
水泵轴承芯轴加工外圆磨全自动上下料装置.pdf

努力****梓颖


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水泵轴承芯轴加工外圆磨全自动上下料装置.pdf
水泵轴承芯轴加工外圆磨全自动上下料装置,属于外圆磨附属装置领域。传统手工上料外圆磨加工效率和安全性低,劳动强度大。本发明包括底座以及安装在底座上的定向排列机构、横向推送机构、夹装旋转机构、摇臂输送机构和下料滚道,横向推送机构包括承接板和推料机构,承接板承接于定向排列机构出料口,承接经定向排列机构排列的成排工件最下一个工件;夹装旋转机构包括工件夹头和电机,工件夹头与电机通过皮带和皮带轮传动连接,工件夹头设有夹装孔,升降输送机构包括摆动摇臂和驱动摇臂上下摆动的驱动机构,工件夹头通过支撑套支撑安装于摇臂输送机构

外圆磨削加工水泵轴承芯轴全自动上下料方法.pdf
外圆磨削加工水泵轴承芯轴全自动上下料方法,属于金属磨削加工技术领域。现有手动上下料外圆磨加工水泵轴承芯轴效率低、劳动强度大、不安全,本发明方法先将待加工工件置入定向排列机构中定向排列,然后推送机构将成排待加工工件的最下一个横向推送,将装夹机构中的完成加工工件顶离装夹机构,落入下料滚道回收,待加工工件进入装夹孔装夹固定,使用安装在摆臂上的孔式装夹机构完成工件装夹、升降和旋转,将装夹机构连同待加工工件下降到加工位置,由支撑机构对工件进行支撑,装夹机构由电机通过皮带传动驱动旋转,并与砂轮接触开始磨削加工,完成加
可调式外磨芯轴加工夹具.pdf
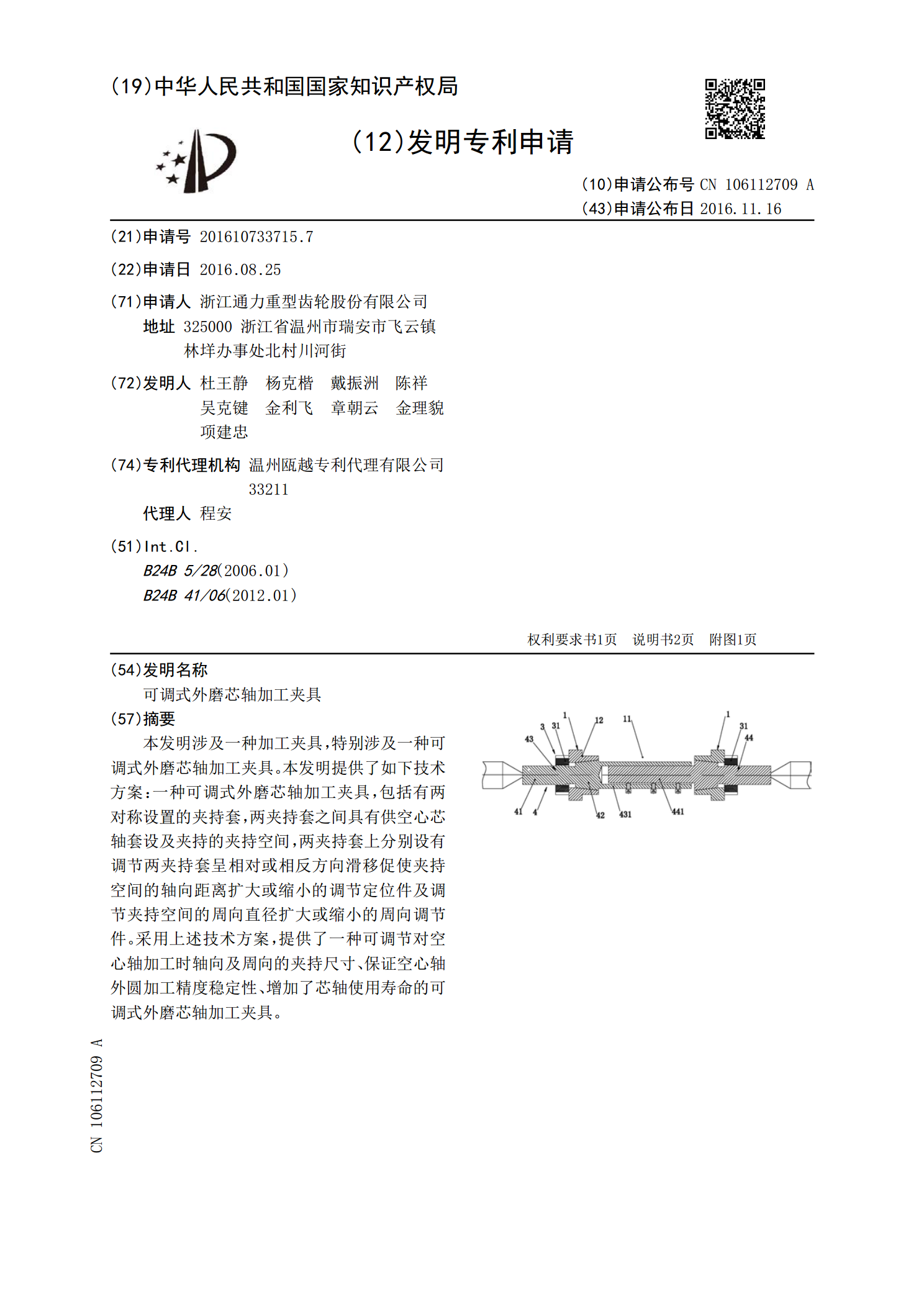
本发明涉及一种加工夹具,特别涉及一种可调式外磨芯轴加工夹具。本发明提供了如下技术方案:一种可调式外磨芯轴加工夹具,包括有两对称设置的夹持套,两夹持套之间具有供空心芯轴套设及夹持的夹持空间,两夹持套上分别设有调节两夹持套呈相对或相反方向滑移促使夹持空间的轴向距离扩大或缩小的调节定位件及调节夹持空间的周向直径扩大或缩小的周向调节件。采用上述技术方案,提供了一种可调节对空心轴加工时轴向及周向的夹持尺寸、保证空心轴外圆加工精度稳定性、增加了芯轴使用寿命的可调式外磨芯轴加工夹具。
一种冲压成型的水泵轴连轴承及其轴芯的加工工艺.pdf
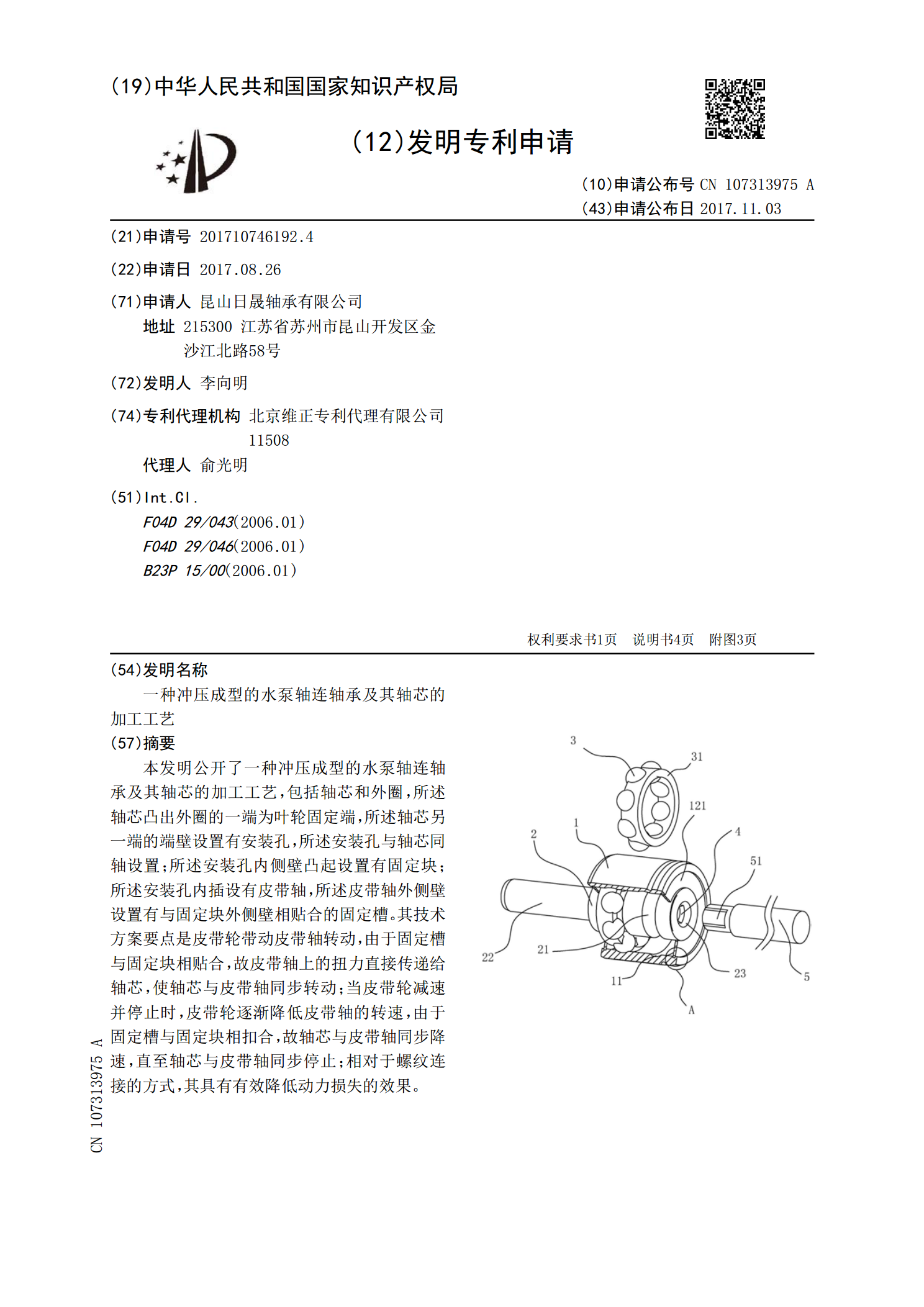
本发明公开了一种冲压成型的水泵轴连轴承及其轴芯的加工工艺,包括轴芯和外圈,所述轴芯凸出外圈的一端为叶轮固定端,所述轴芯另一端的端壁设置有安装孔,所述安装孔与轴芯同轴设置;所述安装孔内侧壁凸起设置有固定块;所述安装孔内插设有皮带轴,所述皮带轴外侧壁设置有与固定块外侧壁相贴合的固定槽。其技术方案要点是皮带轮带动皮带轴转动,由于固定槽与固定块相贴合,故皮带轴上的扭力直接传递给轴芯,使轴芯与皮带轴同步转动;当皮带轮减速并停止时,皮带轮逐渐降低皮带轴的转速,由于固定槽与固定块相扣合,故轴芯与皮带轴同步降速,直至轴芯

芯轴外支撑锁紧装置轴承损坏原因分析及改造.docx
芯轴外支撑锁紧装置轴承损坏原因分析及改造标题:芯轴外支撑锁紧装置轴承损坏原因分析及改造导言:芯轴外支撑锁紧装置是一种常用于机械传动系统中的重要组成部分。在传动过程中,轴承常常承受着较大的载荷和振动,如果轴承出现损坏,将直接影响传动系统的正常运行。本论文对芯轴外支撑锁紧装置轴承损坏原因进行分析,并提出改造方法,以提高轴承的使用寿命和传动系统的可靠性。一、芯轴外支撑锁紧装置轴承损坏原因分析1.1轴承过载由于设计选型不合理、传动系统负载大小超过轴承额定负载能力等原因,轴承可能承受超过其承载能力的载荷,导致过载。