
外圆磨削加工水泵轴承芯轴全自动上下料方法.pdf

一条****杉淑


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

外圆磨削加工水泵轴承芯轴全自动上下料方法.pdf
外圆磨削加工水泵轴承芯轴全自动上下料方法,属于金属磨削加工技术领域。现有手动上下料外圆磨加工水泵轴承芯轴效率低、劳动强度大、不安全,本发明方法先将待加工工件置入定向排列机构中定向排列,然后推送机构将成排待加工工件的最下一个横向推送,将装夹机构中的完成加工工件顶离装夹机构,落入下料滚道回收,待加工工件进入装夹孔装夹固定,使用安装在摆臂上的孔式装夹机构完成工件装夹、升降和旋转,将装夹机构连同待加工工件下降到加工位置,由支撑机构对工件进行支撑,装夹机构由电机通过皮带传动驱动旋转,并与砂轮接触开始磨削加工,完成加

水泵轴承芯轴加工外圆磨全自动上下料装置.pdf
水泵轴承芯轴加工外圆磨全自动上下料装置,属于外圆磨附属装置领域。传统手工上料外圆磨加工效率和安全性低,劳动强度大。本发明包括底座以及安装在底座上的定向排列机构、横向推送机构、夹装旋转机构、摇臂输送机构和下料滚道,横向推送机构包括承接板和推料机构,承接板承接于定向排列机构出料口,承接经定向排列机构排列的成排工件最下一个工件;夹装旋转机构包括工件夹头和电机,工件夹头与电机通过皮带和皮带轮传动连接,工件夹头设有夹装孔,升降输送机构包括摆动摇臂和驱动摇臂上下摆动的驱动机构,工件夹头通过支撑套支撑安装于摇臂输送机构
一种冲压成型的水泵轴连轴承及其轴芯的加工工艺.pdf
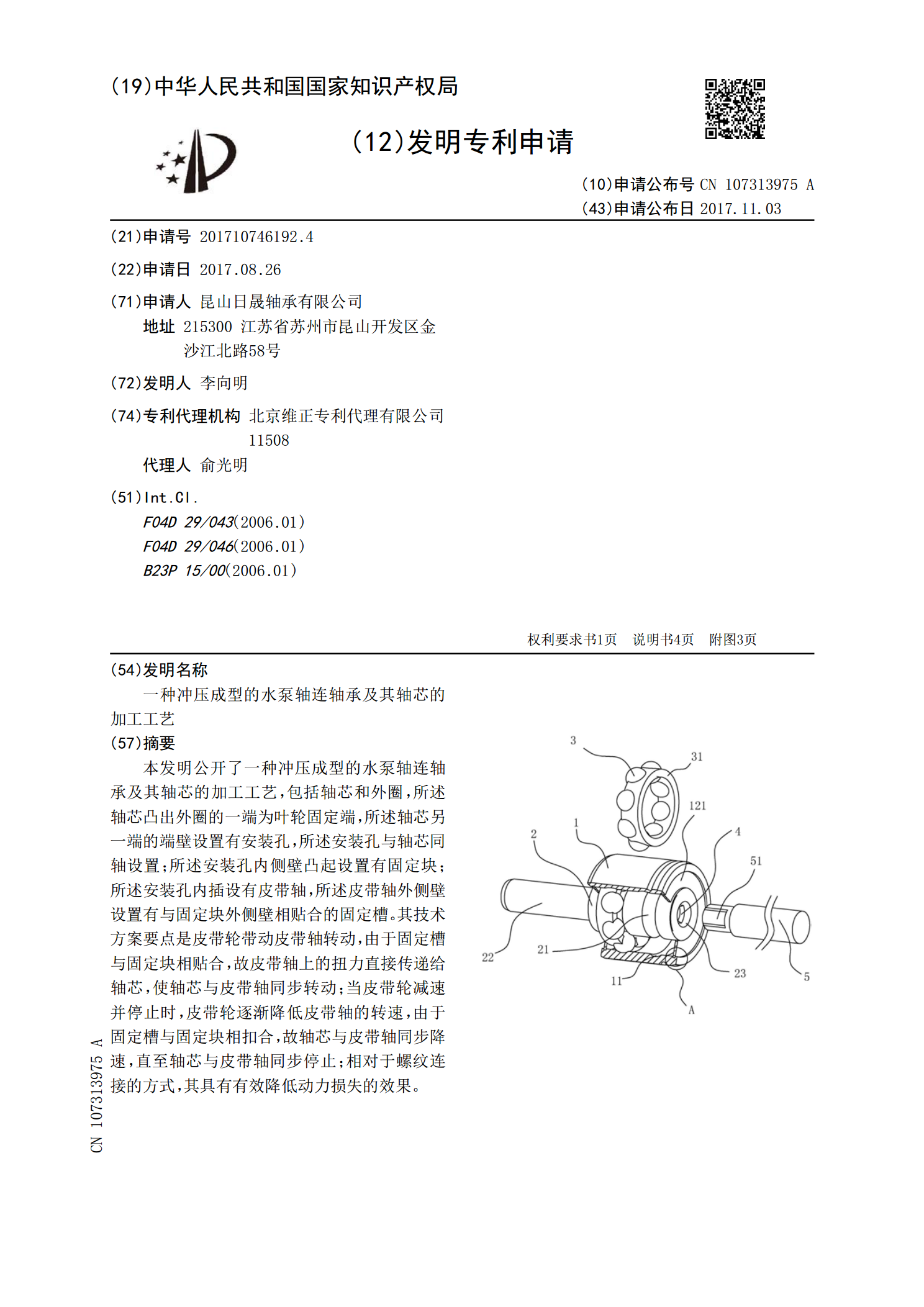
本发明公开了一种冲压成型的水泵轴连轴承及其轴芯的加工工艺,包括轴芯和外圈,所述轴芯凸出外圈的一端为叶轮固定端,所述轴芯另一端的端壁设置有安装孔,所述安装孔与轴芯同轴设置;所述安装孔内侧壁凸起设置有固定块;所述安装孔内插设有皮带轴,所述皮带轴外侧壁设置有与固定块外侧壁相贴合的固定槽。其技术方案要点是皮带轮带动皮带轴转动,由于固定槽与固定块相贴合,故皮带轴上的扭力直接传递给轴芯,使轴芯与皮带轴同步转动;当皮带轮减速并停止时,皮带轮逐渐降低皮带轴的转速,由于固定槽与固定块相扣合,故轴芯与皮带轴同步降速,直至轴芯

一种十字轴轴颈外圆磨削加工方法.pdf
本发明涉及一种十字轴轴颈外圆磨削加工方法,包括以下步骤:设计优化变量,以十字轴工件旋转线速度vw和砂轮横向进给量fr为优化变量;以在磨削单个十字轴时所用时间最少作为目标函数,其中,目标函数为为十字轴工件旋转线速度、fr为砂轮横向进给量、k为修正系数;根据约束条件得到最优的十字轴工件旋转线速度vw和砂轮横向进给量fr;根据得到的十字轴工件旋转线速度vw和砂轮横向进给量fr采用切入磨削法进行十字轴轴颈外圆磨削。本发明能够得到最优的磨削参数组合并同时兼顾生产效率。

轴类零件外圆表面的磨削加工.doc
宜宾职业技术学院YibinVocational&TechnicalCollege课程名称机械制造技术教学主题7轴类零件外圆表面的磨削加工授课班级机电08级1-4班授课时间授课地点教室教学目标:1.熟悉机床加工范围及运动2.了解机床主要部件结构;会进行机床调整。职业技能教学点:砂轮架、头架结构及调整。教学设计:组织教学、复习旧课、讲授新课、结合图形讲机床组成,课堂练习、评讲小结。重点是机床加工范围及调整,难点机床结构。布置作业。教学手段:教材、板书、挂图。教学过程教学内容与板书备注组织教学复习旧课复习后,要