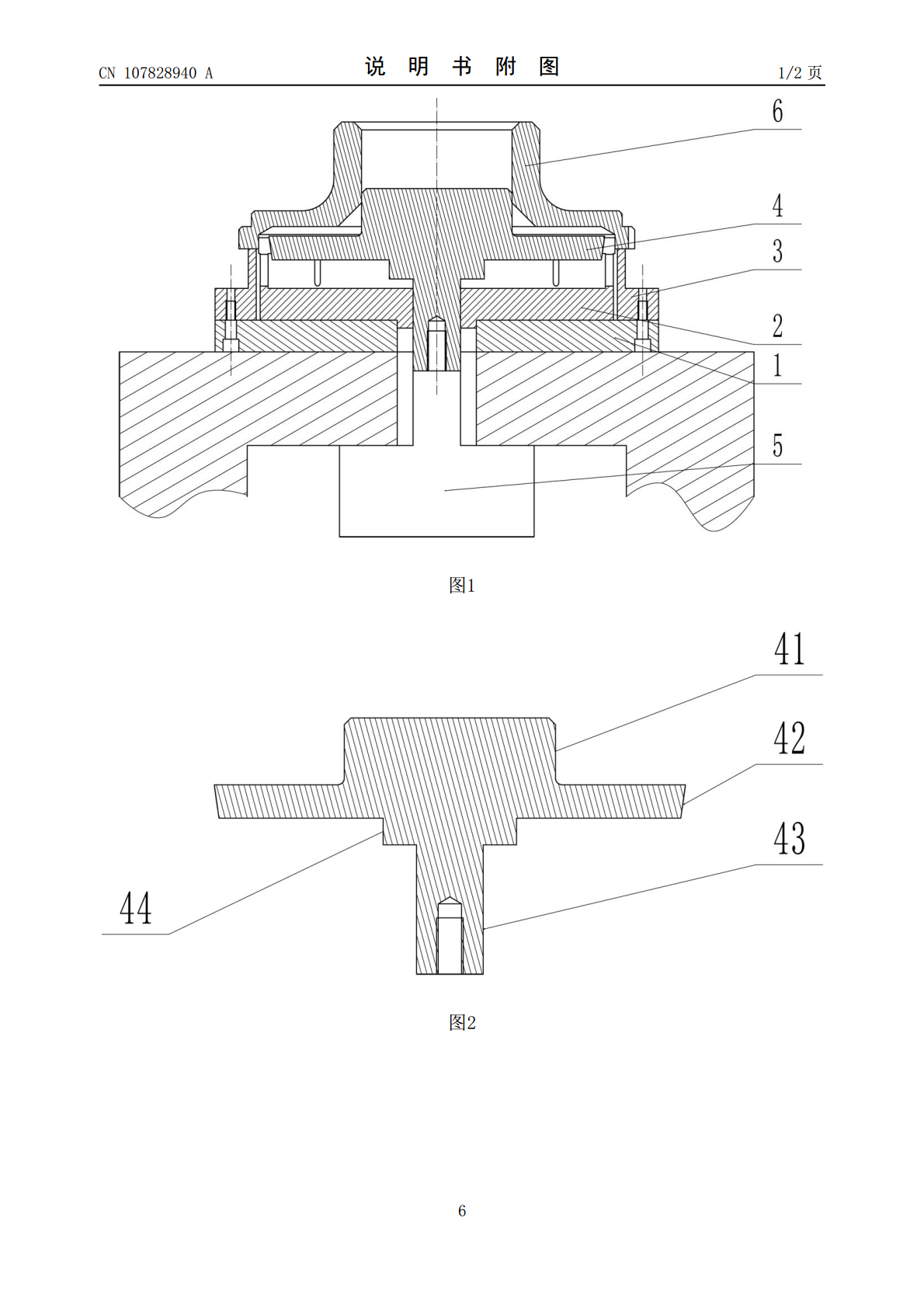
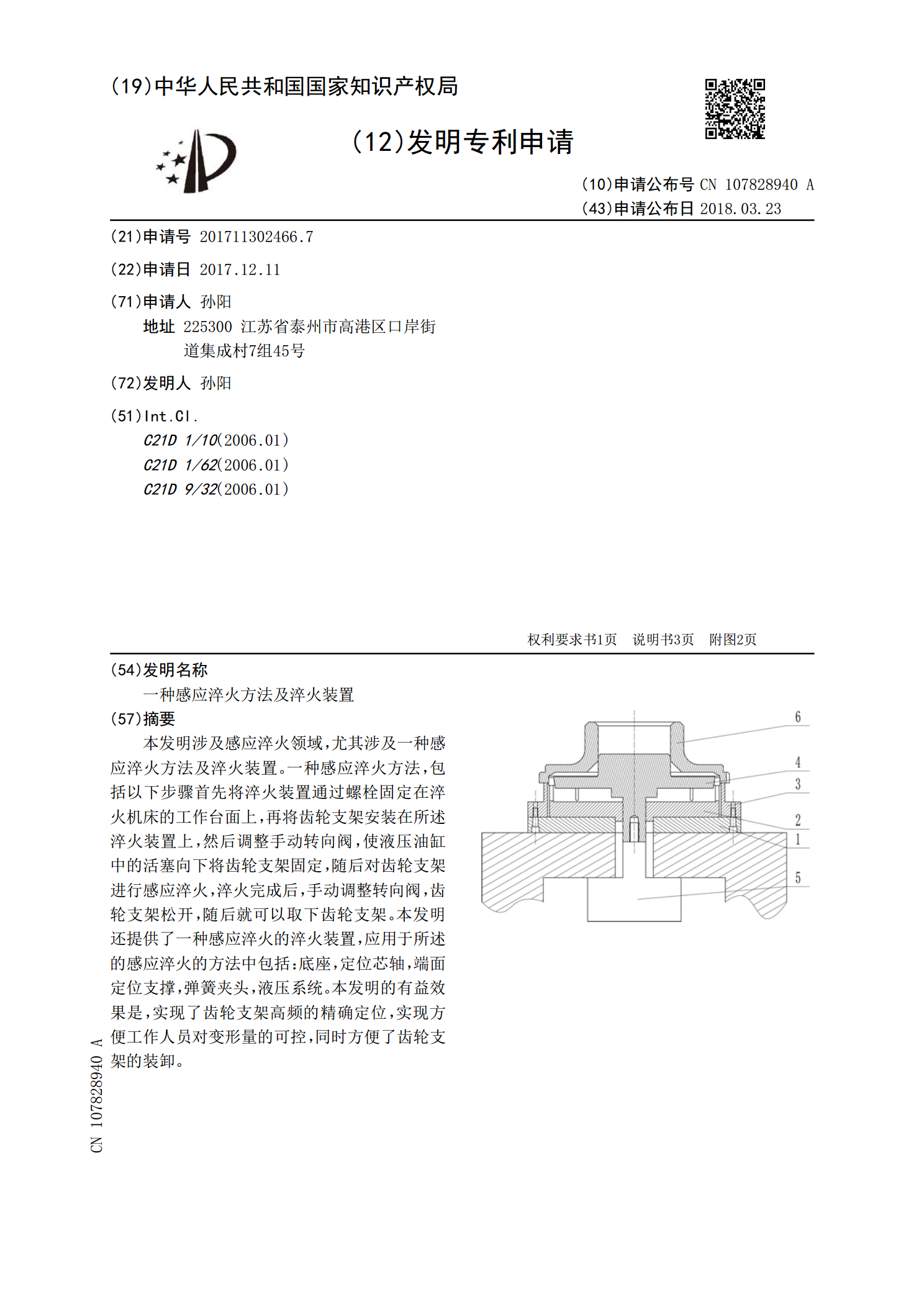
本发明涉及感应淬火领域,尤其涉及一种感应淬火方法及淬火装置。一种感应淬火方法,包括以下步骤首先将淬火装置通过螺栓固定在淬火机床的工作台面上,再将齿轮支架安装在所述淬火装置上,然后调整手动转向阀,使液压油缸中的活塞向下将齿轮支架固定,随后对齿轮支架进行感应淬火,淬火完成后,手动调整转向阀,齿轮支架松开,随后就可以取下齿轮支架。本发明还提供了一种感应淬火的淬火装置,应用于所述的感应淬火的方法中包括:底座,定位芯轴,端面定位支撑,弹簧夹头,液压系统。本发明的有益效果是,实现了齿轮支架高频的精确定位,实现方便工作
一种棒料旋转感应淬火装置.pdf
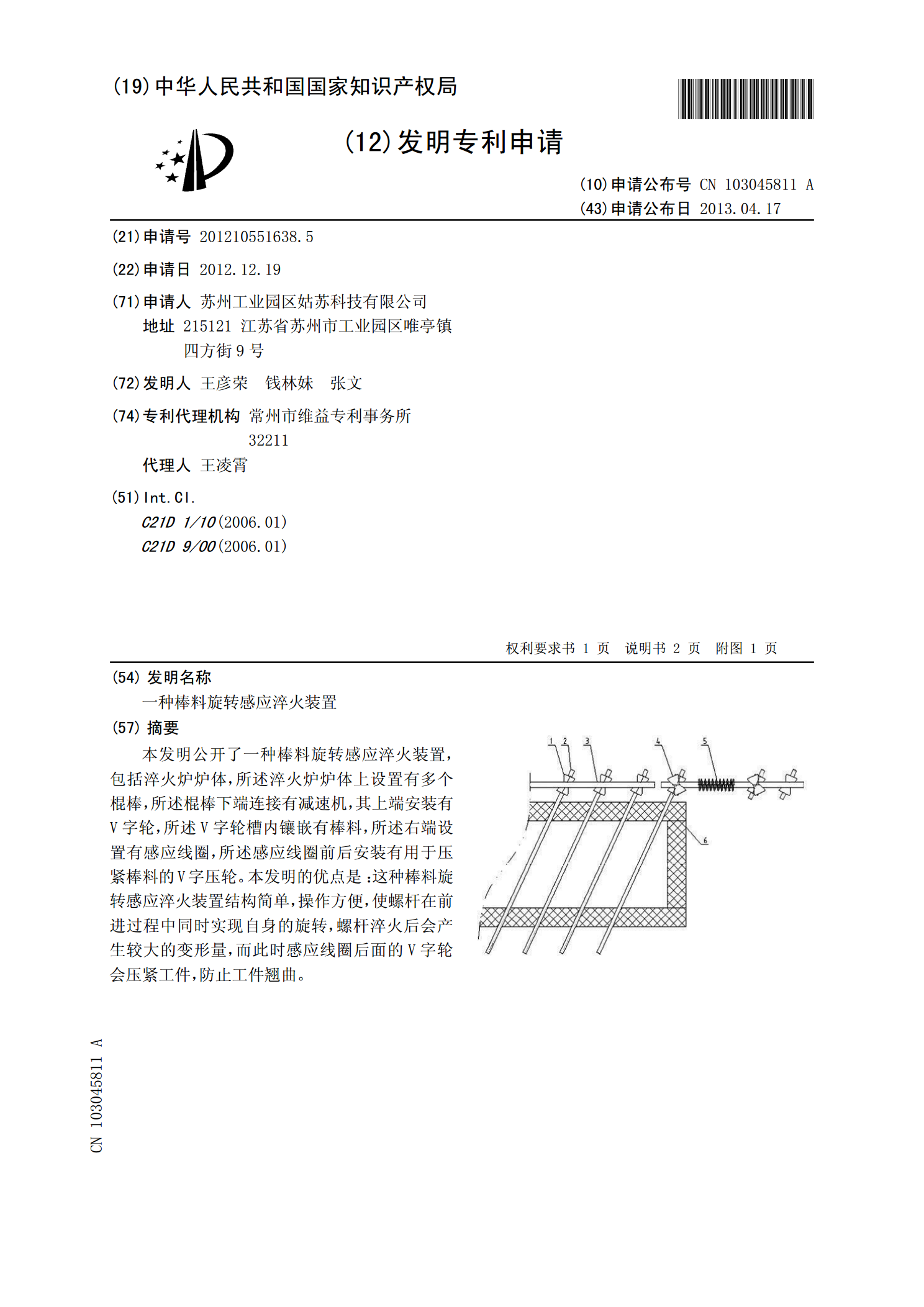
本发明公开了一种棒料旋转感应淬火装置,包括淬火炉炉体,所述淬火炉炉体上设置有多个棍棒,所述棍棒下端连接有减速机,其上端安装有V字轮,所述V字轮槽内镶嵌有棒料,所述右端设置有感应线圈,所述感应线圈前后安装有用于压紧棒料的V字压轮。本发明的优点是:这种棒料旋转感应淬火装置结构简单,操作方便,使螺杆在前进过程中同时实现自身的旋转,螺杆淬火后会产生较大的变形量,而此时感应线圈后面的V字轮会压紧工件,防止工件翘曲。
一种膜片弹簧感应淬火装置.pdf
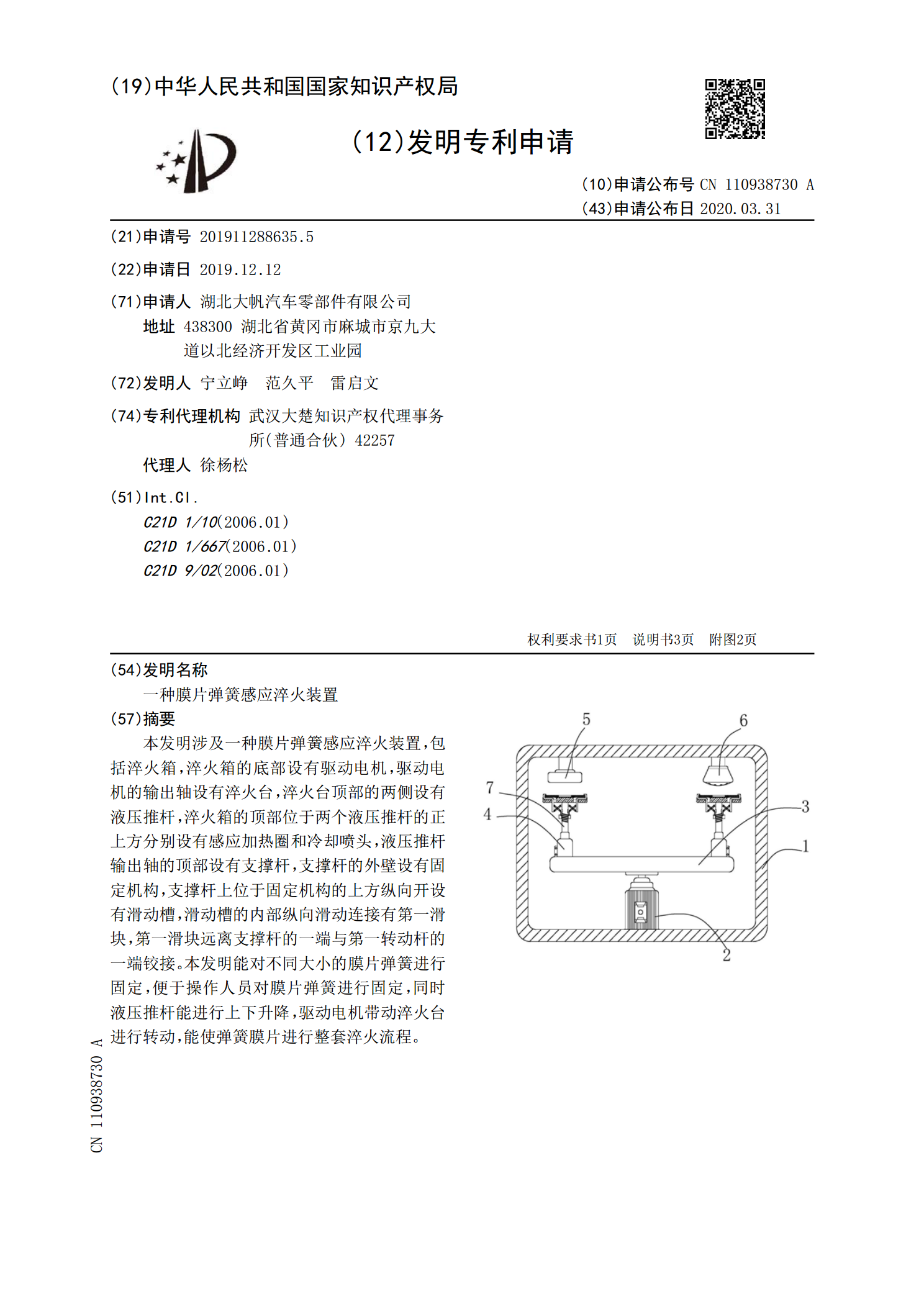
本发明涉及一种膜片弹簧感应淬火装置,包括淬火箱,淬火箱的底部设有驱动电机,驱动电机的输出轴设有淬火台,淬火台顶部的两侧设有液压推杆,淬火箱的顶部位于两个液压推杆的正上方分别设有感应加热圈和冷却喷头,液压推杆输出轴的顶部设有支撑杆,支撑杆的外壁设有固定机构,支撑杆上位于固定机构的上方纵向开设有滑动槽,滑动槽的内部纵向滑动连接有第一滑块,第一滑块远离支撑杆的一端与第一转动杆的一端铰接。本发明能对不同大小的膜片弹簧进行固定,便于操作人员对膜片弹簧进行固定,同时液压推杆能进行上下升降,驱动电机带动淬火台进行转动,

凸轮共轭感应淬火装置.pdf
本发明公开了一种凸轮共轭感应淬火装置,包括驱动杆、随动杆和与需淬火凸轮组成共轭凸轮组的主动凸轮,驱动杆和随动杆固定连接且以可绕共同轴线转动的方式铰接,驱动杆远离铰接点的端部设有用于与主动凸轮工作面接触的滚轮,随动杆远离铰接点的端部设有用于对需淬火凸轮工作面感应淬火的感应器,需淬火凸轮工作面上正对感应器的部位与主动凸轮同滚轮接触的部位共轭,驱动杆或滚轮设有用于使滚轮压在主动凸轮工作面的预紧力,本发明感应器与需淬火的凸轮工作面距离不变,可保证工作面与感应器之间的相对线速度不变,从而保证感应淬火过程中工件表面各

一种滚轮圆周表面中频感应淬火装置及其方法.pdf
本发明公开了一种滚轮圆周表面中频感应淬火装置及其方法。该装置包括底座、主轴箱和中频感应加热装置,主轴箱固定在底座的一端,中频感应加热装置固定在底座的另一端。淬火时,感应器平行靠近距滚轮周边5—6mm,滚轮周边转动线速度为320—380mm/min,采用频率为3000—5000Hz的中频对滚轮圆周表面进行感应加热,加热温度890—930℃,当滚轮转动3—5秒时,淬火介质通过喷淋器对加热部位开始喷淋冷却,当滚轮旋转一周,感应器停止加热,淬火介质滞后3—5秒停止喷淋冷却即完成淬火。本发明结构简单、自动化程度高,